9. Посадка как сопряжение двух деталей.
.Наименьший допуск и наиболее высокая точность соответствуют 10-му квалитету. При понижении квалитета на одну ступень допуск увеличивается примерно в 1,6 раза. Точные значения допусков указаны в ГОСТ 6449.1 — 82 «Изделия из древесины и древесных материалов. Поля допусков для линейных размеров и посадки».
Соединение двух деталей, в котором одна из них охватывает другую, называется сопряжением, а детали — сопрягаемыми. У сопрягаемых деталей различают размеры отверстия — охватывающие — и размеры вала (шипа) — охватываемые. Для обеспечения сопряжения номинальные размеры отверстия и вала должны соответствовать друг другу.
Свойства данного соединения для целых групп деталей характеризуется общим понятием — посадка. Одной посадкой объединяют все соединения, имеющие единый характер сопряжений по сюпени свободы или сопротивления их относительному перемещению. Посадки могут быть подвижными (с зазором), неподвижными (с натягом) и переходными, когда у некоторых соединений из одной группы могут быть зазоры, а у других из этой же
Сопряжение пары деталей определяется разностью их размеров, имеющей фактическое значение зазора и натяга, иначе посадки, для которой возможны два предельных значения максимального и минимального зазора или натяга.
Разность между предельными значениями зазоров и натягов образует допуск посадки, который характеризует однородность соединений и равен сумме допусков деталей, образующих посадку. Сопряжение деталей должно обеспечивать их взаимозаменяемость, что отражено Читать далее Посадки с натягом. Посадкой с натягом называется посадка, при которой обеспечивается натяг в соединении (поле допуска отверстия расположено под полем допуска вала).
10. Посадки в системе отверстия и в системе вала
Посадки во всех системах образуются сочетанием полей допусков. отверстия и вала.
Стандартами установлены две равноправные системы образования посадок: система отверстия и система вала. Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков валов с одним (основным) полем допуска отверстия.
Посадки в системе вала - посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков отверстий с одним (основным) полем допуска вала.
Обозначают посадки записью полей допусков отверстия и вала, обычно в виде дроби. При этом поле допуска отверстия всегда указывается в числителе дроби, а поле допуска вала - в знаменателе. Кстати сказать, это правило распространяется на обозначения и других видов сопряжений (резьбовых, шпоночных, шлицевых и т.д.), а не только гладких, которые мы сейчас рассматриваем.
Приведем примеры обозначения посадок по ЕСДП и их объяснение. Н7
Посадка: 20-или 20 Н7 / g6 .
Эта запись означает, что сопряжение выполнено для номинального размера 20 мм , в системе отверстия, так как поле допуска отверстия обозначено Н7 (основное отклонение для Н равно нулю и соответствует обозначению основного отверстия, а цифра 7 показывает, что допуск для отверстия надо брать по седьмому квалитету для интервала размеров (свыше 18 до 30 мм), в который входит размер 20 мм); поле допуска вала g6 (основное отклонение g с допуском по квалитету 6). Квалитет. Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Квалитет является мерой точности. С увеличением квалитета точность понижается (допуск увеличивается).
Допуск по квалитету обозначается буквами IT с указанием номера квалитета, например IT8 — допуск по 8-му квалитету.
Квалитеты с 01 до 4-го используются для изготовления калибров и контркалибров.
Квалитеты от 5-го до 12-го применяют для изготовления деталей, образующих сопряжения (ГЦС).
Квалитеты от 13-го до 18-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния.
Основная закономерность построения допусков размеров (допуск обозначается IT = International tolerance),
IT, мкм = K * i,
где K — квалитет (число единиц допуска), i — единица допуска, мкм.
На диаметры от 1 до 500 мм единица допуска функционально связана с номинальным размером
 ,
мкм.
,
мкм.
Соответствующие значения допуска регламентируются стандартом на допуски и посадки (Limits and Fits) ISO 286-1:1988 [2], а также ГОСТ 25346-89. [3].
Значение допусков для размеров основного отверстия до 500 мм:
Размер, мм |
Допуск, мкм при квалитете |
||||||||||||||||||
01 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
До 3 |
0,3 |
0,5 |
0,8 |
1,2 |
2 |
3 |
4 |
6 |
10 |
14 |
25 |
40 |
60 |
100 |
140 |
250 |
400 |
600 |
1000 |
3—6 |
0,4 |
0,6 |
1 |
1,5 |
2,5 |
4 |
5 |
8 |
12 |
18 |
30 |
48 |
75 |
120 |
180 |
300 |
480 |
750 |
1200 |
6—10 |
0,4 |
0,6 |
1 |
1,5 |
2,5 |
4 |
6 |
9 |
15 |
22 |
36 |
58 |
90 |
150 |
220 |
360 |
580 |
900 |
1500 |
10—18 |
0,5 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
11 |
18 |
27 |
43 |
70 |
110 |
180 |
270 |
430 |
700 |
1100 |
1800 |
18—30 |
0,6 |
1 |
1,5 |
2,5 |
4 |
6 |
9 |
12 |
21 |
33 |
52 |
84 |
130 |
210 |
330 |
520 |
840 |
1300 |
2100 |
30—50 |
0,6 |
1 |
1,5 |
2,5 |
4 |
7 |
11 |
16 |
25 |
39 |
62 |
100 |
160 |
250 |
390 |
620 |
1000 |
1600 |
2500 |
50—80 |
0,8 |
1,5 |
2 |
3 |
5 |
8 |
13 |
19 |
30 |
46 |
74 |
120 |
190 |
300 |
460 |
740 |
1200 |
1900 |
3000 |
80—120 |
1 |
1,5 |
2,5 |
4 |
6 |
10 |
15 |
22 |
35 |
54 |
87 |
140 |
220 |
350 |
540 |
870 |
1400 |
2200 |
3500 |
120—180 |
1,2 |
2 |
3,5 |
5 |
8 |
12 |
18 |
25 |
40 |
63 |
100 |
160 |
250 |
400 |
630 |
1000 |
1600 |
2500 |
4000 |
180—250 |
2 |
3 |
4,5 |
7 |
10 |
14 |
20 |
29 |
46 |
72 |
115 |
185 |
290 |
460 |
720 |
1150 |
1850 |
2900 |
4600 |
250—315 |
2,5 |
4 |
6 |
8 |
12 |
16 |
23 |
32 |
52 |
81 |
130 |
210 |
320 |
520 |
810 |
1300 |
2100 |
3200 |
5200 |
315—400 |
3 |
5 |
7 |
9 |
13 |
18 |
25 |
36 |
57 |
89 |
140 |
230 |
360 |
570 |
890 |
1400 |
2300 |
3600 |
5700 |
400—500 |
4 |
6 |
8 |
10 |
15 |
20 |
27 |
40 |
63 |
97 |
155 |
250 |
400 |
630 |
970 |
1550 |
2500 |
4000 |
6300 |
11. Расчет величин предельных размеров.
12.
графическое изображение полей допусков |
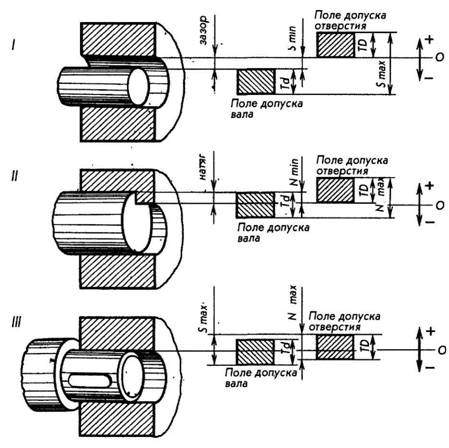
В технической документации широкое распространение нашло условное схематическое графическое изображение полей допусков деталей. Обусловлено это многими причинами. При обычных масштабах, в которых выполняют чертежи деталей или сборочных единиц, трудно показать зрительно различимыми допуски и отклонения, так как они очень малы. Достаточно сказать, что во многих случаях Допуски и отклонения не вышли бы за пределы толщины линии карандаша. Вместе с тем в практической работе конструктора часто возникает необходимость в наглядном изображении полей допусков и отклонений соединяемых деталей. С этой целью изображения допусков и отклонений даются в виде заштрихованных прямоугольников, выполненных в значительно большем масштабе по сравнению с масштабами самого чертежа. Каждый такой прямоугольник имитирует собой поле допуска отверстия и поле допуска вала. Построение полей допусков. Указанное изображение строят следующим образом. Вначале проводят нулевую линию, которая соответствует номинальному размеру и служит началом отсчета отклонений размеров. При горизонтальном расположении нулевой линии положительные отклонения откладывают вверх от нее, а отрицательные — вниз. Далее отмечают величины верхнего и нижнего отклонений отверстия и вала и от них проводят горизонтальные линии произвольной длины, которые соединяют вертикальными прямыми. Полученное в виде прямоугольника поле допуска заштриховывают (поле допуска отверстия и поле допуска вала, как и смежные детали, заштриховываются в разные стороны). Подобная схема дает возможность непосредственно определить величину зазоров, предельных размеров, допусков, натягов. Наглядные изображения трех групп посадок и соответствующие им схематические изображения расположения полей допусков показаны на рис. 119.
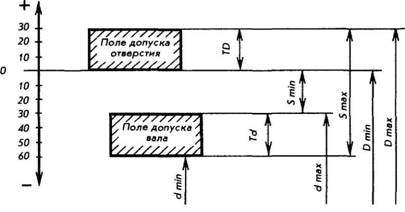
Рис. 119 Покажем на примере (рис. 120), как строятся графические изображения полей допусков. Проводим горизонтальную нулевую линию, перпендикулярную к ней — вертикальную, а на ней — шкалу. Выбираем масштаб: одно деление соответствует отклонению 10 мк. Строим поле допуска отверстия: например, проводим одну горизонтальную линию на уровне — 30 мкм (верхнее отклонение) от оси; нижнее отклонение равно нулю; следовательно, вторая горизонтальная линия совпадает с нулевой. Соединяем эти линии, получаем поле допуска. Наносим наибольший Dmax и наименьший Dmin предельные размеры и обозначаем допуск отверстия — ТD.
Рис. 120 Аналогично строим поле допуска вала, проводя горизонтальные линии на уровне 30 мкм (верхнее отклонение) и 60 мкм (нижнее отклонение). Отмечаем наибольший зазор Smax (он равен расстоянию от верхнего отклонения отверстия до нижнего отклонения вала), наименьший зазор Smin (расстояние от нижнего отклонения отверстия до верхнего отклонения вала) и обозначаем допуск вала — Тd. Из схемы видно, что Smax = 90 мкм, Smin = 30 мкм. Таким образом, допуск зазора Т = Smax— Smin = 90 — 60 мкм. |