

5.3.2 Вилка со шлицевой втулкой (рисунок 17, таблица 10):
а) вилку со шлицевой втулкой проверяют магнитным дефектоскопом; наличие трещин не допускается;
б) износ шлицев по диаметру D1 допускается не более 0,35 мм от чертежного размера;
в) при определении износа шлицев по толщине необходимо применять эталонный шлицевой вал; в качестве эталонного принимают новый шлицевой вал, размеры которого соответствуют чертежу;
- износ шлицев вилки со шлицевой втулкой по толщине характеризуется величиной бокового зазора в шлицевом соединении втулки и эталонного шлицевого вала, определяемой на специальном приспособлении по отклонениям стрелки индикатора;
- допустимый боковой зазор при проверке с эталонным шлицевым валом - не более 0,25 мм;
г) при предельном износе разрешается производить замену изношенной шлицевой части вилки приваркой шлицевой втулки в соответствии с технологическим процессом Рр 11768 ПКТБ по вагонам;
д) увеличение диаметра D2 посадочных мест в вилке под игольчатые подшипники допускается не более 0,013 мм от чертежного размера; овальность и конусность отверстий допускается не более 0,01 мм; разрешается восстанавливать размеры посадочных мест по диаметру D2 путем электролитического осталивания или вибродуговой наплавкой под слоем флюса АН-348-А легированной проволокой, однородного химсостава с ремонтируемой деталью, с последующей механической обработкой и нормализацией;
е) наружную поверхность хвостовика вилки по диаметру D3 при наличии рисок и задиров разрешается прошлифовать; при этом диаметр D3 должен быть не менее 48 мм.
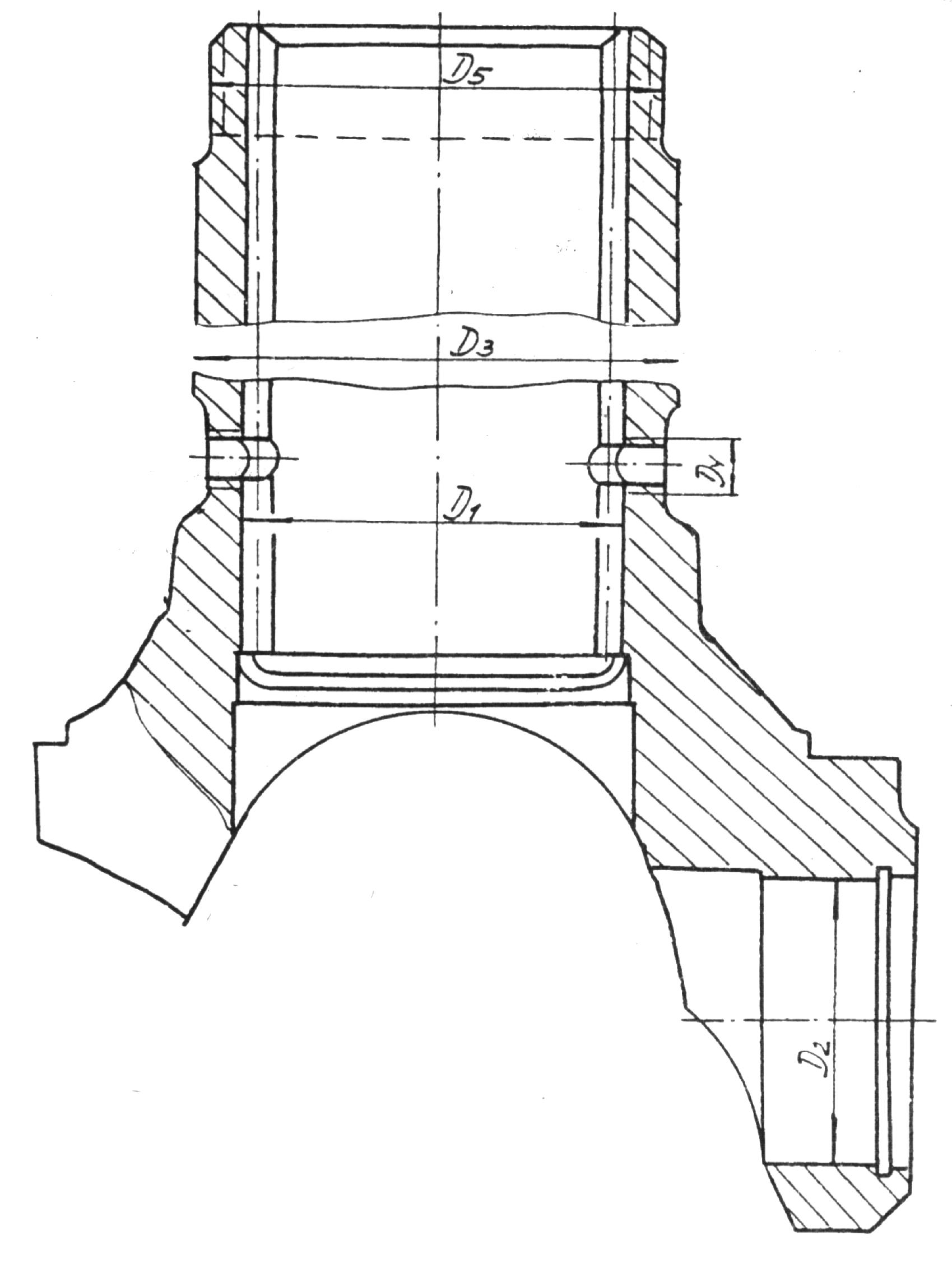
Рисунок 17 - Вилка со шлицевой втулкой
Таблица 10
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
D1 |
38+0,016 |
38+0,51 |
D2 |
35 |
35 |
D4 |
М6-7Н |
М6-7Н |
D5 |
М56×1,5 |
М56×1,5-7Н |
ж) резьба в отверстиях (D4) и на хвостовике (D5) вилки должна быть проверена и отремонтирована в соответствии с п. 5.1.6, настоящего Руководства.
5.3.3 Вилка со шлицевым валом (рисунок 18, таблица 11):
а) вилка со шлицевым валом должна быть подвергнута магнитной дефектоскопии;
- при наличии трещин в любых деталях негодные должны быть заменены новыми;
- при повреждении сварных швов последние должны быть удалены путём вырубки и вновь приварены электродами Э42 или Э42А (ГОСТ 9467-75);
- проверка биения вала должна производиться в трех сечениях по краям трубы и в середине; при этом биение не допускается более 0,4 мм - по краям трубы и 0,8 мм - по середине трубы;
- разрешается править вилку со шлицевым валом без повреждения сварных швов с последующей магнитной дефектоскопией;
б) износ шлицев по диаметру D1 допускается не более 0,3 мм;
- при определении износа шлицев по толщине необходимо применять эталонную втулку (новую), размеры которой соответствуют чертежным;
- износ шлицевого вала по толщине характеризуется величиной бокового зазора в шлицевом соединении шлицевого вала с эталонной втулкой, определяемой на специальном приспособлении по отклонениям стрелки индикатора;
- боковой зазор при проверке с эталонной втулкой допускается не более 0,25 мм;
в) при предельном износе разрешается производить восстановление шлицевой части вала электронаплавкой с последующей механической обработкой до чертежных размеров в соответствии с технологическим процессом Рр 11768 ПКТБ по вагонам;
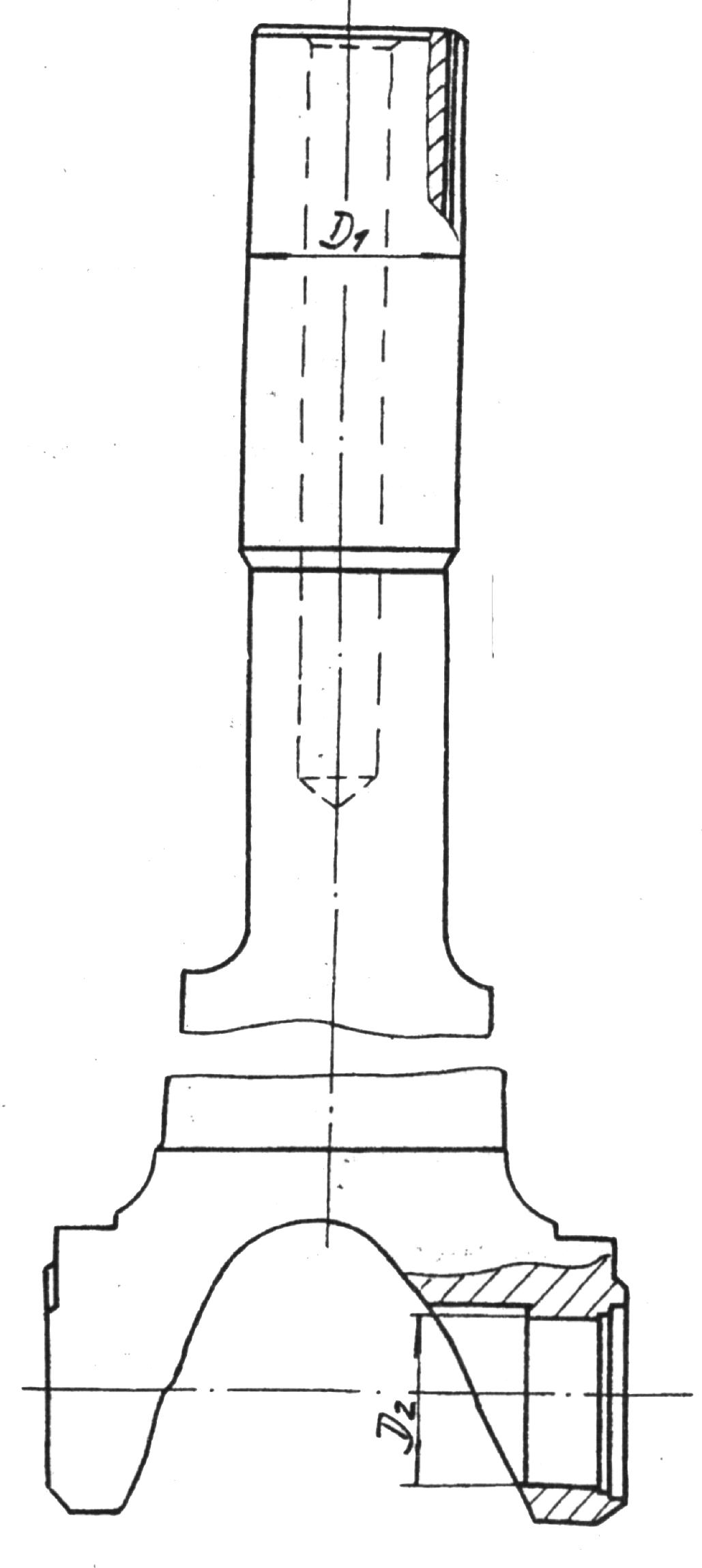
Рисунок 18 - Вилка со шлицевым валом
Таблица 11
Обозначение |
Чертежные размеры |
Допускаемые размеры при выпуске из ремонта |
D1 |
38+0,21 |
38+0,1 |
D2 |
35 |
35 |
г) увеличение диаметра D2 посадочных мест в вилке шлицевого вала допускается не более 0,013 мм;
- овальность и конусность отверстий под игольчатые подшипники допускается не более 0,01 мм;
- разрешается восстанавливать размеры посадочных мест по D2 электролитическим осталиванием или вибродуговой наплавкой (п. 5.3.2 д)).