5.2.2 Шестерня-вал (рисунок 8, таблица 4):
а) шестерня-вал должен быть подвергнут обмывке и магнитной дефектоскопии (приложение Б);
- при обнаружении трещин на валу, излома зубьев, трещин на зубьях, вмятин, отколов, значительного выкрашивания зубьев (более 20% рабочей поверхности) и износе резьбы хвостовика более допустимого шестерню-вал заменяют новым;
- незначительные вмятины и неглубокие выкрашивания места могут быть удалены перешлифовкой в пределах допуска на толщину зуба;
б) уменьшение толщины зуба (Sxn), измеренное по постоянной хорде на расстоянии 2,24 мм от окружности головок зубьев допускается не более 0,5 мм;
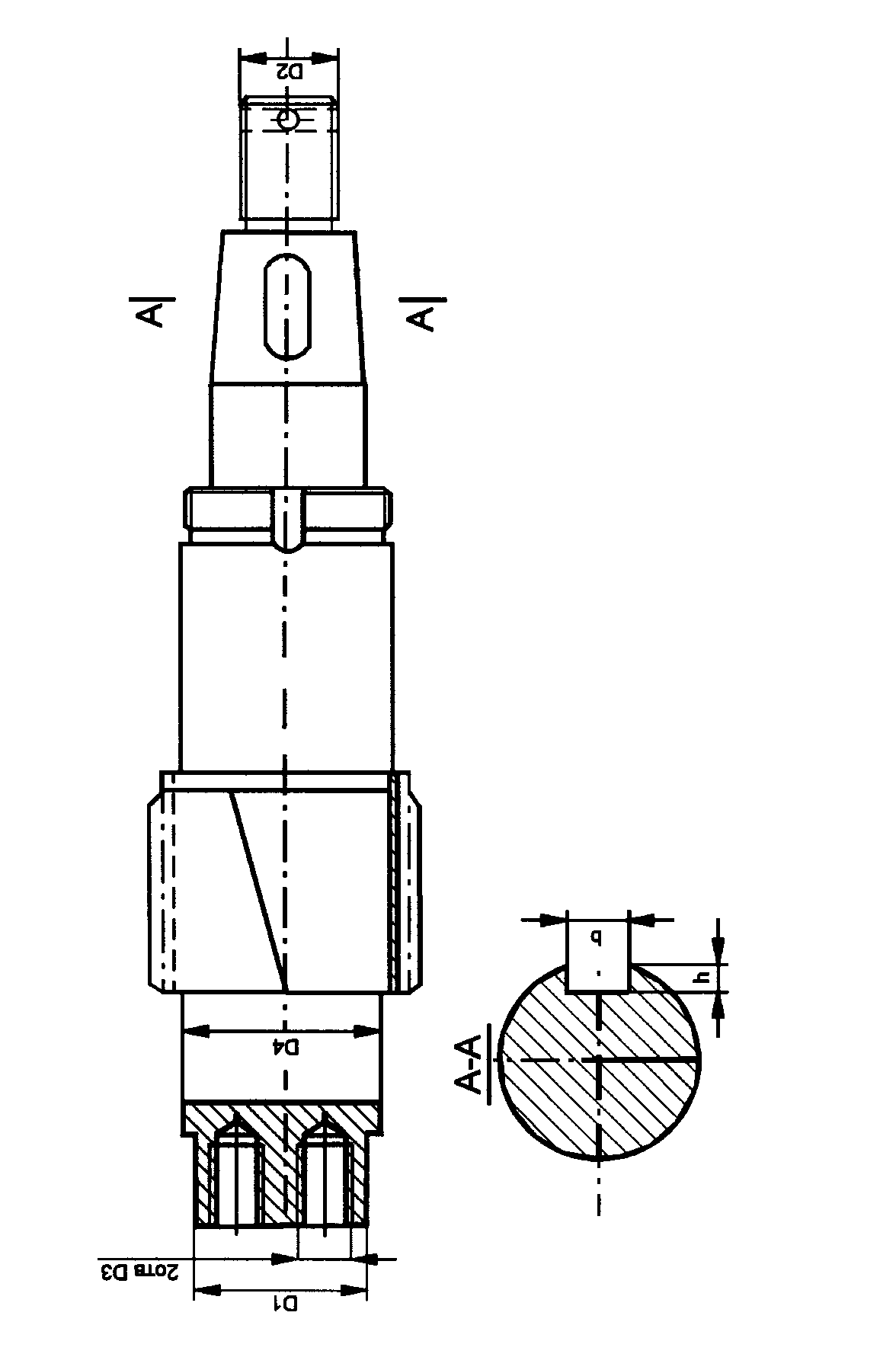
Таблица 4
-
Обозначение
Чертежные
размеры
Допускаемые размеры
при выпуске из ремонта
D1
45
45+0,003
D2
М24-7Н
М24-7Н
D3
М8-7Н
М10-7Н
D5
55
55
b
12
14
h
14-0,12
15-0,12
Sxn
4,16
3,66-0,2
в) диаметр D1 (рисунок 9) должен быть согласован с диаметром внутреннего кольца шарикоподшипника №309 для обеспечения натяга от 0,003 до 0,032 мм;
Примечание - Разрешается восстанавливать посадочные места вала под шарикоподшипники электролитическим осталиванием или нанесением эластомера ГЭН-150(В) по технологии, рекомендуемой "Руководством по применению эластомера ГЭН-150(В) при ремонте локомотивов"; 312-ЦТ-ТЕП
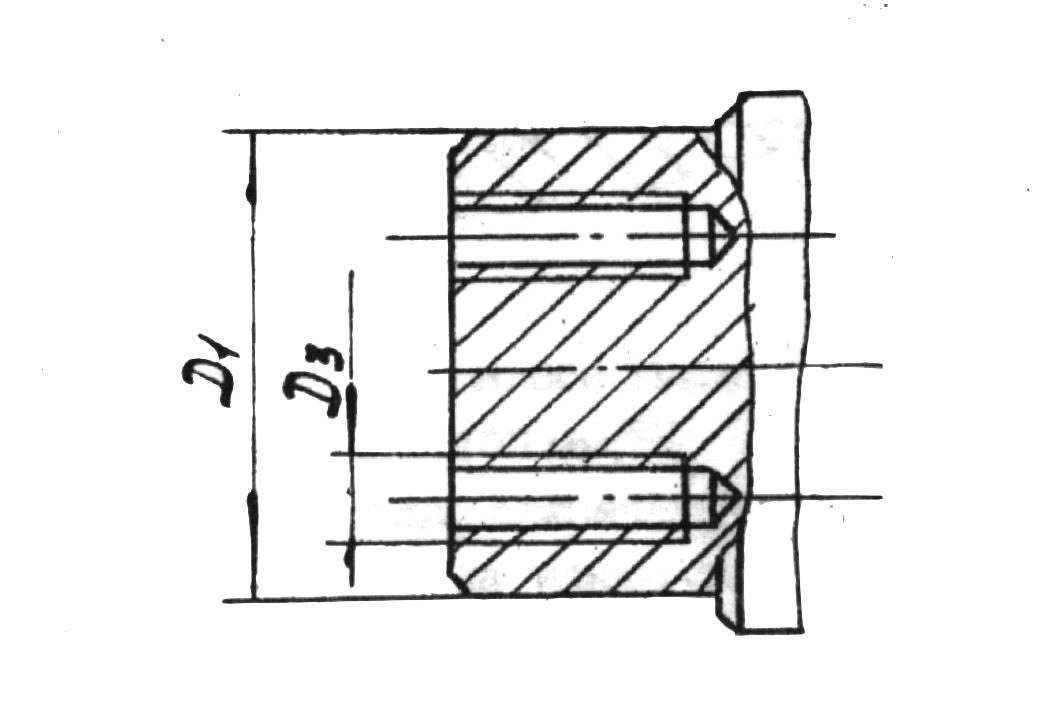
Рисунок 9
г) резьба D2 (рисунок 10) на хвостовике вала и D3 отверстий под болты (рисунок 9) должна быть проверена и отремонтирована в соответствии с п. 5.1.6 настоящего Руководства;
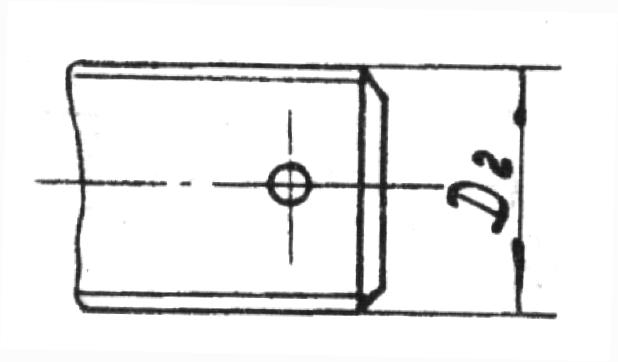
Рисунок 10
д) увеличение размеров шпоночного паза (рисунок 11) компенсируют увеличением размеров шпонки; разрешается перерезать паз на следующий размер по ГОСТ 23360-78 (таблица 4);
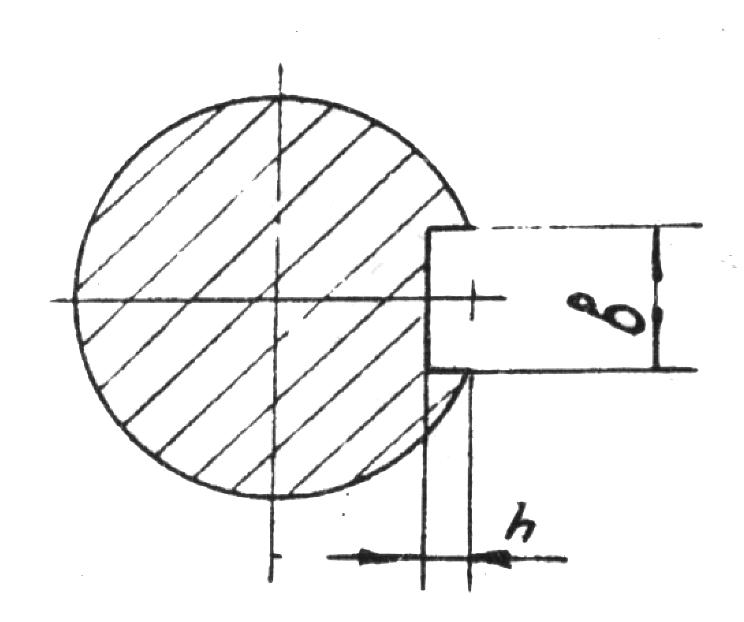
Рисунок 11
е) радиальное биение зубьев (Fr) допускается не более 50 мкм;
ж) разрешается производить перешлифовку зубьев, после чего уменьшение их толщины (п. 5.2.2 б)) допускается не более 0,5 мм от номинального размера:
- точность перешлифованных колес должна быть не менее 8-В класса по ГОСТ 1643-81;
- при этом накопленная погрешность окружного шага (Fr) должна быть не более 56 мкм, допуск на разность окружных шагов (Fpk) - не более 16 мкм, отклонение основного шага (Fрв) - не более ±16 мкм: пятно контакта, измеренное на контрольной плите в паре с эталонном шестерней, по высоте зуба - не менее 40% и по длине зуба - не менее 50%.
5.2.3 Колесо зубчатое (рисунок 12, таблица 5):
а) колесо зубчатое проверяют магнитным дефектоскопом;
- при обнаружении трещин на ступице и венце, излома зубьев, трещин на зубьях, надрывов, вмятин, отколов и значительного выкрашивания зубьев (более 20% рабочей поверхности) колесо зубчатое должно быть заменено новым;
- незначительные вмятины и неглубокие выкрошившиеся места могут быть удалены перешлифовкой в пределах допуска на толщину зуба;
- уменьшение толщины зуба (Sxn), измеренное по постоянной хорде на расстоянии 2,24 мм от окружности головок зубьев, допускается не более 0,5 мм; толщину зуба замеряют штангензубомером ШЗ-18 или ШЗ-36 по ТУ2-034-773-79;
- точность перешлифованных колес должна быть 8-В класса по ГОСТ 1643- 81;
- при этом накопленная погрешность окружного шага (Fр) должна быть не более 80 мкм, допуск на разность окружных шагов (Fрк) - не более ±24 мкм, отклонение основного шага (Fрв) - не более ± 24 мкм; пятно контакта, измеренное на контрольной плите в паре с эталонной шестерней, по высоте зуба - не менее 40% и по длине зуба - не менее 50%;
б) радиальное биение зубчатого венца допускается не более 0,063 мм;
в) износ шпоночного паза компенсируют увеличением размеров шпонки. Разрешается перерезать паз на следующий размер по ГОСТ 23360-78.
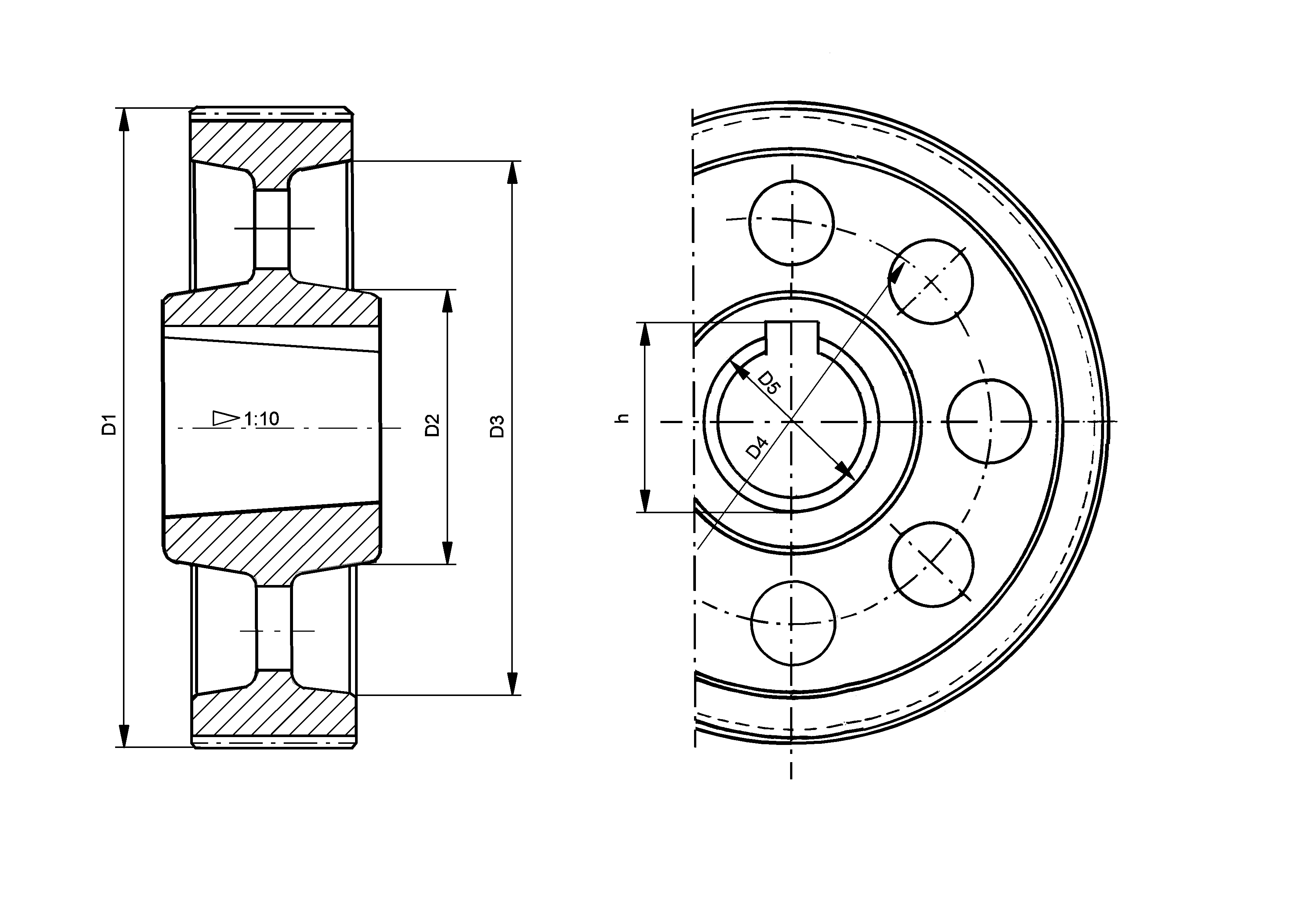
Рисунок 12 - Колесо зубчатое
Таблица 5
-
Обозначение
Чертежные размеры
Допускаемые размеры при выпуске из ремонта
b
16
18
h
57,6
58,1
Sxn
4,16
3,66