

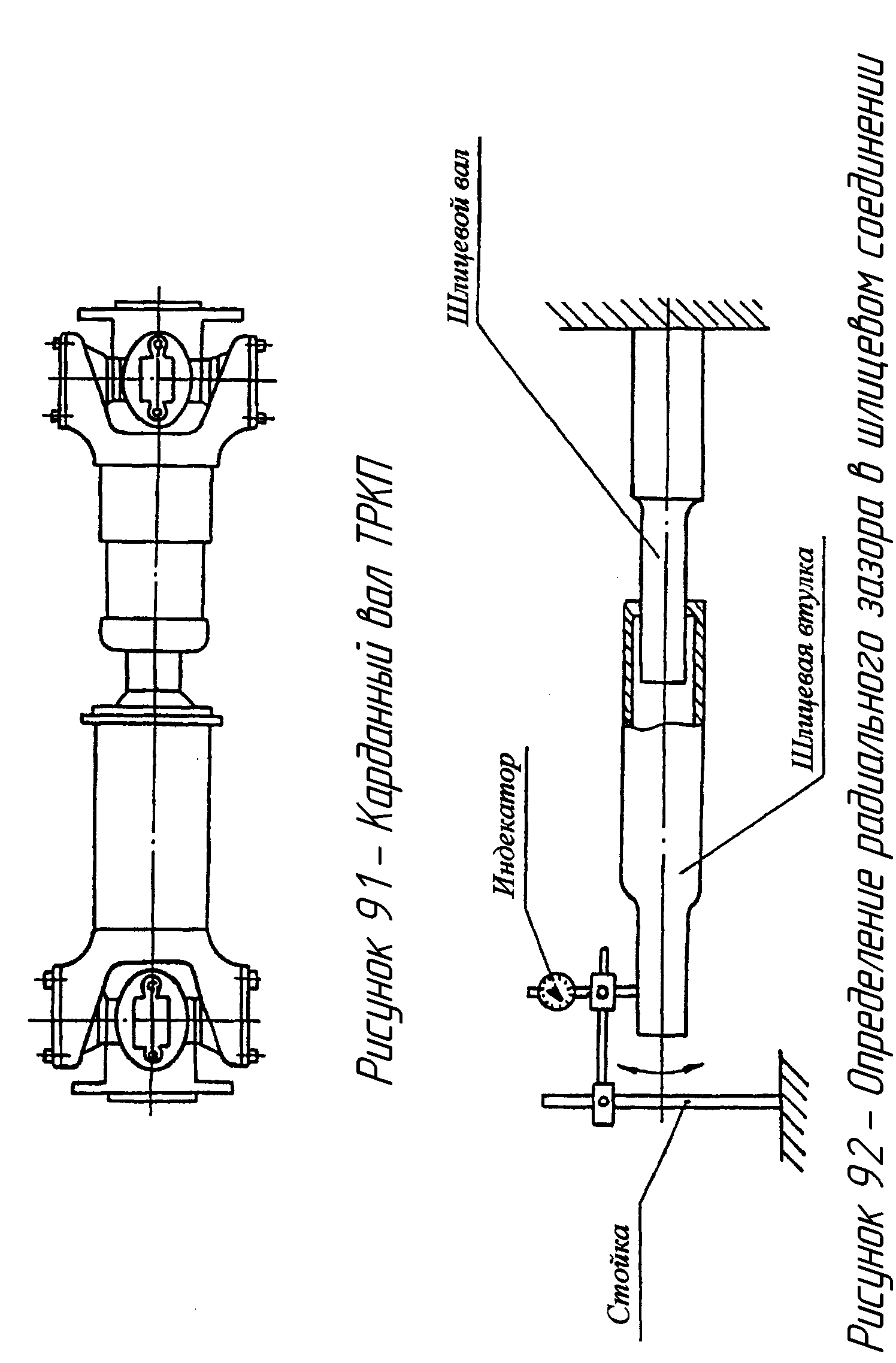
6.2.2 Сборку карданного вала тркп (рисунок 91) производят в следующем порядке:
а) на специальном приспособлении подбирают по радиальному зазору шлицевое соединение вала (рисунок 92)
- при этом допускаемый радиальный зазор должен быть не более 0,5 мм;
- при радиальном зазоре более допускаемого производят повторный подбор деталей шлицевого соединения карданного вала;
б) посадочные места под вкладыши игольчатых подшипников и стопорные кольца в вилке, места под уплотнение и внутреннее отверстие вилки протирают;
в) на шлицевой вал надевают кольцо войлочное, колпак уплотнительный, уплотнительные кольца и промежуточные шайбы.
Примечание - Уплотнительные войлочные кольца должны заменяться новыми; войлочные кольца должны выступать по диаметрам впадин не менее чем на 0,7 мм и по диаметрам выступов не менее чем на 0,5 мм;
г) посадочные места под вкладыши игольчатых подшипников и стопорных колец в вилке со шлицевой втулкой и наружную поверхность шлицевой втулки протирают.
Примечание - Вилку со шлицевой втулкой подбирают по радиальному зазору со шлицевым валом, как указано в п. 5.3.2;
д) на шлицевую втулку надевают шлицевой вал, уплотнительное войлочное кольцо, кольцо резиновое и сдвигают весь комплект деталей вместе; войлочные и резиновые уплотнения заменяют новыми;
е) в вал ввёртывают пресс-маслёнку и на хвостовик надевают уплотнительный колпак вместе с уплотнительными кольцами;
ж) шлицевой хвостовик вала смазывают; совместив шлицы шлицевого вала и шлицевой втулки, вал вводят в полость шлицевой втулки;
- в качестве смазки рекомендуется применять смазку в соответствии с приложением К;
- шлицевой вал должен плавно, без заеданий входить в полость шлицевой втулки с радиальным зазором не более 0,5 мм (6.2.2.а));
з) колпак уплотнения навёртывают на резьбовой конец шлицевой втулки; при креплении уплотнения необходимо следить за тем, чтобы не было заклинивания шлицевого вала на втулке;
и) защитный кожух и обечайку приваривают к шлицевому валу;
к) проверяют плавность хода вала в шлицах и уплотнениях и протирают посадочные места шарнирных вилок под игольчатые подшипники;
л) крестовины карданного вала обтирают техническими салфетками, на цапфы крестовин насаживают уплотнения, предохранительные кольца, игольчатые подшипники с вкладышами;
- в случае пригодности к дальнейшей эксплуатации крестовины и игольчатые подшипники должны быть установлены на места прежней установки (в соответствии с разметкой при разборке вагона);
- вкладыши подшипников должны входить в отверстия вилок с посадкой от зазора 0,007 мм до натяга 0,02 мм;
Примечание - При непригодности крестовин к дальнейшей эксплуатации с пресс-маслёнками разрешена постановка их без пресс-маслёнок; для смазки цапф и игольчатых подшипников применяют смазку №158 (ТУ38.101.320-72);
м) одну из шарнирных вилок устанавливают под пресс, соответствующую крестовину заводят цапфами в отверстие вилки;
- в верхнее отверстие вилки вставляют ранее подобранные по цапфе крестовины и вилке игольчатый подшипник в сборе с уплотнением и запрессовывают в вилку;
- при запрессовке необходимо обратить внимание на то, чтобы не было перекосов втулки подшипника в вилке и на цапфе крестовины;
н) в паз вилки вставляют стопорное кольцо, шарнирную вилку поворачивают на 180 градусов для постановки и запрессовки второго подшипника;
о) вторую шарнирную вилку собирают с крестовиной и игольчатыми подшипниками, как указано выше в п. 6.2.2. м) и п. 6.2.2 н) ;
п) свободные цапфы одной из крестовин, собранной с шарнирной вилкой, вставляют в отверстия для игольчатых подшипников шлицевой втулки п. 6.2.2 м) и п. 6.2.2 н);
р) шарнирную вилку с крестовиной и игольчатыми подшипниками собирают со шлицевым валом и регулируют зазоры между торцами цапф крестовин и упорными поверхностями вкладышей подшипников путём подбора установочных прокладок; зазор между торцом цапфы крестовины и упорной поверхностью вкладыша подшипника должен быть в пределах от 0,025 до 0,050 мм;
с) полости цапф заполняют смазкой, устанавливают пресс-маслёнки на уплотнительных кольцах; в качестве смазки разрешено применять смазку в соответствии с приложением К;
т) проверяют радиальные и осевые зазоры в шарнирах карданного вала, проверяют его биение, производят динамическую балансировку и испытание карданного вала на прочность вращением; при проверке карданного вала не допускаются:
- радиальный и осевой зазор в шарнирах более 0,05 мм;
- биение более 1,5 мм;
- дисбаланс более 50 гсм; балансировка производится на балансировочных станках по инструкции завода-изготовителя;
у) испытание карданного вала на прочность вращением производят на специальном стенде, при этом скорость вращения равна 4000 об/мин; время испытания – 15 мин.;
ф) производят окраску карданного вала в случаях ремонта карданного вала сваркой.
6.2.3 Установку ведущего шкива ТРКП с зубчатой фиксацией осевой гайки на ось колёсной пары производят в соответствии с приложением Р.
6.3 Сборка привода ТК-2
6.3.1 Сборку ведомого вала производят в следующем порядке (рисунки 93, 94, 95):
а) нагретое кольцо роликоподшипника №70-32311 насаживают на ведомый вал до упора в бурт с натягом в пределах от 0,020 до 0,038 мм;
- осевой зазор в роликоподшипнике ведомого вала в свободном состоянии должен быть от 0,03 до 0,06 мм, а радиальный зазор – от 0,055 до 0,075 мм;
- зазор между торцом внутреннего кольца роликоподшипника и буртом вала, поверяемый щупом, допускается не более 0,05 мм на длине не более 1/3 окружности;
б) в корпус узла ведомого вала устанавливают блок роликоподшипника №70-32311 до упора в бурт стакана корпуса; наружное кольцо блока роликоподшипника должно входить в корпус с зазором от 0 до 0,005мм;
в) через отверстие со стороны роликового подшипника в корпус вводят вал с насаженным на него внутренним кольцом роликоподшипника; легкими ударами в торец вала продвигают последний до полного захода внутреннего кольца в блок подшипника, ранее установленного в корпус;
г) роликоподшипник №32311 закрепляют в корпусе при помощи стопорного кольца, крышки и болтов; в крышку вставляют войлочные кольца и на нее надевают резиновое уплотнительное кольцо; войлочные кольца пропитывают смесью смазки солидола Ж и чешуйчатого графита (соответственно 85% и 15%) при температуре 80 0С в течение 20 минут;
д) предварительно нагретый в электрошкафу шарикоподшипник №409 легкими ударами оправки насаживают на свободный конец ведомого вала с натягом от 0,003 до 0,032 мм и устанавливают в корпус с зазором от 0 до 0,02 мм;
е) шарикоподшипник закрепляют в корпусе при помощи стопорного кольца, крышки и болтов; в крышку вставляют войлочные кольца и на нее надевают резиновое уплотнительное кольцо;
ж) на конусную часть ведомого вала со стороны шарикоподшипника легкими ударами оправки насаживают фланец до полного соприкосновения конусных поверхностей; зазор "к" должен быть не менее 1,905 мм; фланец на валу закрепляют при помощи шайбы и корончатой гайки с последующим шплинтованием; перед посадкой фланца на вал вставляют шпонку:
з) на конусную часть ведомого вала со стороны роликоподшипника напрессовывают ведомый шкив до полного соприкосновения конусных поверхностей; зазор "к" должен быть не менее 2 мм; шкив на валу закрепляют при помощи шайбы и корончатой гайки с последующим шплинтованием;
и) после сборки узла ведомого вала вал проверяют на легкость вращения, которое должно быть свободным, без заеданий;
-
зазор между торцами стаканов корпуса
и торцами крышек должен быть равен 1![]() ;
;
- осевое перемещение вала в подшипниках должно быть в пределах от 0,02 до 0,06 мм.