

Зачистка
Зачистка и калибровка применяются для тех же целей, что и чистовая вырубка и пробивка, т.е. достижения перпендикулярности поверхности среза плоскости листа, шероховатости Rа = 2,5-0,32 мкм, точности 8-9 квалитета. Зачистка (калибровка)производится на ранее полученных вырубкой (пробивкой) заготовках. В этом случае после правки с обрабатываемой поверхности снимают небольшой слой материала - припуск.
Зачистка выполняется по наружному или внутреннему контуру заготовки. Минимальная величина припуска на зачистку равна зазору между пуансоном и матрицей при вырубке или пробивке (рис.15). Зачистку применяют для деталей с периметром до 300 мм и толщиной до 10 мм. Зачистка выполняется за один проход для деталей толщиной менее 5 мм с плавным очертанием наружного контура. Многократную зачистку применяют для деталей толщиной более 5 мм и для деталей со сложной конфигурацией наружного контура независимо от толщины. Качество зачистки зависит от величины припуска и распределения его по периметру, а при многократной зачистке от распределения по переходам.
Применяют также зачистку обжатием в матрице с заваленными кромками, припуск в этом случае составляет 0,04-0,06 мм.
Формообразующие операции
Гибка. Гибка - это формообразующая операция, при которой изменяется кривизна в одном или нескольких участках заготовки.
Изменение кривизны может происходить только при переменных деформациях по толщине; эти переменные деформации вызваны переменными напряжениями по толщине. Гибка производится под действием силы, момента или одновременно силой и моментом. Наиболее часто используется гибка силой (рис.16а).
Исследование процесса гибки показывает, что по толщине напряжения и деформации не только постепенно изменяются, но и различны
по знаку: в участках, прилегающих к матрице, возникают растягивающие напряжения и деформации растяжения, а участках, прилегающих к пуансону, напряжения и деформации сжатия, что приводит к изменению поперечного сечения (рис.16б). Между этими участками находятся слои с напряжениями и деформациями равными нулю. В общем случае, слои нулевых напряжений и деформаций (нейтральные слои) не совпадают. Практическое значение имеет положение нейтрального радиуса деформаций, определяемого по формуле
r1=r+x*s (6)
где r - радиус пуансона, S - толщина металла, x - коэффциент смещения нейтрального от серединного слоя, определяемой в зависимости от отношения r/s , при r/s = 0,5 x=0,3 при r/s = 10, x=0,5. В дальнейшем r1 используется для определения размеров заготовки.
В процессах гибки большое значение имеет радиус гибки. Величина его ограничивается минимальным радиусом. Минимальный радиус гибки определяется из условия отсутствия разрушения металла в зоне растяжения. Минимальная величина этого радиуса зависит от пластических свойств материала и толщин заготовки. Для материалов средней пластичности ( δ = 15-20%) минимальный радиус гибки (пуансона) ориентировочно равен 0,5 * Для конкретных материалов (условий*) уточняется по таблицам. Чем более пластичный металл, тем меньше минимальный радиус гибки и наоборот. Минимальный радиус гибки зависит и от расположения линии гибки относительно направления проката (расположения волокон макроструктуры); при параллельных линию гибки и направлении проката - минимально допустимый радиус больше, чем при взаимноперпендикулярном расположении направления проката и линии гибки, когда получают наименьшую величину минимально допустимого радиуса гибки. При промежуточной величине угла наклона линии гибки к направлению проката надо брать промежуточные значения радиуса гибки, пропорциональные величине угла. Для предупреждения образования отпечатков на полочках детали необходимо назначать на кромках матрицы, по которым втягивается материал, радиус не менее трех толщин.
Так как напряжения и деформации по толщине неодинаковы по величине и знаку, то на основе закона о разгрузке, происходит уменьшение растянутой части, и увеличение размера сжатой части заготовки. Это приводит к упругому изменению угла гибки - пружинению, приводящему к уменьшению угла гибки (рис.17). Одновременно происходит и увеличение радиуса гибки.
Пружинение зависит от относительной величины радиуса пуансона r/s , материала детали, угла гибки и других факторов. Величина пружинения для данных условие гибки постоянна. Величина пружинения может быть уменьшена путем сжатия (правки) детали в штампе. При радиусах гибки менее r/s<2 изменение радиуса по величине незначительно и поэтому его не учитывают.
Растягивающие и сжимающие напряжения и деформации гибки вследствие закона о дополнительных напряжениях, возникают и в прямолинейных участках, прилегающих к криволинейным, распространяются на расстояние до двух толщин материала от линии сопряжения криволинейного участка с прямолинейным. Усилие гибки V образной детали определяют по формуле:
P= бв*(B*s2)/(r+s) (7)
где B - ширина летали.
Для других форм детали определяют усилие по соответствующим формула в справочниках.
Размеры заготовки рассчитывают исходя из развертки детали на плоскость. Как известно при гибке изменяется длина волокон в криволинейных участках, а прямолинейные остаются по длине до и после гибки неизменной длины. Поэтому деталь разделяют на прямолинейные и криволинейные участки (рис.18),
определяют их длины и суммируют для получения общей длины развертки. Длины прямолинейных участков определяют по данным чертежа, длины криволинейных участков по длине нейтрального волокна деформации:
lkpi=(п*r1*a)/180
длина развертки равна
где - сумма длин прямолинейных участков, - сумма длин криволинейных участков,
r1 - радиус нейтрального волокна деформации формула (6) n,k - число прямолинейных и криволинейных участков.
Оборудование Для выполнения операции гибки используют кривошипные прессы. В условиях массового производства используют специализированные прессы, а также специальные гибочные прессы - универсально-гибочные автоматы. Эти автоматы увеличивают производительность в десятки раз.
Оснасткой для гибки является штамп. Конструкция штампа для гибки содержит элементы, известные по конструкции штампа для вырубки-пробивки.
Технологичность деталей получаемых гибкой
1. Радиус гибки пуансона не должен быть менее допустимого минимального для данного материала.
2. Радиус матрицы не менее трех толщин.
3. Длина отгибаемой части полочки должна быть не менее двух толщин (рис.19а), если отгибаемая часть короче рекомендуемой величины, то ее изготовляют более длинной, а затем обрезают по высоте.
4. Расстояние от края отверстия до линии сопряжения полочки с радаусом должано быть не менее двух толщин (рис.19а). При меньшем расстоянии пробивку отверстия делают после гибки или предусматривают на перегибе отверстие (рис.19а) для предупреждения
искажения ранее полученного отверстия.
5. При одновременной двуугловой (четырехугловой) гибке длина линии гибки противоположных полочек не должна резко отличаться, так как под действием сил трения может изменяться высота полочки.
6. Угол между линиями гибки и контура домен быть равен 90˚ для предупреждения деформации полочек под действием сил трения (рис.19в).
7. Простановка размеров и допусков на чертеже детали: наиболее технологичны детали у которых координаты центров отверстий заданы от края полочки (рис. ), в этом случае пробивку отверстий совмещают с вырубкой заготовки, при другой схеме простановки размеров отверстия пробивают в отдельном штампе после гибки для обеспечения заданной точности; допуски на линейные размеры задают симметричные.
Вытяжка. Вытяжкой называют процесс превращения плоского заготовки в полое изделие, или - процесс превращения полой заготовки в полое изделие меньшего диаметра и большей высоты. Различают вытяжку с утонением стенок и без утонения стенок, а также комбинированную вытяжку.
При обычной вытяжке толщина стенок детали гложет быть больше исходного толщины заготовки. При вытяжке с утонением толщина стенок получаемой детали меньше толщины стенок заготовки. При обычной вытяжке основная деформация происходит за счет значительного изменения диаметра заготовки, при вытяжке с утонением - за счет
изменения толщины заготовки. При комбинированной вытяжке происходит деформирование заготовки и за счет изменения диаметра и за счет уменьшения толщины заготовки одновременно.
В зависимости от температуры штампуемого металла различают холодную вытяжку и вытяжку с подогревом. Под термином "вытяжка" подразумевают холодную вытяжку без утонения. В процессе вытяжки получают детали круглого и других (произвольных) поперечных сечений: квадрат, прямоугольник, овал и др.
Рассмотрим процесс вытяжки на примере изготовления круглой детали (рис.20). В этом случае круглая заготовка втягивается в зазор Z между матрицей и пуансоном под действием силы Р; при этом диаметр заготовки уменьшается и высота изделия увеличивается за счет сжатия заготовки в окружном направлении и растяжения в радиальном направлении; дно растягивается в окружной и радиальном направлениях. При некоторых условиях под действием сжимающих напряжений теряется устойчивость фланца-кольцевой части заготовки. Это приводит к образованию гофров, препятствующих втягиванию заготовки в зазор и приводящих к разрыву заготовки - браку. Для предупреждения образования гофров вводят прижим (рис. 20а), прижим осуществляют с давлением q = (0,1-0,3 кгс/мм2) 0,01-0,03 Мн/м2.
Процесс деформирования при вытяжке характеризует отношение среднего радиуса деуали к радиусу заготовки - коэффициент вытяжки; предельная величина коэффициента вытяжки
m=r/R3=0,5-0,7 (10)
при этом отношение высоты полученной детали к диаметру H/d<0,7-0,6.
Если необходима большая высота детали полученное полое изделие подвергают последующей вытяжке: второй, третьей и т.д. При этом предельная суммарная величина коэффициента вытяжки может достигать m = 0,25, а отношение высоты детали к диаметру до
8-10. Необходимость прижима. Прижим на первой операции нужен, если
(S/D3)*100<2 (11)
прижим на последующих операциях нужен, если
(S/dn-1)*100<1,5 , а mn<0,78 (12)
Усилие прижима определяют по формуле
Pnp=q*Fnp (13)
где q - давление прижима , Fnp - площадь прижима .
Втягивание материала в матрицу возможно лишь наличии определенных радиусов на пуансоне или матрице, так как при радиусах равных нулю процесс вытяжки переходит в процесс вырубки. При вытяжке рекомендуют назначать:
радиус матрицы : rm=(4-8)S (14)
радиус пуансона: rn=(0,7-0,8)rm
Для уменьшения сил трения при вытяжке заготовки смазывают смазками, назначаемыми в зависимости от марки металла заготовки.
Усилие вытяжки определяют по формуле (наибольшее)
Pв=бв*п*d (15)
Общее усилие определяют с учетом прижима
P=pв+pnp (16)
При вытяжке одновременно можно формовать на дне небольшие рельефные впадины и выступы, деталь может быть без фланца и с фланцем.
Особенности формы
При вытяжке вследствие анизотропии материала открытый торец детали получается по высоте не одинаковым , а наружный диаметр фланца не круглым . Поэтому необходим припуск для обрезки. Толщина детали по высоте также не одинакова у верхнего торца от 1 до 1,3 толщины у дна - 0,85So , толщина дна уменьшается до 0,95So (рис.21)
Размеры заготовки определяют из условия равенства поверхности заготовки поверхности детали с учетом припуска на обрезку; для круглой детали:
Fзаг=FДЕТ+F; D3=1,13(Fзаг)1/2 (17)
Зазор между матрицей и пуансоном принимается равным (1-1,3)So в зависимости от коэффициента вытяжки.
Штампы для вытяжки имеют те же, что и при вырубке - пробивки, основные элементы.
Вытяжка с подогревом. При обычной вытяжке за один переход получают высоту (0,6-0,7)d. При вытяжке с подогревом можно за один переход получить высоту, равную (1,3-2,3)d. Способ используется для вытяжки заготовок главным образом из цветных сплавов (алюминиевых, магниевых, титановых). Сущность процесса заключается в том, что материал в очаге деформации нагревается (рис.22) и тем самым уменьшается его предел текучести а в зоне сформировавшейся части детали металл охлаждается для увеличения механических характеристик.
Температура нагрева в очаге деформации должна быть выше температуры рекристаллизации с тем, чтобы материал не получал упрочнения. Вытяжка делается на
гидропрессах или на тихоходных (12-20ход/мин) механических прессах.
Вытяжка с утонением. Вытяжка с уточнение отличается от рассмотренной выше вытяжки тем, что при этом процессе уменьшается толщина стенки полого изделия, а диаметр остается почти неизменным, высота детали значительно увеличивается. Зазор между матрицей и пуансоном в этом случае меньше толщины заготовки (рис.23).
Сущность процесса. Усилие от пуансона передается донышку, при этом начинает уменьшаться толщина стенки за счет нормальных сил возникающих со стороны конической части матрицы и пуансона, тангенциальных сжимающих сил и еще сил трения на матрице и пуансоне.
Важно отметить, что сила трения на пуансоне направлена вниз и способствует разгрузке опасного сечения, так как материал в очаге деформации под действием сдвигающих напряжений частично при движении пуансона вытесняется вверх относительно движения пуансона (двигающегося вниз).
Для получения большей степени деформации (U=(Fo-F)/Fo) вытяжку ведут через две или три матрицы. Для вытяжки с утонением применяют все деформируемые материалы.
Вытяжка с утонение нашла широкое применение в промышленности, особенно в приборостроении для изготовления заготовок сильфонов - упругих чувствительных элементов системы автоматики.
Вытяжка с утонением по сравнением с обычной вытяжкой имеет следующие преимущества:
1.Не требует применения сложных штампов и прессов.
2.Число вытяжных операций может быть меньше для получения заданной высоты по сравнением с обычной вытяжкой.
3.Качество металла в вытянутой стенке лучше.
Особенность деталей заключается в том, что толщина донца в (5-10) раз толщины стенок.
Точность при вытяжке нужно рассматривать для каждого параметра отдельно:
а) Точность по диаметру,
б) Точность по толщине стенок,
в) Точность по высоте.
Эти параметры в значительной степени определяются степенью точности инструмента. С учетом всех факторов достигаемая при вытяжке точность по диаметру может соответствовать 6-9 квалитету; по толщине - 6-11 квалитету; по высоте - ниже 16 квалитета.
Качество наружной поверхности зависит от качества поверхности матрицы: внутренней - определяется частотой поверхности исходного материала и пуансона; шероховатостью по наружной поверхности - Ra=0,63-0,16 мкм.
Комбинированная вытяжка. При комбинированной вытяжке за один переход существенно уменьшается диаметр заготовки и толщина (рис.24). Так как при обычной вытяжке значительная разнотолщинность стенки по высоте (до 0,85S у дна и до 1,3S у верхнего торца), то в начальный момент происходит только обычная вытяжка и вытяжка с уточнением. При комбинированной вытяжке создается благоприятная схема напряженного состояния, при которой обычная вытяжка разгружает наиболее нагруженное сечение вытяжки с уточнением. Это позволяет с получением высоких качественных показателей увеличить производительность в 2-3 раза.
При комбинированной вытяжке получают заготовки 6-9 квалитета, точности по диаметру , 6-11 квалитета точности по толщине стенки, шероховатость - Ra=0,63-0,16 мкм.
Технологичность деталей полученных вытяжкой.
1.Радиус рабочей кромки матрицы rm=(4-8)S, пуансона
rn=0,7rm. Сопряжение дна со стенкой без радиуса можно получить путем калибровки или при штамповке весьма толстых заготовок с D3/S>20 , m>0,7.
2.В первую очередь операцию вытяжки можно получить отношение высоты детали (H) к диаметру (d) не более H/d<0,6 (m=0,5); для получения большей высоты необходимы последующие переходы.
Наиболее экономично изготовлять более высокие детали с большей точностью и лучшим качеством поверхности комбинированной вытяжкой, при которой за одну операцию можно получить в зависимости от принятых степеней деформации относительную высоту детали до 1,5-2,5.
3. Избегать глубоких вытяжек с широким фланцем (Dф>3d при h>2d) , требующих большого количества операций.
4.Конфигурация деталей должна быть простой: дно - плоское или слегка выпуклое в наружную сторону, фланец - плоский, боковые поверхности цилиндрические, конические; Вместо конических с малым углом конусности предпочтительнее цилиндрические поверхности.
5.Размеры деталей следует проставлять так : высоту-от дна детали, радиусы закруглений между дном и стенкой - по внутренней поверхности, радиус закругления между фланцем и стенкой - по наружной поверхности, размеры выступов по высоте лучше проставлять между дном и ступенью снаружи.
6.Допуски на диаметры выпуклых деталей следует устанавливать не выше 12-13 квалитета точности.
7.Точность поперечного сечения деталей при комбинированной вытяжке соответствует 6-9 квалитету точности, большая точность относится к деталям, полученным с большой степенью деформации по диаметру.
8.Шероховатость поверхности деталей полученных комбинированной вытяжкой и вытяжкой с утонением соответствует Ra=1,25-0,16 мкм; при обычной вытяжке шероховатость на 1-2 интервала параметра шероховатости ниже исходной.
Формовка.
Формовка - процесс изменения формы заготовки за счет местных деформаций. К формрвке относятся операции:
1.рельефная формовка,
2.отбортовка отверстий,
3. закатка борта,
4. раздача,
5. обжим,
6. правка.
Рельефная формовка - операция, которая обеспечивает получение на заготовках ребер жесткости различной формы (рис.25). При рельефной формовке листового материала деформирование происходит за счет двухосного растяжения (растяжения в плоскости листа), при этом материал значительно утоняется (50%).
Допустимая степень деформации определяется по формуле:
E=(l-lo)/l0<0,75δ = 15-18% (18)
где lo и l -длина элемента до и после деформации операции, δ - относительное удлинение материала при растяжении.
Отбортовка . Различают отбортовку отверстий и отбортовку наружного контура.
Отбортовка отверствий - процесс формоизменения листовой заготовки, при котором у отверстия получают борт (рис.26).
При деформировании наблюдается растяжение в тангенциальном (окружном) направлении и уменьшение толщины материала. Степень деформации определяется коэффициентом отборки:
Kот=d/D
При (S/D)*100=2 , Kот=0,75 при сверлении отверстия и Kот=0,8 при пробивке.
Допустимая степень деформации в значительной степени зависит от:
1) качества поверхности отверствия,
2)относительной толщины материала ,
3) материала и его состояния ,
4)формы рабочей части пуасона.
Чем меньше трещин на поверхности отверствия, чем меньше Kот.
У сверленных отверствий Kот меньше, чем пробитных. У пробитной детали Kот значительно изменяется в зависимости от положения блестящего пояска относительно матрицы. Если блестящий поясок будет в зоне наибольших деформаций, то Kот меньше, чем при положении шероховатой части в зоне наибольших деформаций.
Высота борта определяется как и при гибке (приближенно). Это возможно благодаря тому, что материал утоняется. Наибольшая толщина у края борта определяется выражением (на основе постоянства объема)
S1=So*(Kот)1/2 (20)
Разновидности отбортовки: отбортовка с утонением.
Отбортовка с утонением выполняется для получения более высоких буртов. При отбортовке с утонением одновременно с образованием бурта толщина стенки уменьшается.
Отбортовка наружного контура - это в сущности процесс неглубокой вытяжки. К этому процессу относятся все характерные особенности вытяжки: напряженное состояние, деформации и возможность гофрообразования.
Раздача - представляет собой процесс увеличения периметра поперечного сечения трубчатой исходной заготовки (рис.27).
Наименьшая толщина стенки прближенно определяется выражением
S1=So*(d/d1) (21)
Соотношение Kр=d/d0 называют коэффициентом раздачи, который может достигать величины 1,6 при S/d=0,15 и угле а=20 грд. (рис.27).
Обжим - процесс уменьшения периметра поперечного сечения краевой части полой заготовки (рис.28).
При обжиме в заготовке возникают тангенциальные сжимающие напряжения, в результате чего уменьшается периметр и уменьшается толщина заготовки. Увеличение толщины заготовки у края можно определить из выражения, полученного на основе условия постоянства объема:
Sо б=So√(D/d) (22)
В процессе обжима вертикальная часть детали имеет сжимающие напряжения, под действием которых она может получить потерю устойчивости. Для предупреждения потери устойчивости и увеличения коэффициента обжима
Kоб=D/d (23)
применяют подпор наружный, внутренний и одновременно оба.
Коэффициент обжима для мягкой стали:
-
без подпора
подпор наружный
подпор внутренний и наружный
0,7-0,75
0,55-0,6
0,3-0,35
Правкой называют операцию, при которой происходит увеличение точности формы детали.
При операциях отрезки или вырубки, гибки и пробивки материал в очаге деформации и вблизи него находится под действием изгибающего момента. Этот изгибающий момент нарушает плоскостность полученных деталей, за счет удлинения волокон на одной и укорочение волокон на другой сторонах детали. Операция правки заключается в том, сделать все волокна одинаковой длины по толщине металла (кроме зон гибки в гнутых деталях. Достигается это на штампах (рис.29). Штампы для правки могут иметь:
плоские (гладкие) плиты,
точечные плиты,
вафельные плиты.
Шаг между выступами точечных и вафельных плит должен быть равен: t=(0,5-0,9)S, давление правки от 50 до 300 мн/м2 (от 5 до 30 кГ/мм2). Плиты должны быть массивными с тем, чтобы при правке они не прогибались.
Комбинированная штамповка.
Для получения производительности труда (в 3-10 раз), уменьшения количества штампов и прессов в месте штамповки по отдельным операциям применяют комбинированную штамповку. Комбинированная штамповка заключается в одновременном выполнении нескольких операций в одном штампе. Существует три способа комбинирования операций холодной штамповки: последовательный, совмещенный и последовательно-совмещенный (рис.30).
Отличие этих вариантов состоит в последовательности и месте выполнения операций. При последовательном способе все операции выполняются одновременно в последовательном штампе на разных позициях, причем число переходов соответствует числу позиций. При совмещенном способе все операции выполняются одновременно в одной и той же позиции штампа совмещенного действия. При последовательно-совмещенном способе для одновременного выполнения всех операций требуется позиций в инструменте меньше, чем операций. Этот способ представляет комбинацию из первых двух.
Для выполнения технологических процессов используется материал в виде полосы или ленты. Использование полосового или ленточного материала позволяет в значительной мере механизировать и автоматизировать процесс штамповки. Ширина полосы при наличии вытяжки в комбинированной штамповке принимается несколько больше, чем это необходимо для получения детали с той целью, чтобы можно было иметь перемычки между отдельными операциями для перемещения всех полуфабрикатов на следующую позицию.
При выполнении формоизменяющих операций в ленте (полосе) часто требуется специальная подготовка ленты (выполнение прорезей, вырубки промежутков) для облегчения процесса деформирования материала.
Выбор способа штамповки определяется рядом факторов:
1.точностью изготовления детали (особенно получения соосности),
2.технической культурой инструментального производства,
3.конструкцией детали и пр.
В зависимости от сложности и размеров детали комбинированная штамповка может быть однорядная и многорядная.
Точность комбинированной штамповки определяется точностью отдельных элементов контура детали и точностью взаимного расположения этих элементов. Точность отдельных контуров детали определяется точностью используемого способа. Точность взаимного расположения отдельных элементов контура определяется способом комбинированной штамповки: при совмещенной штамповке - точностью взаимного расположения пуансонов и матриц; при последовательной - точностью взаимного расположения пуансонов и матриц и точностью оринтеровки (базирования) полуфабриката (заготовок) на каждом переходе, обычно она соответствует 12-14 квалитету.
Штамповка в условиях мелко серийного производства.
При мелкосерийном производстве изготовляют от 3-5 до 20-10000 штук деталей.
Использование в мелкосерийном производстве штампов серийного производства, стоящих до 200-300 руб., экономически невыгодно и увеличивает срок изготовления новых деталей (штамп серийного производства изготовляют ориентировочно один месяц).
Для быстрого освоения новых изделий (опытных образцов) с минимальными производственными затратами в условиях мелкосерийного производства применяют два способа: штамповку на упрощенных штампах и на универсальных штампах.
К штамповке на упрощенных штампах относят штамповку: а) на пинцетных штампах, б) на литых штампах, в) на штампах с использованием полиуретана, взрывчатых веществ, импульсного магнитного поля, взрыва газовых смесей, электрогидравлического эффекта и др.
Пинцетные (листовые) штампы (рис.31) используют как для индивидуальной, так и групповой штамповки деталей. Их применяют для вырубки - пробивки, иногда для гибки, отбортовки, рельефной формовки.
Литые штампы изготовляют из алюминиевоцинковых сплавов и используют для гибочных, вытяжных, формовочных работ. Такие штампы допускают многократное восстановление. Рекомендуют их армировать стальными вставками в наиболее изнашиваемых местах.
Универсальные штампы требуют первоначально больших затрат на изготовление, чем такого же назначения штампы серийного производства; однако они быстро окупаются, так как используются для штамповки большой номенклатуры деталей. По конструктивному оформлению они подобны штампам серийного производства, однако, имеют некоторое отличие.
Универсальные штампы используют для двух видов штамповки: 1)поэлементной и 2)групповой штамповке.
Сущность метода поэлементной штамповки заключается в том, что контур детали, разделенный на простейшие элементы (прямые, кривые, окружности и др.) образуется последовательной штамповкой при помощи набора универсальных штампов, установленных на прессах. Обязательным условием эффективного использования штамповки является нормализация элементом геометрических форм штампуемых деталей.
Последовательность изготовления детали показана на рис.32.
Порядок операций должен так назначаться, чтобы последующие операции не вызывали изменения положения уже изготовленного элемента контура относительно базы.
Точность взаимного расположения элементов контура детали при последовательной штамповке соответствует 12-14 квалитету.
Сущность групповой штамповки состоит в том, что, сгруппированные по технологическим признакам детали (вытяжки, пробивки, и т.д.) обрабатываются на групповых штампах, которые представляют собой штампы состоящие из двух основных частей, блока и комплекта быстросменных наладок. Блок, включающий плиты, направляющие элементы и элементы крепления штампа и зажима наладок, закрепляется постоянно на прессе. Быстросменные наладки, выполняющие функции ориентировки заготовки и формирования детали (вырубки, гибки, вытяжки и т.д.) можно быстро (за несколько минут) заменять и таким образом переналаживать штамп на выполнение другой операции.
4.5. Обьемная штамповка. Бесштамповая обработка
Холодное выдавливание. Холодным выдавливанием называют процесс, при котором холодный металл вытесняется из закрытого объема в зазор или отверстие, имеющееся в инструменте. При холодном выдавливании метал в закрытом объеме находится под большим давлением - 2000-2500 МН/м2 (до 200-250 кг/мм2) и в следствии может течь в том направлении, в котором сопротивление течению найменьшее.
Возможности получаемых форм деталей определяется способами выдавливания (рис.34) : прямым , обратным и комбинированным.
При прямом выдавливании металл течет в напрввлении движения пуансона , при обратном выдавливании в противоположном движении : в направлении движении и обратном движении пуансона.
Для холодного выдавливания используют деформируемые алюминий и его сплавы , медь и ее сплавы ,никель и его сплавы, стали с пределом прочности до 550-600 МН/м2.
Поперечное сечение детали определяется степенью деформации
U=(Fo-F)/Fo (24)
где Fo и F - площадь поперечного сечения заготовки и детали.
Допустимая степень деформации зависит от марки и состояния металла. Если при допустимой степени деформации не получают нужных размеров деталей вводят дополнительные операции выдавливания.
Усилие выдавливания определяют по формуле :
P=q/Fn (25)
где q-давление течения , Fn-площадь на которую давит пуансон.
Давление течения один из важнейших технологических параметров холодного выдавливания. Величина давления зависит от марки материала и его состояния, степени деформации, силы трения и др.
Силы трения увеличивают усилия в 2-3 раза ,поэтому стремятся их уменьшать до минимума. С этой целью используют определенные смазки. Так как при холодном выдавливании возникают большие давления, то смазки легко выдавливаются и происходит контакт инструмента с несмазанной заготовкой, что приводит к микросвариванию и резкому увеличению давления. Для сохранения смазки при выдавливании на заготовку наносят пористый прочнопластичный разделяющий слой. Для сталей разделяющим слоем является - слой цинкового фосфата, для алюминия и его сплавов - слой анодных окислов. Смазкой для стали является раствор хозяйственного мыла, для алюминия и его сплавов - животные жиры и минеральные смазки на основе парафина.
Размеры заготовки. Размеры поперечного сечения заготовки на 0,05-0,10 мм меньше размеров матрицы; высота заготовки определяется из условия равенства объема заготовки объема детали с учетом припуска на обрезку.
H=(Vд+V)/F3 (26)
где F3 - площадь заготовки,
Vд,V - объем заготовки и припуск на обрезку.
Для уменьшения давления течения используют выдавливание с активными (направленное по течению металла)силами трения . Это позволяет уменьшить усилие (давления)выдавливания на 15-40% соответственно при степенях деформации 50-70% .
При холодном выдавливании получают 6-11 квалитет точности детали по поперечному сечению, шероховатость поверхности с параметром Ra=2,5-0,16 мкм, высокую производительность ,экономию металла.
Для выдавливания используют колоночные и бесколоночные штампы. Для холодного выдавливания сталей ,медных и никелевых сплавов используют специальные прессы, для мягких алюминевых сплавов (бв<10-12кг/мм2)-обычные кривошипные прессы.
Высадка - процесс перераспределения металла, при котором на заготовке получают местное утолщение (рис.35).
При высадке можно получить утолщение на трубчатых, плоских заготовках, заготовках из прудка и т.д. Высадка осуществляется двумя способами - открытым и закрытым. При открытом способе металл имеет возможность свободно течь в направлении, перпендикулярном движению пуансона; при закрытом способе течение металла перпендикулярно движению пуансона ограничивается инструментом.
Для высадки используют калиброванные прудки. Детали изготовляют из стали марок от 10 до 45 , 20Х , 40Х , 30ХГСА, ШХ9 , ШХ15 , 12Х18Н9Т, У10А, дюралюмина Д1 и Д16 , латуни Л62 , Л68 , меди и др.
Длина высаживаемой части заготовки ho определяется из условия равенства объемов заготовки и высаживаемой части детали. При ho<2d высадка выполняется за один переход, при 2,5d<ho<ho<="" p=""> </ho
ho=4*V/(пd2) (27)
где V - объем высаживаемой части заготовки.
Процесс высадки изделий массового производства автоматизорован и выполняется на холодновысадочных автоматах. Изготовляют автоматы одно-,двух- и трехударные. В автоматах подача материала , отрезка заготовки, высадка головки и удаление детали выполняются автоматически .
Качество деталей. Точность поперечных размеров деталей в формируемых в инструменте в соответствует 8-11 квалитету, при тщательном изготовлении инструмента - 7 квалитету точности. Точность продольных размеров соответствует 11-13 квалитету. Широховатость поверхности соответсвует - Ra=2,5-0,32 мкм.
Прокатка. Различают три основные вида прокатки :продольную, поперечную и поперечно-винтовую (рис.36).
При продольной прокатке (рис.35а) валки одинакового диаметра вращаются в противоположных направления с одинаковыми скоростями. Оси валков паралельны, а растояния между валками одинаковы. Металл деформируется в основном продольном направлении в напрвлении проката. При поперечной прокатке (рис.36,б) валки с паралельными осями вращаются в одном направлении с одинаковыми скоростями. Прокатываемая заготовка круглого поперечного сечения по мере уменьшения расстояния между валками обжимается по диаметру; при этом заготовка вытягивается в продольном направлении. При поперечно-винтовой прокатке (рис.36,в) валки вращаются , как и при поперечной прокатке , с одинаковыми скоростями в одну сторону. Оси валков наклонены одна к другой. Заготовка при вращении валков подается в направлении биссектрисы угла наклона валков и одновременно вращается. При этой прокатке уменьшается поперечное сечение заготовки.
Основной технологический параметр прокатки- степень деформации:
W=(Fo-F)/Fo (28)
где Fo и F - площади поперечного сечения заготовки до и после прокатки.
Прокатка в металургическом производстве используется для получения листов, лент, труб, прудков и других профилей , используемых в различных отраслях металлообрабатывающей промышленности. В приборостроении используется для получения точных пластин, лент, профилей, а также для упрочнения лент (полос) и листов.
При холодной прокатке достигают 6-9 квалитет точности и параметр шероховатости Ra=1,25-0,32 мкм. При точной (шариковой и валковой) прокатке в приборостроении получают 5 квалитет точности и параметр шероховатости Ra=0,63-0,04 мкм.
Волочение. Волочение - это процесс притягивания заготовки через отверстие меньшего поперечного сечения, чем сечение заготовки (рис.37). При волочении получают сплошные и полые детали постоянного поперечного сечения по длине. Поперечное сечение может быть любым.
Для волочения используют инструмент - волоки (цельные или составные), устанавливаемые на волочильные станы, которые бывают продольно-волочильные и барабанные. Продольно-волочильные используют для волочения труб, прутков, барабанные - для волочения проволоки и других профилей сматываемых в бунты. На приборостроительных заводах используют оба вида станов.
Основной технологический показатель - степень деформации, которая не должна быть более 25%
U=(Fo-F)/Fo (31)
где Foи F - площадь поперечного сечения заготовки до и после волочения.
При волочении получают точность поперечных размеров 6-9 квалитета, шероховатость поверхности соответствует Ra=0,63-0,16 мкм.
Использование волоченных профилей при производстве деталей приборов позволяет уменьшить расход металла до 45% и снизить трудоемкость до 20% в сравнении с изготовлением деталей резаньем.
Ротационный обжим.
Ротационный обжим - это процесс последовательного обжатия по периметру и длине заготовки, в результате которого увеличивается длина и уменьшается поперечное сечение заготовки. Этот процесс выполняют на ротационно-обжимных (рис.38) и радиально обжимных машинах.
На этих машинах получают удлиненные изделия не только круглого, но и граненного сечения; изделия можно получать диаметром от 0,15 мм до 400 мм сплошного профиля до 600 мм трубчатого профиля; изделия могут быть постоянного сечения по длине и ступенчатые из металлопорошков жаропочных и других малопластичных сплавов; можно выполнять сборочные операции.
Степень деформации (формула 28) может достигать 90% , так как металл деформируется при благоприятной степени нагружения. При горячей обработке можно деформировать с любой степенью деформации.
При ротационном обжиме достигают точность 6-9 квалитета при холодной обработке и 11-13 квалитета при горячей обработке, шероховатость поверхности - Ra=0,32-0,08 мкм при холодной обработке и Rz=40-20 мкм при горячей обработке.
Горячая объемная штамповка.
Горячую объемную штамповку применяют для изготовления сложных и ответственных деталей в условиях серийного и массового производства. При горячей штамповке завариваются внутренние литейные поры, что увеличивает плотность металла. Формообразование в этом случае обусловлено пластичностью, которая зависит не только от химсостава, температуры, скорости деформации, но и от схемы воздействия внешних сил. Наряду с высокой пластичностью при обработке давлением стремятся получить возможно меньшее сопротивление деформированию. Показателем технологических свойств в этом случае является ковкость. Ковкость увеличивается с повышением пластичности и уменьшением сопротивления деформированию. Нагрев металла увеличивает ковкость.
Объемная штамповка заключается в формоизменении заготовки в штампах под действием внешних сил. Полость, формирующая в штампе заготовку, называется ручьем. Отштампованная заготовка называется штампованной поковкой.
Последовательность технологического процесса изготовления штампованной поковки: резка исходного металла на заготовки, нагрев заготовки, штамповка, обрезка заусенца, охлаждение и термообработка поковок, очистка от окалины, правка и контроль.
Исходным металлом для объемной штамповки являются прокатные или прессованные прутки чаще из углеродистой, низколегированной стали, а также из высоколегированной стали и сплавов, жаропрочность сплавов, алюминиевых, медных магниевых и титановых деформированных сплавов.
Основные виды объемной штамповки. Виды объемной штамповки подразделяют в зависимости от применяемого оборудования, на котором она производится, типа штампа и других факторов.
В зависимости от оборудования объемная штамповка подразделяется на следующие виды: штамповку на молотах, штамповку на горизонтально-ковочных машинах (ГКМ), штамповку на кривошипных горячештамповочных прессах (КГШП), штамповку на специальных машинах (вертикально-ковочных, ротационно-обжимных, радиально-обжимных,электровысадочных), штамповку на фрикционных и гидравлических прессах.
Указанное обороудование принципиально отличается друг от друга скоростью деформирования металла. Наибольшая скорость (до 7м/сек) у молота, наименьшая - у гидравлического пресса (десятки мм в мин.). На молоте деформирование производится за несколько ударов, на прессе за одно нажатие на каждом ручье.
В зависимости от типа штампа различают: штамповку в открытых штампах, штамповку в закрытых штампах, штамповку выдавливанием. Тип штампа определяет условие течения металла и поэтому этот вид подразделения штамповки является основным.
Штамповку выдавливанием применяют только на прессах, штамповку в открытых и закрытых штампах можно выполнять на любом виде оборудования.
В зависимости от количества ручьев в штампе различают штамповку в одноручьевых штампах и штамповку в многоручьевых штампах.
Далее рассмотрим содержание и особенности выполнения основных операций горячей объемной штамповки.
Расчет массы и размеров исходной заготовки.
Масса исходной заготовки складывается из массы поковки и массы отходов:
Qзаг=Qп+Qз+Qуг+Qкл
Qп - масса поковки определяется умножением объема поковки на плотность; объем поковки рассчитывают по номинальным горизонтальным размерам и номинальным вертикальным размерам поковки плюс половина положительного допуска. массу заусенца Qз определяют по формуле:
Qз=(0,75-0,8)*Sзк*pn*p
где Sзк - площадь поперечного сечения заусенечной канавки, pn - периметр поковки в плоскости разъема. Массу угара Qуг берут в зависимости от способа нагрева: при нагреве в мазутной печи масса угара составляет 2-3% от массы заготовки, в газовой печи - 1,5-2%, при электронагреве - 0,5-1%.
Qкл - масса клещевины - участка для захвата заготовки клещами, определяет в зависимости от диаметра заготовки или от тянутой под клещевину части заготовки.
Расчет размеров заготовки. Размеры заготовки определяют в зависимости от способа штамповки. При штамповке поперек оси заготовки (плашмя) длина заготовки равна
lзаг=ln*K
где ln - длина поковки; К - коэффициент, зависящий от вида штамповочного ручья, изменяется в пределах 1,02-1,3.
Площадь поперечного сечения заготовки равна:
Sзаг=Vзаг/lзаг
где Vзаг - объем заготовки.
При штамповке вдоль оси, т.е. при наличии осадки, соотношение высоты заготовки к диаметру должно удовлетворять соотношению
1,27<2,5<="" p="">
Обычно Hзаг/Dзаг=2
Деаметр поперечного сечения заготовки:
Dзаг=((4*Vзаг)/пK)1/3
После определения Dзаг выбирают ближайший большой размер по ГОСТу и вычисляю скорректированную длину заготовки.
Резка исходного материала на заготовки заключается в подготовке металла к резке и непосредственно резке.
Подготовка металла к резке заключается в зачистке на поверхности проката различных местных дефектов (плен, трещин и т.п.) и правки изогнутых исходных прутков. Местные дефекты удаляют механическим способом (пневмозубилом, абразивным кругом, на металлорежущих станках или огневым способом (выплавкой сварочным электродом)). Правку проката производят на кривошипных или гидравлических прессах.
Резку исходного пруткового металла производят на прес-ножницах, кривошипных прессах, пилах, абразивными кругами, в хладноломах, газовой резкой и другими средствами.
Нагрев заготовок. Термомеханический режим ковки. При определенных температурах металлы обладают высокой ковкостью - высокой пластичностью и низким сопротивлением деформированию . Нагрев должен обеспечивать требуемую температуру заготовка, равномерное распределение ее по сечению, отсуствие трещин, минимальное окисление и обезуглероживание поверхности. Температура штамповки имеет верхний и нижний пределы, между которыми лежит температурный интервал штамповки. Нижняя граница интервала для железоуглеродистых сплавов (сталей) не должна быть ниже температуры фазовых превращений (Ас3); верхняя граница должна быть ниже температуры пережога, при которой возникают межкристалитные окислы.
С увеличением температуры, как известро, наблюдается рост зерен (рис.6) и металл получает крупнозернистую структуру.
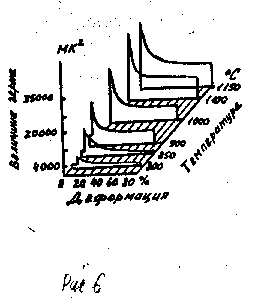
При правильно выбранном температурном интервале штамповки путем пластикой деформации можно измельчить крупное зерно, возникшее в металле при нагреве. С увеличением скорости нагрева меньше окисление и обезуглероживание и поэтому экономичнее нагрев. Однако при слишком быстром нагреве в результате значительного температурного градиента по сечению заготовки в металле могут возникать термические напряжения, которые в некоторых случаях приводят к образованию микро- и макротрещин.
Скорость нагрева зависит от типа печи, обрабатываемого металла, вида укладки заготовок и других факторов.
Температурный интервал и скорость нагрева устанавливают на основе комплексов исследований и поэтому обычно определяют по таблицам в справочниках.
Нагрев высоколегировнной стали и сплавов из-за их низкой теплопроводности производят с предосторожностями, основная цель которых - снятие остаточных напряжений и предупреждение образования термических трещин. Поэтому перед нагревом заготовок под штамповку их подвергают предварительному отжиму, а иногда промежуточному отжигу. Температурный интервал штамповки высоколегированных сталей и сплавов узкий, что требует для формообразования дополнительных переходов. Для повышения равномерности деформации при штамповке применяют подогрев штампов до температуры 200-400 С. При нагреве необходимо предохранять заготовки от окисления. Для этого применяют стеклянные смазки или газ аргон.
Нагрев осуществляют в мазутных, газовых, электрических печах без защитной и с защитной против окисления атмосферой, а также в растворах солей.
Штамповка.
Штамповка в открытых штампах характерна тем, что штамп в процессе деформирования остается открытым, а зазор между верхним и нижним штампом в процессе деформирования переменным. В этот зазор вытекает металл из рабочей полости, образуя заусениц. Заусениц закрывает выход из полости штампа и этим способствует заполению всей полости штампа при дальнейшем сближении штампов. Заусениц вытесняется и избыток металла из рабочей полости. Поэтому заготовку можно нарезать не точно, с избытком металла. Штамповка в открытых штампах производится на молотах, кривошипных горячештамповочных прессах, гидравлических прессах, фрикционных прессах и других машинах.
Штамповка в закрытых штампах характерна тем, что штамп в процессе деформирования остается закрытым, а зазор между подвижной и неподвижной частями остается постоянным и небольшим. При избытке деформируемого металла, последний вытекая в зазор, создает торцевой заусенец и вызывает большие напряжения в штампе и износ. Штамповку в закрытых штампах выполняют на ГКМ, КГШП, молотах.
Штамповка в штампах для выдавливания характерна тем, что штамп имеет глубокую полость, которая заполняется выдавливанием. Штамповка выдавливанием производится на гидропрессах, КГШП, ГКМ. Этот процесс рекомендуют для штамповки малопластичных сталей и сплавов (например высоколегированных сталей и сплавов).
Возможности формообразования. При штамповке в открытых и закрытых штампах можно на штампованных поковках получить различной формы выступы, ребра, углубления, отвестия (с перемычками) за один или несколько ударов.
При выдавливании и доштамповке можно получить заданную форму деталей типа “стакан”, стержень с головкой и трубка с фланцем за один - три перехода в зависимости от K=F/f (F - площадь проекции поковки на плоскость разъема, f - площадь сечения деформированной части заготовки). В зависимости от условий деформирования относительное обжатие w=100*(F-f)/F может быть равно 15-95 %. Следует обращать внимание при выдавливании на скорость истечения W=(F/f)*V (V - скорость движения ползуна пресса) для предупреждения брака по наружным трещинам.
Высоколегированную сталь и специальные сплавы штампуют при меньших скоростях, чем низколегированную и углеродистую.
Выбор оборудования для штамповки. При Штамповке на молотах выбор молота осуществляется по массе падающих частей G для штамповки в открытых штампах:
G=10*Fn [кг]
где Fn - площадь проекции поковки в плане.
При штамповке на прессах выбор пресса осуществляют по рабочему усилию , определенному по формуле в зависимости от формы детали в плане и типа пресса (КГШП, фрикционный и др.).
Обрезка заусенца и прошивка отверствий. Заусенец образуется при горячей штамповке в открытых штампах. Этот заусенец обрезают на обрезных, кривошипных и иногда гидравлических прессах. Обрезка заусенца подразделяется на горячую и холодную. Крупные и средние по массе поковки, штампуемые на молотах с массой падающих частей более 1 т, имеют относительно толстый заусенец, который легко обрезать в горячем состоянии, непосредственно после штамповки. Обрезной пресс в этом случае находится рядом со штамповочной машиной. Мелкие поковки с тонкими заусенцами легко обрезаются в холодном состоянии; эту обрезку выполняют в другом (не штамповочном) отделении; производительность холодной обрезки выше, чем горячей. Число обрезных прессов для холодной обрезки меньше, чем число штамповочных машин (прессов, молотов).
Схема процесса обрезки и штампа представлена на рис. 42. Поковка 3 укладывается в матрицу 4 и движение пуансона 1 проталкивается вниз через нее. При этом заусенец срезается. Режущим элементом здесь является матрица, а пуансон - подающим, проталкивающим элементом. Матрица укрепляется в нижней плите 7, а пуансон - в пуансонодержателе. При обратном ходе с пуансона 6 снимается заусенец съемником 5.
Зачистку поковок обычно производят с частичной зачисткой штамповочного уклона. Зазор между пуансоном и матрицей принимают в зависимости от формы поковок.
Прошивка отверствий. Если в поковке должно быть отверствие, то при штамповке делают наметки (углубления) с одной или двух сторон с оставлением пеленок 2 (рис.41). Эту пленку прошивают (обычно в горячем состоянии) после штамповки, анологично тому, как обрезают заусенец. При этом применяют те же обрезные прессы. Схема прошивки с одновременной обрезкой заусенца показана на рис.41. Здесь представлен совмещенный штамп, где 1 - пуансон обрезки,2 - пленка, подлежащая удалению прошивкой, 3 - поковка, 4 - матрица, 5 - выталкиватель, 6 - пуансон прошивки, 7 - основание штампа.
В производстве чаще прошивка и обрезка заусенца выполняется как отдельная операция.
Усилие обрезки и прошивка определяют по формуле
P=(1,5-1,8)бв*Sф*Pср
где бв - предел прочности на срез при температуре обрезки-прошивки,
Sср,Pср - соответственно толщина и периметр среза.
Под толщиной среза понимают толщину пленки или заусенца с учетом закругления и прибавления величины положительного отклонения допуска на размер поковки по высоте.
Охлаждение и термообработка. Режим охлаждения поковок после штамповки имеет такое же значение, как и режим нагрева. Скорость охлаждения влияет на величину термических напряжений, которые в случае быстрого охлаждения приводят обычно к наружным трещинам. А при неодновременном по объему металла переходе через критический интервал температур - к структурным напряжениям, которые могут сумироваться с температурными. Это может привести к микро- и макротрещинам. При охлаждении некоторых марок сталей могут образовываться флокены, белые пятна; они не имеют определенной ориентировки в связи с деформациями и не связанные с ликвационными зонами. Белые пятна внешне похожи на флокены, но располагаются исключительно в ликвационных участках и ориентируются в направлении деформации. На появление флокенов и белых пятен оказывает большое влияние водород, растворенный при выплавке металла. Для уменьшения влияния водорода на образование флокенов и белых пятен применяют соответствующий режим охлаждения.
Охлаждения в зависимости от марки материала и размеров поковок производятся: на воздухе (одиночных или штабелями), в ящиках с песком, золой или окалиной, в термостатах и неотапливаемых колодцах, в подогреваемых колодцах, вместе с печью.
После штамповки для снятия остаточных напряжений, предохранения от образования флокенов и размельчения зерна (Штамповкой после дополнительного нагрева) применяют отжиг, а для выравнивания структуры по сечению (путем диффузии легирующих элементов) применяют гомогенизационный отжиг поковок.
Очистка поковок от окалины. После штамповки поковки имеют на поверхности слой окислов, который ухудшает качество поверхности и препятствует последующей механообработке. Для очистки поковок применяют травление, галтовку и дробеметную очистку.
Травление применяют для очистки от окислов сложных поковок в растворе кислоты. После погружения поковок в раствор кислоты. После погружения поковок в раствор кислоты (или кислот), кислота проходит через слой окалины и вступает в реакцию с металлом, образуя рыхлую пленку, которая имеет большую толщину, чем толщина окислившегося металла. Это способствует разрушению окислов. Для сталей применяют раствор серной и соляной кислот с присадкой КС; для никелевых сталей - такой же раствор кислот, но более концентрированный; для алюминеевых сплавов - раствор щелочи. Затем для сталей производят промывку в щелочном растворе и воде, для алюминиевых сплавов - в растворе азотной кислоты и воде.
Очистка поковок травлением это самый качественный и самый дорогой способ очистки.
Галтовку применяют для очистки мелких и средних по массе поковок простой формы (короткие валики, шестерни). Загруженные во вращающийся вокруг горизонтальной оси барабан поковки (иногда с ними и шары) удаются и окислы скалываются. Недостаток способа - большой шум.
Дробеметную очистку применяют для очистки от окислов мелких и средних поковок сложной формы. В этом случае на очищаемые поверхности направляют движущуюся с большой скоростью чугунную дробь, которая при ударе о поверхность поковки скалывает окислы. Поковки должны поворачиваться для очистки нужных поверхностей. Качество поверхности получают хорошее. Недостатком способа является возможность закрытия трещин, которые в дальнейшем трудно обнаружить.
Правка поковок. Штампованные поковки могут искривляться в процессе удаления из ручья штампа, обрезке заусенца, прошивке отверстий и при их транспортировке.
У изогнутых поковок при механообработке может быть в некоторых местах недостаточный припуск, а в других - избыточный припуск.
Правку производят в горячем и холодном состоянии, более часто используют холодную правку.
Горячую правку после обрезки заусенца обычно применяют для простых поковок из высоколегированной или высокоуглеродистой стали, при холодной правке в которых возможно возникновение трещин. Такую правку выполняют обычно в окончательном ручье штампа.
Для сложных поковок или поковок с отверстием горячую правку производят в специальном штампе.
Холодной правке подвергают сложные мелкие и средние по массе поковки. При холодной правке невозможно получить из-за упругих деформаций при разгрузке абсолютно не искривленные поковки.
Калибровку поковок выполняют для повышения точности размеров, улучшение качества поверхности отдельных участков или всей поковки, а также снижения колебания массы поковки. Калибровку применяют в массовом и крупносерийном производстве.
Различают плоскостную и объемную калибровку.
Плоскостная калибровка производится в холодном состоянии на кривошипно-коленных чеканочных прессах для получения точных вертикальных размеров на одном или нескольких участках поковки.
Объемную калибровку применяют для увеличения точности размеров в разных направлениях, а при выдавливании некоторого излишка металла в заусенец - и для получения точной массы.
Точность объемной калибровки ниже, чем плоскостной. Иногда применяют комбинированную калибровку - сначала объемную, а затем плоскостную.
Усилие плоскостной калибровки для круглых поковок:
P=бs*(1+(m/3)*(d/h))*(п*d2)/4
где d - диаметр поковки; h - высота; бs - напряжение пластического течения; m - коэффициент контактного трения.
Виды брака. Контроль качества штампованных поковок. Брак может быть на любом этапе технологического процесса. Наиболее характерны следующие виды брака: вмятины, недоштамповка выступов, углов, закруглений и ребер, смещение одной половины поковки относительно другой в плоскости разъема, зажимы, повышенная кривизна, отклонение допуска от заданного, утяжка, брак по термообработке и очистке от окалины.
Вмятины на поковках могут быть в результате заштамповки окалины и механических повреждений при удалении из штампа и переброске горячих поковок. Недоштамповка возникает при недостаточном нагреве заготовки и количестве ударов или массе падающих частей молота. Смещение плоскости разъема возникает при износе направляющих машины или штампа. Зажимы возникают из-за резких ударов, несоответствия чернового ручья штампа чистовому ручью и из-за Эксцентричной укладки заготовки в штамповочном ручье. Повышенная кривезна возникает при неравномерном охлаждении поковки или из-за деформации при переброске горячих штампованных поковок. Повышенные допуски и размеры возникают при слишком большом износе штампов или при недоштамповке. При штамповке на КГШП возможно также незаполнение штампа, повышенная кривизна при выталкивании, след от выталкивателя, зажим типа “прострел”. Из-за неправильного течения металла при штамповке выдавливанием возникает “утяжка”, “прострел”, наружные и внутренние сколы. Брак при термообработке может быть такой: обезуглероживание, отклонение от заданной твердости и микроструктуры.
Контроль штампованных поковок производят на всех этапах технологического процесса. С этой целью выполняют контроль химического состава, проверяют размеры поковок и визуально контролируют поверхностные дефекты, контролируют режимы нагрева и термообработки, твердость поковок. Внешние дефекты, трещины, зажимы, прострелы для ответственных деталей конструируют магнитным и люминисцентным методом, а метод вихревых токов позволяет конторолировать химический состав, твердость, трещины, структурное состояние, внутренние напряжения в поковках и размеры их сечения. Внутренние дефекты в поковках определяют ультразвуковым методом и просвечиванием лучами Рентгена.
Технологичность поковок.
Чертеж поковки составляют по чертежу детали. Правильно разработанный чертеж поковки позволяет учесть особенности течения металла в штампе, обеспечивает возможность ее рационального изготовления.
Технологичной считается паковка в которой правильно выбрана поверхность разъема; назначены шероховатость поверхности, допуски, припуски и напуски; определены штамповочные уклоны и линия разъема; определены радиусы скруглений; назначены наметки под прошивку и определены размеры пленки под прошивку; установлено направление волокон в поковке, толщина волокна и ребер и другие вопросы.
Поверхность разъема - это поверхность, по которой соприкасаются части штампа. Обычно за поверхность разъема принимают плоскость. Плоскость разъема должна совпадать с плоскостью двух наибольших размеров поковки и обеспечивать свободное удаление штампованной поковки из штампа. Если поковка не симметрична, то более глубокие полости располагают в верхней части штампа, т.к. вверх металл течет лучше. Правильно выбранная плоскость разъема обеспечивает возможность контроля сдвига между верхним и нижним штампом по внешнему виду поковки после обрезки заусенца. На рис. 44а плоскость разъема выбрана правильно и позволяет обнаружить сдвиг при обрезке заусенца, на рис.44б - плоскость разъема выбрана не правильно, т.к. не позволяет обнаружить сдвиг, на рис.44в - возможное расположение плоскости разъема при односторонней бобышке.
Широховатость поверхности обычно при горячей штамповке получают в пределах Rz=160-40 мкм, а точность в пределах 12-16 квалитета, болеевысокие качественные показатели относятся к штамповке в закрытых штампах. Допуски учитывают изменения размеров при недоштамповке по высоте и износ штампов. При калибровке достигают 8-12 квалитет точности, широховатость - Ra=2,5-0,32 мкм. Если заготовка детали должна иметь более высокие качественные показатели (точность и шероховатость поверхности), то эти показатели достигают механической обработкой путем снятия припуска со штампованной поковки. Припуски и допуски при горячей объемной штамповке назначают по ГОСТ 7505-74. Практически величина припуска составляет 0,5-6 мм и ориентировочно может быть определена по эмпирической формуле
П=0,4+0,01h+0,0015l
где h и l - наибольшие размеры поковки по высоте и в плоскости разъема.
Стандартом предусмотрено разделение поковок на три основные группы в зависимости от предъявляемых к ним требованиям по точности. Наиболее жесткие требования относятся к поковкам первой группы; ГОСТ 7505-74 также регламентируем напуски. К напускам относят некоторый объем металла на поковке для облегчения изготовления детали. Напуск можно удалить механической обработкой. При диаметре отверстия менее 30мм устанавливают напуск, т.е. не штампуют отверстие из-за малой стойкости штампа; к напускам относят также напуски для штамповочных уклонов и радиусов скругления.
Уклоны. Штамповочные уклоны назначают для легкого и быстрого удаления поковки, а также для облегчения заполнения штампа. Различают наружные и внутренние уклоны. Величина уклона зависит от наличия выталкивателей у оборудования и относительной высоты поковки. При отсуствии выталкивателей (молоты) наружные уклоны равны 5-7°, внутренние-7-10°; при наличии выталкивателей (КГШП, ГКМ, гидропрессы) наружные уклоны равны 3-5°, внутренние- 5-7°.
Для относительно более высоких поковок (отношение глубины полости к ширине принимают большие величины уклонов. Выбор уклонов производят по таблицам справочников.
Толщина полотна и ребер определяется условиями деформирования, чем меньше толщина, тем больше напряжение течения и меньше стойкость инстумента.
Толщину полотна назначают в зависимости от площади штамповочной заготовки в плане и формы сечения. При увеличении площади от 20 до 2000 см2 толщина увеличивается от 1,5 до 12 мм.
Высота, толщина ребра и расстояние между ребрами зависят от формы поперечного сечения штампуемого изделия. В открытых сечениях толщина ребра зависит только от его высоты, в закрытых двутавровых сечениях толщина ребра определяется высотой ребер и расстоянием между ними. Ребро хорошо заполняется при отношении его высоты к толщине не более 10. Для ребер небольшой высоты (менее 10 мм) и малой толщины (менее 2 мм) из-за трудности заполнения полости (возникают большие давления) толщину ребра назначают 2-4 меньше высоты. Наименьшее расстояние между ребрами зависит от высоты. (При высоких ребрах и небольшом расстоянии между ними выступ штампа, формирующий эти ребра быстро изнашивается). Наименьшее расстояние для высоты ребер 5-70 мм равно 10-80 мм; наибольшее для той же высоты соответственно -(30-20)S, S-толщина полотна.
Радиус закругления на поковках назначают, как и штамповочные уклоны, для облегчения заполнения штампа и для обеспечения удовлетворительной стойкости инструмента. Радиусы закругления назначают по ГОСТ 7505-74 в зависимости от относительной глубины полости и абсолютной глубины полости. Различают наружные и внутренние радиусы, внутренние радиусы примерно в три раза больше наружных R=3r. После назначения внутренних радиусов их надо согласовать с припуском таким образом, чтобы величина припуска была не меньше, чем на прилегающих участках.
Наметки и пленки под прошивку. При штамповке невозможно получить сквозное отверстие. Для облегчения последующей прошивки и экономии металла в поковке делают наметку с перемычкой-пленкой небольшой толщины.
В зависимости от формы и размеров отверстий поковок применяют пять типов наметок: плоскую, с раскосом, с магазином, с карманом, глухую.
Плоскую наметку применяют при 50‹ d <80 мм, а при наличии предварительного штамповочного ручья применяют при 30<d<="" p=""> </d
При 150 >d>80 мм и отсуствии предварительного ручья и всегда для наметок в предварительном ручье примеряют наметки с раскосом, толщина пленки Smax=1,35S, Smin=0,65S, S=0,1d.
Наметку с магазином применяют при 150>d>55 мм и наличии предварительного ручья, в котором делается наметка с расскосом.
Наметку с карманом применяют в окончательном ручье при D>155 мм и низких поковках со сравнительно малым отношением высоты к диаметру H/D<0,07. Толщина S=0,4(d)1/2.
Глухую наметку применяют только с целью экономии металла, когда наметку получают с относительно большой глубиной и большим радиусом R. Отверстие получают в дальнейшем сверлением.
4.6. Высокоэнергетические импульсные методы штамповки.
Применение высокоэнергетических методов штамповки позволяет экономично изготовлять абаботкой давлением такие детали и заготовки, которых ранее невозможно было изготовлять или для изготовления которых ранее требовалось дорогостоящее мощное оборудование. Эти методы деформирования используют в условиях мелкосерийного и серийного производства, как для листовой так и для объемной штамповки.
Штамповка листового металла.
Гидровзрывная штамповка. При гидровзрывном формоизменении энергии, образующаяся при взрыве, передается штампуемой заготовки через ударную волну, давление и сопутствующий ей гидропоток. В качестве среды, передающей энергию взрыва, используют жидкость, сыпучую, вязкую или твердую среду.
Деформируемые листовые или трубчатые заготовки можно подвергать различным операциям: резке, вытяжке, рельефной формовке, раздаче, обжиму, отбортовке и др.. Причем возможно формоизменение с нагревом заготовки с помощью передающей среды (песком).
Для взрывной штамповки используют бризантные и метательные взрывчатые вещества. Взрыв может производиться в стационарном или съемном (разовом) бассейне. Для формоизменения заготовки в зависимости от выполняемой операции чаще всего используют только матрицу или пуансон; для вытяжки, рельефной формовки, отбортовки - матрицу, для обжима - пуансон. При вытяжке обычно получают за один переход меньшую предельную величину коэффициента вытяжки, чем в обычных условиях:
материал |
сплав ОТ4 |
ст.3 |
2Х13 |
12Х18НIОТ |
08 |
АМг6-М |
m |
0,68 |
0,65 |
0,64 |
0,63 |
0,63 |
0,61 |
Матрицы для вытяжки могут быть металлические цельнолитые или составные, железобетонные, из льда.
Точность деталей изготовленных взрывной штамповкой по сравнению с обычной вытяжкой значительно выше.
Электрогидравлическая штамповка по сравнению со взрывной имеет ряд преимуществ: а) возможность применения в обычных условиях, б)простота дозирования энергии, в)возможность осуществления серии разрядов, следующих друг за другом, г) легкость автоматизации процесса. Однако установки для электрогидравлической штамповки дороже установок для штамповки взрывом, а размеры и стоимость электрогидравлических установок ограничивают энергетические возможности метода.
Сущность метода. При высоковольтном электрическом разряде между электродами, помещенными в жидкость, возникает токопроводящий искровой канал, мгновенное расширение которого приводит к возникновению в жидкости ударной волны. Деформация заготовки происходит, как и при гидровзрывной штамповке, под действием ударной волны, давление и сопутствующего гидропотока. Более эффективному использованию энергии разряда по сравнению с открытой емкостью для формоизменения способствует размещение рабочих электродов в замкнутой камере или внутри трубчатой заготовки, закрытой с двух сторон крышками.
Рассматриваемым методом выполняют операции вытяжки деталей из плоских заготовок, отбортовку, раздачу трубчатых заготтовок, оформление сложного контура на листовых и трубчатых заготовках, калибровку, пробивку и некоторые другие операции. Этим методом получают детали из цветных металлов, стали и высокопрочных сплавов. Толщина штампуемых деталей <4-10 мм, а габариты большинства деталей в плане достигают 1200*2000 мм.
Инструмент. Обычно для электрогидравлической штамповки используют матрицы, которые изготовляют из стали (иногда и других материалов-цинковых, алюминевых сплавов, литьевых эпоксидных смол). Основной рабочий инструмент - электроды, которые изготовляют из стали, латуни, однако найбольшей электроэрозийной стойкостью обладает металлокерамическая композиция на основе вольфрама ВНМ-3-2.
Для электрогидравлической штамповки используют отечественные установки “Удар 12м” и “ Удар 20” , ” Удар 20с”, “ Удар 150”, “Удар-II”, позволяющие изготовлять детали размером от 400*400 мм до 2000*1200 мм с толщиной стенки от 3 до 10 мм или соответственно диаметром заготовки от 300 мм до 1500 мм с толщиной стенки от 3 до 10 мм. Запасаемая энергия указанных установок изменяется соответственно от 10 до 160 Кдж.
Штамповка импульсным магнитным полем. Основные преимущества метода в сравнении с взрывной и электрогидравлической штамповкой : а)большая скорость формоизменения заготовки и высокая призводительность, б) возможность точнее регулировать параметры процесса, в) возможность широко механизировать и автоматизировать операции процесса, г) возможность легкого встраивания устоновки импульсной магнитной штамповки в автоматические линии.
Сущность метода.При помещении заготовки в импульсное магнитное поле, создавемое с помощью разряда энергии, накопленной в конденсаторной батарее, на катушку индуктивности (рабочий индуктр), в заготовке индуцируются вихревые токи, взаимодействие которых с токами индуктора приводит к возникновению усилий, деформирующих заготовку.
Этот метод штамповки применяют в основном для таких операций, как обжим и раздача трубчатых заготовок, калибровка трубчатых изделий, получение на деталях различных рифлений, штамповка деталей из плоских заготовок, пробивка отверствий в плоских и трубчатых деталях из различных металлов и сплавов, сборка. Преимущественное распостранение имеет обработка металлов и сплавов, обладающих высокой электропроводностью. Деформирование заготовок из материалов с недостаточно высокой электропроводностью (углеродистых и нержавеющих сталей) осуществляется через передающую среду или через так называемый “спутник”- промежуточный материал с высокой электропроводностью, помещаемый на обрабатываемую заготовку. Максимальная толщина стенки детали составляет 1,5-2 мм для стали, 1,7-2,5 мм -для латуни и 2-3 мм - для алюминевых и медных сплавов.
Инструмент. Рабочим инструментом в этом случае является индуктор и оправка (матрица). В установках магнитно-импульсного деформирования используют индукторы однократного и многократного использования: первые применяют в условиях единичного производства, вторые-в условиях серийного производства. Для увеличения прочности индукторов и придания им универсальности служат концентраторы магнитного поля.
Оборудование. Для магнитн-импульсной штамповки используют отечественные магнитно-импульсные установки и установки изготовляемые в ГДР , ЧССР , которые обладают максимальной запасаемой энергией от 4,1 до 22,5 Кдж.
Объемная штамповка.
Высокоскоростная объемная штамповка позволяет максимально приблизить форму и размеры поковки к форме и размерам деталей, что обеспечивает экономию металла и сводит к минимуму механическую обработку. Этим методом изготовляют поковки с тонкими стенками из алюминия, меди, различных сталей и сплавов. Поковки получают с мелкозернистой структурой и высокими механическими свойствами; значительно улучшается структура и свойства сплавов на основе молибдена, никеля и титана. Улучшение структуры и увеличение прочности в несколько раз увеличивает стойкость деталей (шестерен в 2-10 раз).
Высокоскоростная объемная штамповка выполняется со скоростями движения инструмента 9-18 м/сек для изготовления поковок методом горячего и холодного выдавливания.
Экономически целесообразно применять высокоскоростную штамповку в условиях крупносерийного производства для поковок, которые могут быть получены на обычном горячештамповочном оборудовании.
Для нагрева сталей, жаропрочных сплавов, титана рекомендуют индукционные печи или печи с инертной атмосферой, алюминевых сплавов - печи с принудительной циркуляцией воздуха. Во всех случаях рекомендуют безокислительный нагрев.
Перед началом работы пуансон и матрицу следует подогреть до 180 град.С и поддерживать температуру в этом пределе в процесе штамповки во избежание перегрева и потере стойкости штампа.
Смазки выбирают с учетом штампуемого материала. Суспензию графита в воде применяют в качестве смазки при штамповке большинства металлов; при штамповке труднодеформируемых металлов предпочтительнее суспензия графита в масле. При тяжелых условиях работы применяют дисульфид молибдена (при температуре штамповки < 650град.С).
Штампы для высокоскоростной штамповки изготовляют из сталей 4Х5В2ФС (ГОСТ 5950-63) и 4Х4М2ВФС.
Оборудование для высокоскоростной штамповки высокоскоростные молоты с пневматическим приводом и энергией удара 2,5-60 кн.м (2,5-60 тс м).
4.6. Высокоэнергетические импульсные методы штамповки.
Применение высокоэнергетических методов штамповки позволяет экономично изготовлять абаботкой давлением такие детали и заготовки, которых ранее невозможно было изготовлять или для изготовления которых ранее требовалось дорогостоящее мощное оборудование. Эти методы деформирования используют в условиях мелкосерийного и серийного производства, как для листовой так и для объемной штамповки.
Штамповка листового металла.
Гидровзрывная штамповка. При гидровзрывном формоизменении энергии, образующаяся при взрыве, передается штампуемой заготовки через ударную волну, давление и сопутствующий ей гидропоток. В качестве среды, передающей энергию взрыва, используют жидкость, сыпучую, вязкую или твердую среду.
Деформируемые листовые или трубчатые заготовки можно подвергать различным операциям: резке, вытяжке, рельефной формовке, раздаче, обжиму, отбортовке и др.. Причем возможно формоизменение с нагревом заготовки с помощью передающей среды (песком).
Для взрывной штамповки используют бризантные и метательные взрывчатые вещества. Взрыв может производиться в стационарном или съемном (разовом) бассейне. Для формоизменения заготовки в зависимости от выполняемой операции чаще всего используют только матрицу или пуансон; для вытяжки, рельефной формовки, отбортовки - матрицу, для обжима - пуансон. При вытяжке обычно получают за один переход меньшую предельную величину коэффициента вытяжки, чем в обычных условиях:
материал |
сплав ОТ4 |
ст.3 |
2Х13 |
12Х18НIОТ |
08 |
АМг6-М |
m |
0,68 |
0,65 |
0,64 |
0,63 |
0,63 |
0,61 |
Матрицы для вытяжки могут быть металлические цельнолитые или составные, железобетонные, из льда.
Точность деталей изготовленных взрывной штамповкой по сравнению с обычной вытяжкой значительно выше.
Электрогидравлическая штамповка по сравнению со взрывной имеет ряд преимуществ: а) возможность применения в обычных условиях, б)простота дозирования энергии, в)возможность осуществления серии разрядов, следующих друг за другом, г) легкость автоматизации процесса. Однако установки для электрогидравлической штамповки дороже установок для штамповки взрывом, а размеры и стоимость электрогидравлических установок ограничивают энергетические возможности метода.
Сущность метода. При высоковольтном электрическом разряде между электродами, помещенными в жидкость, возникает токопроводящий искровой канал, мгновенное расширение которого приводит к возникновению в жидкости ударной волны. Деформация заготовки происходит, как и при гидровзрывной штамповке, под действием ударной волны, давление и сопутствующего гидропотока. Более эффективному использованию энергии разряда по сравнению с открытой емкостью для формоизменения способствует размещение рабочих электродов в замкнутой камере или внутри трубчатой заготовки, закрытой с двух сторон крышками.
Рассматриваемым методом выполняют операции вытяжки деталей из плоских заготовок, отбортовку, раздачу трубчатых заготтовок, оформление сложного контура на листовых и трубчатых заготовках, калибровку, пробивку и некоторые другие операции. Этим методом получают детали из цветных металлов, стали и высокопрочных сплавов. Толщина штампуемых деталей <4-10 мм, а габариты большинства деталей в плане достигают 1200*2000 мм.
Инструмент. Обычно для электрогидравлической штамповки используют матрицы, которые изготовляют из стали (иногда и других материалов-цинковых, алюминевых сплавов, литьевых эпоксидных смол). Основной рабочий инструмент- электроды, которые изготовляют из стали, латуни, однако найбольшей электроэрозийной стойкостью обладает металлокерамическая композиция на основе вольфрама ВНМ-3-2.
Для электрогидравлической штамповки используют отечественные установки “Удар 12м” и “ Удар 20” , ” Удар 20с”, “ Удар 150”, “Удар-II”, позволяющие изготовлять детали размером от 400*400 мм до 2000*1200 мм с толщиной стенки от 3 до 10 мм или соответственно диаметром заготовки от 300 мм до 1500 мм с толщиной стенки от 3 до 10 мм. Запасаемая энергия указанных установок изменяется соответственно от 10 до 160 Кдж.
Штамповка импульсным магнитным полем. Основные преимущества метода в сравнении с взрывной и электрогидравлической штамповкой : а)большая скорость формоизменения заготовки и высокая призводительность, б) возможность точнее регулировать параметры процесса, в) возможность широко механизировать и автоматизировать операции процесса, г) возможность легкого встраивания устоновки импульсной магнитной штамповки в автоматические линии.
Сущность метода.При помещении заготовки в импульсное магнитное поле, создавемое с помощью разряда энергии, накопленной в конденсаторной батарее, на катушку индуктивности (рабочий индуктр), в заготовке индуцируются вихревые токи, взаимодействие которых с токами индуктора приводит к возникновению усилий, деформирующих заготовку.
Этот метод штамповки применяют в основном для таких операций, как обжим и раздача трубчатых заготовок, калибровка трубчатых изделий, получение на деталях различных рифлений, штамповка деталей из плоских заготовок, пробивка отверствий в плоских и трубчатых деталях из различных металлов и сплавов, сборка. Преимущественное распостранение имеет обработка металлов и сплавов, обладающих высокой электропроводностью. Деформирование заготовок из материалов с недостаточно высокой электропроводностью (углеродистых и нержавеющих сталей) осуществляется через передающую среду или через так называемый “спутник”- промежуточный материал с высокой электропроводностью, помещаемый на обрабатываемую заготовку. Максимальная толщина стенки детали составляет 1,5-2 мм для стали, 1,7-2,5 мм -для латуни и 2-3 мм - для алюминевых и медных сплавов.
Инструмент. Рабочим инструментом в этом случае является индуктор и оправка (матрица). В установках магнитно-импульсного деформирования используют индукторы однократного и многократного использования: первые применяют в условиях единичного производства, вторые-в условиях серийного производства. Для увеличения прочности индукторов и придания им универсальности служат концентраторы магнитного поля.
Оборудование. Для магнитн-импульсной штамповки используют отечественные магнитно-импульсные установки и установки изготовляемые в ГДР , ЧССР , которые обладают максимальной запасаемой энергией от 4,1 до 22,5 Кдж.
Объемная штамповка.
Высокоскоростная объемная штамповка позволяет максимально приблизить форму и размеры поковки к форме и размерам деталей, что обеспечивает экономию металла и сводит к минимуму механическую обработку. Этим методом изготовляют поковки с тонкими стенками из алюминия, меди, различных сталей и сплавов. Поковки получают с мелкозернистой структурой и высокими механическими свойствами; значительно улучшается структура и свойства сплавов на основе молибдена, никеля и титана. Улучшение структуры и увеличение прочности в несколько раз увеличивает стойкость деталей (шестерен в 2-10 раз).
Высокоскоростная объемная штамповка выполняется со скоростями движения инструмента 9-18 м/сек для изготовления поковок методом горячего и холодного выдавливания.
Экономически целесообразно применять высокоскоростную штамповку в условиях крупносерийного производства для поковок, которые могут быть получены на обычном горячештамповочном оборудовании.
Для нагрева сталей, жаропрочных сплавов, титана рекомендуют индукционные печи или печи с инертной атмосферой, алюминевых сплавов - печи с принудительной циркуляцией воздуха. Во всех случаях рекомендуют безокислительный нагрев.
Перед началом работы пуансон и матрицу следует подогреть до 180 град.С и поддерживать температуру в этом пределе в процесе штамповки во избежание перегрева и потере стойкости штампа.
Смазки выбирают с учетом штампуемого материала. Суспензию графита в воде применяют в качестве смазки при штамповке большинства металлов; при штамповке труднодеформируемых металлов предпочтительнее суспензия графита в масле. При тяжелых условиях работы применяют дисульфид молибдена (при температуре штамповки < 650град.С).
Штампы для высокоскоростной штамповки изготовляют из сталей 4Х5В2ФС (ГОСТ 5950-63) и 4Х4М2ВФС.
Оборудование для высокоскоростной штамповки высокоскоростные молоты с пневматическим приводом и энергией удара 2,5-60 кн.м (2,5-60 тс м).
4. Способы изготовления деталей из пластмасс.
4.1. Классификация способов переработки. Основные способы переработки
пластмасс в приборостроении представлены на рис.11. Основными операциями
технологического процесса являются: подготовка материала, дозирование
исходного материала, при некоторых условиях таблетирование и предварительный
подогрев, затем формование и, наконец, отделочные операции механической
обработки.
4.2. Горячее формование изделий
При переработке пластмасс важнейшими задачами являются обеспечение высокого
качества изделий при наибольшей производительности. Наиболее надежным
показателем качества изделия являются (структурные) надмолекулярные
показатели.
Для аморфных полимеров в качестве структурного показателя принимают ориентацию.
У кристаллизующихся полимеров возможно многообразие надмолекулярных образований
на различных стадиях агрегатирования. Поэтому с целью формирования желаемой
надмолекулярной структуры применяют различные методы создания заданных свойств
путем кристаллизации ориентации и направленной.
Надкристаллическая структура полимеризующихся материалов разнообразна. Даже
изделия с одинаковой степенью кристалличности, но полученные в различных
условиях, различаются по свойствам. Материал при формовании под воздействием
охлаждения расплава и действием напряжения сдвига в каналах течет слоями, что
способствует созданию слоевой структуры - разновидности надмолекулярной
структуры. Такие структуры характерны для литьевых процессов. Толщина слоев и
их структура зависят от способа и режима формования, свойств материала.
Стабильность свойств изделий из полимеров обеспечивается правильным выбором и
точностью выполнения режимов формования переработки.
4.2.1. Подготовка полимеров к переработке
Технологические свойства, процессы переработки и качество готовой продукции
существенно зависят отвлажности и температуры полимера. Придание материалу
требуемой влвжности сушкой или увлвжнением осуществляют на стадии подготовки
к формованию.
Влажность полимеров. Молекулы воды полярны и поэтому легко образуют
водородные связи с полярными группами полимеров, следствием чего и является
возможность поглощать (сорбировать) влагу из атмосферного воздуха. Свойство
полимеров поглощать влагу увеличивается с увеличением полярности, уменьшением
плотности и степени кристалличности, увеличением дисперсности полимера;
некоторые полимеры поглощают до 10 % воды (% по отношению к массе материала).
Неполярные полимеры имеют низкую гигроскопичность.
Влияние влажности на свойства и переработку. Увеличение влажности
полимера способствует уменьшению текучести и высокоэластичности расплава.
Вызывая гидролитическую диструкцию при температурах переработки, влажность
влияет на стабильность свойств готовых изделий. Избыток влаги ослабляет внутри-
и межмолекулярное взаимодействие; в результате увеличения количества влаги выше
необходимого уменьшаются предел текучести, предел прочности, относительное
удлинение при разрыве, диэлектрическая прочность и проницаемость, ухудшается
прозрачность, затрудняется переработка, на поверхности деталей появляются
серебристые полосы, разводы, волнистость, вздутие, пористость, пузыри,
раковины, трещины, отслоение поверхности, коробление и размерный брак возникают
при литье под давлением и прессовании. Повышение влажности ухудшает сыпучесть
материала.
При низком содержании влаги происходит структурирование (разновидность
деструкции), сопровождающееся ухудшением текучести полимера.
При эксплуатации изделий из полимеров может измениться их влагосодержание.
Это приведет к изменению размеров, физико- механических и диэлектрических
свойств, твердости и износостойкости деталей из полимеров.
Из сказанного вытекает необходимость строгого нормирования содержания влаги в
полимерах перед переработкой.
Сушка полимеров - удаление влаги испарением.
Полимеры, склонные к термоокислительной деструкции, сушат только в вакуумных
устройствах, что способствует уменьшению термоокислительной диструкции,
позволяет повысить температуру и сократить время сушки.
Для сушки полимеров перед переработкой используют вакуум-сушилки, барабанные,
турбинные, ленточные и другие типы сушилок.
Для подсушки и подогрева гранулированных и порошкообразных термопластов на
литьевых машинах применяют специальные бункеры, оснащенные нагревательной
системой.
Иногда влагу и летучие вещества удаляют непосредственно из расплава. В этом
случае при пластикации в одном из участков шнека снимают давление и здесь
происходит расширение сжатых и нагретых газов. Затем их удаляют вакуум-
отсосом.
Подготовка полимеров к переработке. Основной задачей в этом случае
является обеспечение требуемой влажности путем сушки или увлажнения,
таблетирования, предварительного подогрева.
Обычно влажность полимера после сушки должна быть ниже рекомендуемой перед
загрузкой в нагревательный цилиндр перерабатывающего оборудования или
прессформу. Сушку полимера следует заканчивать непосредственно перед
переработкойэ А в случае хранения высушенного материала необходимо хранить
такой материал в герметичной таре, а время хранения должно быть минимальное.
Полимеры с низкой гигроскопичностью обычно не сушат. Если такие материалы
содержат летучие вещества, то их короткое время подсушивают и подогревают для
увеличения производительности при формовании изделий.
Если влажность понижена, то ее повышают путем выдерживания тонкого слоя
материала на воздухе; иногда с целью ускорения увлажнения материал
опрыскивают водой, спиртом, ацетоном или другими жидкостями.
Таблетирование пластмасс. Таблетирование - это формование под действием
сжимающего усилия порошкообразных пластмасс для получения таблеток определенной
конфигурации, размеров и плотности. Таблетирование позволяет более точно
дозировать материал, в значительной мере удалять из него воздух (что повышает
теплопроводность), уменьшить размеры загрузочной камеры прессформы, снизить
потери материала.
Для таблетирования используют таблеточные машины: ротационные (60-600 циклов
мин), эксцентриковые (15-40 цик мин), гидравлические (4-35 цикл мин).
Предварительный нагрев. Предварительному подогреву подвергают только
реактопласты (порошки и волокниты).
Предварительный нагрев производится в генераторах токов высокой частоты
(ТВЧ) или в контактных нагревателях перед загрузкой его в прессформу с целью
интенсификации процесса прессования.
Нагрев ТВЧ уменьшает время выдержки в прессформе, понижаетдавление
прессования, значительно увеличивает срок службы прессформ. Это способствует
улучшению качества изделий, увеличению производительности труда и снижению
себестоимости изделий. Материал нагревается быстро, равномерно и одновременно
по всему объему.
Сущность нагрева пластмасс ТВЧ. Полупроводники и диэлектрики, к которым
относят пластмассы, нагреваются в электрическом поле высокой частоты
вследствие поляризации элементарных зарядов. Небольшое количество имеющихся в
диэлектрике свободных зарядов дополнительно приводит к возникновению тока
проводимости. При этом электрическое поле смещается с той же частотой, но с
некоторым запаздыванием из-за преодоления сил внутримолекулярного трения,
препятствующих смещению зарядов, на что затрачивается определенная энергия,
выделяемая в нагреваемом пластике. Нагреву ТВЧ подвергаются пластмассы, у
которых тангенс угла диэлектрических потерь не менее сотых долей единицы.
Количество выделившегося тепла пропорционально частоте электрического поля.
Для нагрева пластмасс используют высокие частоты ( >10 Мгц).
Напряжение на пластинах конденсатора не превышает 8000 В.
4.2.2. Особенности формования аморфных полимеров
Аморфные полимеры при изготовлении из них расплава изделий переходят в твердое
состояние без изменения фазового (аморфного) состояния. Параметром изменения
надмолекулярной структуры полимеров является степень ориентации.
Ориентация макромолекул связана со сдвигом материала под действием напряжений в
процессе формования.
В процессе течения высокоэластичная деформация достигает определенной
величины, определяемой свойствами материала, режимами и условиями течения.
Поэтому после заполнения формы она (высокоэластичная деформация) релаксирует
(уменьшается). Но из-за охлаждения материала в прессформе (температура
прессформы ниже температуры стеклования) уменьшается скорость релаксации.
Уменьшение скорости и ограничение продолжительности релаксационного процесса
приводит к остаточной (неполной) релаксации (сохраняющейся в деталях). Часть
ориентированных полимерных цепей при этом остаются “замороженными” в
неравновесных конформациях.
Ориентация распределена в продольном и поперечном сечении детали
неравномерно. В результате возможности релаксации в начальные моменты впуска
материала в прессформу ориентация уменьшена (отсутствие давления и неполный
контакт с прессформой). Далее при двухмерном течении (к стенкам прессформы и
вглубь ее) по радиусу и длине ориентация неравномерна, а ее характер
распределения определяет режим течения.
Эксплуатационные свойства изделий из аморфных полимеров существенно зависят
от степени ориентации в процессе формования: упорядоченная при ориентации
структура полимера приводит к увеличению прочности в направлении течения и
уменьшению прочности в направлении перпендикулярном течению материала,
образованию внутренних напряжений. Это может приводить к растрескиванию
изделий, образованию микротрещин (ухудшению оптических свойств, помутнению,
появлению серебрения) особенно в местах спая встречных потоков материала,
короблению, снижению размерной стабильности.
4.2.3. Особенности формования кристаллизующихся полимеров
При формовании изделия, расплав полимера кристаллизуется в результате
теплопередачи его тепла более холодным стенкам прессформы. Скорость охлаждения
в разных слоях различна: в слоях, касающихся прессформы - наибольшая, в средних
слоях - наименьшая. Скорость охлаждения и напряжение сдвига существенно влияют
на структурообразование. Выделяют две предельных скорости охлаждения V¢пр
и V²пр (рис.12) и два предельных напряжения сдвига t¢пр и t²пр
(рис.13), которые условно разграничивают зависимость размеров и структурных
образований на три участка. При охлаждении с высокими скоростями,
больше V²пр, кристаллизация материала сопровождается только образованием
зачатков кристаллитов и ламелярных образований; при охлаждении с низкими
скоростями, ниже V¢пр, в полимере формируются развитые сферолиты; при
охлаждении спромежуточной скоростью, в пределах V¢пр - V²пр,
формируются промежуточные структурные образования, пропорционально скорости
охлаждения. Охлаждение расплава полимера при низких напряжениях сдвига,
меньше t¢пр, практически не создает деформированных сферолитов, они
симметричны; при деформировании с высокими напряжениями сдвига, выше t²пр
(рис.13), формируются сноповидные или стержневые образования (вытянутые в
направлении течения); при промежуточных напряжениях сдвига в процессе
формования (t¢пр - t²пр) получают ориентированные сферолиты, степень
ориентации зависит от напряжения сдвига.
Формирование слоевой структуры проявляется из-за интенсивного охлаждения
и больших сдвиговых напряжений особенно при литье под давлением. Поэтому
структура деталей сложная. В поперечном сечении детали выделяют три структурные
области, формируемые в три основных периода процесса литья под давлением
(рис.14).
Первая структурная область - поверхностная оболочка (б), образуется в период
заполнения прессформы; вторая область - средний слой ( b ), формируется в
период нарастания давления и выдержки под давлением; третья область -
центральный слой (j ), образуется в период спада давления. Поверхностная
оболочка может состоять из трех слоев (рис.14): первый слой - наружный
- состоит из кристаллитов или ломелярных образований, она образуется при
быстром охлаждении расплава и ориентации расплава при значительных напряжениях
сдвига: слои материала в потоке поворачиваются и растягиваются - ориентируются;
а при соприкосновении со стенками прессформы достигнутая ориентация
фиксируется; средний слой (рис.14) - зона неразвитых сферолитов, которые либо
слабо деформированы - ориентированы, либо недеформированы, так как эти слои
охлаждаются со средними скоростями ( интервал V¢пр - V²пр), причем
сферолитные образования , проходящие с низкими напряжениями сдвига получают
недеформированными, а при напряжениях сдвига t²пр > t > t¢пр
получают несимметричные - ориентированные сферолиты;центральный слой возникает
при заполнении прессформыс высокими напряжениями сдвига, более t²пр, здесь
получают сноповидные сферолиты - ориентированное состояние.
Средняя зона может состоять из двух слоев с различными размерами сферолитов
(рис.14): в наружном слое этой зоны, охлаждающемся со скоростью больше
V¢пр возникают неразвитые сферолиты, внутренние слои охлаждаются с
меньшими скоростями, меньшими V¢пр, и поэтому в ней возникают развитые
сферолитные образования ( в это время, в период подпитки, низкие скорости
течения и низкие напряжения сдвига). В случае литья материала в подогретую
форму образуется одна зона, а скорость охлаждения в различных слоях зоны ниже
предельной V¢пр.
Центральная зона может состоять также из двух зон (рис.14). Эта зона
образуется при охлаждении с низкими скоростями охлаждения и почти без
сдвиговых напряжений, поэтому она состоит из развитых неориентированных
сферолитов. Образование двух слоев определяют условия формования: наружный
слой - без микропор, внутренний с микропорами; при охлаждении под давлением
микропоры не возникают, при частичном охлаждении под давлением в
незатвердевшем до снятия давления материале в результате усадки возникают
микропоры.
Механические свойства изделий из кристаллизующихся полимеров связаны со
слоевой структурой. Зоны центральная и средняя по механическим свойствам мало
отличаются. Поверхностная зона оказывает решающее значение на свойства
изделия и ее учитывают в расчетах на работоспособность в зависимости от
структуры.
Влияние технологических параметров на слоевую структуру изделий
Эти параметры влияют на структуру, размеры слоев и зон изделий из
кристаллизирующихся полимеров и их свойства. Требуемую структуру с заданными
размерами зон и слоев в зависимости от условий эксплуатации изделия можно
получить путем выбора технологических параметров.
Толщина поверхностной зоны зависит от температуры материала То и
прессформы Тф и времени ее заполнения. Увеличение То и Тф уменьшает толщину
этой зоны, а увеличение времени заполнения увеличивает ее. Толщина средней
зоны также будет меньше при повышении То и Тф и времени впуска; повышение
давления Р и времени выдержки увеличивают толщину средней зоны. Толщина
центральной зоны увеличивается с увеличением То и Тф и практически не
зависит от заполнения, давление оказывает незначительное влияние на нее.
4.2.4. Температурно-временная область переработки полимеров
Эту область необходимо выбирать с таким расчетом, чтобы процесс переработки
был стабильным и изделия получали со стабильными показателями качества. Эти
показатели получают при назначении температуры и времени переработки в таких
пределах, когда возможно полное исключение колебания вязкости полимера из-за
термоокислительной и гидролитической деструкции.
Температурно-временную область переработки полимера определяют по зависимости
термостабильности от температуры (или начала деструкции материала при
выдержке); в этом случае строят температурно-временную область переработки
полимера без протекания деструкции ( термоокислительной или гидролитической);
на рис.15 рихована область переработки. В технологической практике возможно
отклонение температуры на 10-15 К, поэтому фактически задают температуру
переработки ниже на 10-15 К. Время действия температуры в литьевом
оборудовании определяют по уравнению: tт=tц*m/mo, где m и
mo - масса материала в нагревательном цилиндре и масса материала одной
детали, tц - время цикла (специально рассчитывают).
Здесь возникает возможность характеризовать перерабатываемость полимера
интервалом температур (между максимальной и минимальной, рис.15). С учетом всех
технологических условий для надежной переработки период термостабильности
полимера в этом температурном интервале должен быть не менее 15 мин. При этом
условии наибольшую температуру задают при периоде термостабильности 15 мин.
Полимер хорошо перерабатывается при интервале температур Тмах - Тмин = DТ >
50 К, удовлетворительно, если DТ = 30-50 К и трудно при DТ
< 30 К.
Для обеспечения качества изделий при переработке нетермостабильных полимеров (DТ
< 30 К) необходимо использование марочного ассортимента полимеров по
вязкости, позволяющего строго регламентировать температурный режим формования.
При переработке в узлах машины и инструмента не должно быть застойных зон, а
после остановки оборудования должны тщательно очистить все узлы от оставшегося
материала, так как в местах длительного температурного воздействия возможна
деструкция материала.
4.2.5. Характеристика способов горячего формования
Литье под давлением применяют для изготовления деталей из термо- и
реактопластов.
При литье под давлением (рис.16) материал в гранулированном или
порошкообразном виде поступает в пластикационный цилиндр литьевой машины, где
прогревается и перемешивается вращающимся шнеком (в шнековых машинах). В
поршневых машинах пластикация осуществляется только в результате прогрева.
При переработке термопластов цилиндр нагревают до 200-350 С, при переработке
реактопластов до 80-120 С. Пластифицированный материал при поступательном
движении шнека или плунжера нагнетается в литьевую форму, где термопласты
охлаждаются до 20-120 С (в зависимости от марки), а реактопласты нагреваются
до 160-200 С. В прессформе материал выдерживают под давлением для
уплотнения, что значительно снижает усадку при охлаждении вне формы.
Объем изделий ограничивается объемом материала, который может быть вытеснен
червяком или поршнем при наибольшем ходе.
В разновидности метода, называемом ИНТРУЗИЕЙ, возможно на той же машине
изготовить изделия значительно большего (в 2-3 раза) объема. При обычном
режиме литья под давлением материал пластицируется вращающимся червяком, а
нагнетается в форму невращающимя червяком при поступательном его движении.
При интрузии пластикационный цилиндр снабжается соплом с широким каналом,
позволяющим материалу перетекать в форму при вращении червяка до начала его
поступательного двидения. Общая длительность цикла не увеличивается благодаря
частичному совмещению отдельных переходов. Метод отличается высокой
производительностью.
Литье под давлением термопластов и реактопластов имеет некоторую
специфику. При литье под давлением термопластов молекулы материала
ориентируются в направлении течения, что сопровождается упрочнением материала в
направлении течения. Поток расплава термопласта в форме расширяется и
перпендикулярно направлению течения в нем возникают ориентационные напряжения -
этоя является еще одной причиной возникновения остаточных напряжений - различие
в скоростях и степени охлаждения материала в поверхностных и внутренних слоях.
Ориентационные напряжения в готовом изделии уменьшить не удается, уменьшение
их достигается путем подбора рабочих элементов конструкции прессформы. При
литье деталей из линейных полимеров следует учмтывать ориентацию молекул и
место спаев потоков материала
в зависимости от варианта расположения литника (рис.17), где свойства детали
отличаются. При действии сжимающих эксплуатационных нагрузок следует
использовать вариант по рис.17, а, при действии изгибающих
нагрузок,перпендикулярных длине - по рис. 17, г. На рис.18 представлены
схемы движения расплава и места спаев полимера при различных литниковых
системах. В местах спая обычно получают ухудшенные механические и многие
другие свойства.
Термические напряжения можно снизить либо уменьшением перепада температур
между материалом и прессформой, либо при последующем нагреве готовых изделий.
В ходе процесса под действием высоких температур и механических напряжений
может происходить деструкция материала. Усадка в прессформе частично
компенсируется ее подпиткой расплавом, находящимся под давлением при
охлаждении формы, поэтому основная усадка происходит после извлечения из
формы изделия. Ориентация макромолекул при литье обусловливает и анизотропию
усадки вдоль и поперек направления течения расплава.
Режимы переработки некоторых термопластов представлены в таблице 3.
Таблица 3
Режимы литья под давлением термопластичных пластмасс
Материал |
Предварительная обработка |
Температура, С |
Давле-ние, МПа |
Выдержка под давлением в прессформе, С |
Термооб-работка |
|
|
|
в камере сжатия |
пресс-формы |
|
|
|
Полисти-рол блочный эмульсионный |
Таблетирование и сушка при 160-180 С в течение 30-60 мин. |
190-215 |
25-40 |
80-150 |
30-60 |
Медлен-ный нагрев до 65-80 С и выдержка 1-3 ч |
Полиамид 68(П54, П548) |
Сушка при 70 С в течение 30-50 ч |
190-265 |
50-130 |
20-175 |
15 |
- |
Полипро-пилен |
- |
180-250 |
120-150 |
80-120 |
- |
Медленное охлаждение |
При литье под давлением реактопластов должны строго регулировать температуру.
При превышении оптимальной температуры происходит отверждение материала до
заполнения формы. При пониженной температуре реактопласт плавится долго.
Качество изделий не уступает по физико-механическим характеристикам изделиям,
формованным другими методами.
Реактопласты льют под давлением реже, чем термопласты. Однако этот метод
прогрессивен. Благодаря интенсивному перемешиванию материала в процессе
подогрева скорость и степень отверждения материала при литье под давлением
выше, чем при прессовании. Наиболее эффективен метод при изготовлении
толстостенных изделий.
6.3. Прессование. Этот метод применяют преимущественно для формования
реактопластов. В производстве используют две разновидности прессования: 1)
прямое (открытое, компрессионное) прессование и 2) литьевое (трансферное)
прессование (пресслитье).
При прямом прессовании (рис.19,а) в загрузочную камеру матрицы раскрытой
прессформы загружается материал. При закрытии формы материал пластифицируется
за счет нагрева от рабочих частей, заполняет оформляющую полость и
отверждается. После разъема формы изделие из формы выталкивается.
Прямому прессованию отдают предпочтение при изготовлении точных простых
деталей, переработке высоконаполненных материалов, производстве деталей
максимально чистого цвета и деталей весом более 1 кг. По поверхности разъема
при прямом прессовании возникает облой (рис. 20). Прямое прессование
малопроизводительный способ производства.
Прямое прессование выполняется на гидравлических прессах, управление прессов
полуавтоматическое; автоматически и точно регулируется температура с
точностью 2 С и время выдержки с помощью установки “МАРС-200Р”.
Режимы прямого прессования для некоторых реактопластов представлены в таблице 4.
Таблица 4
Режимы прессования термореактивных пластмасс
Материал и марка |
Температура прессования, С |
Выдержка под давлением, мин/мм |
Давление, Мпа при прессовании |
||||
|
без подогрева |
с подогревом до 80-100 С |
|
обычном |
литьевом |
||
1 |
2 |
3 |
4 |
5 |
6 |
||
К-15-2, К-17-2, К-18-2, К-20-2, К-110-2, монолит-1,7 |
160-170 |
175-185 |
0.8-1 |
- |
- |
||
К-211-2, К-21-22, К-220-23 |
15-160 |
165 |
1-2.5 |
25-35 |
40-60 |
||
К-211-3 |
- |
180-190 |
1.5-2.5 |
|
|
||
Аминопласт |
135-145 |
165 |
1-1.5 |
25-35 |
- |
||
Литьевое прессование (рис. 19, б). При литьевом прессовании загрузочная
камера отделена от формующей полости. Прессматериал кладут в загрузочную
камеру, где пластифицируется при сжатии под действием теплп. Пластифицированный
материал из загрузочной камеры перетекает в рабочую полость формы. Протекание
по узкому каналу способствует однородному и полному нагреву и отверждению всей
массы материала в форме. Это способствует сокращению выдержки материала в
форме, уменьшению и даже полному избавлению от облоя.
Пресслитью отдают предпочтение при изготовлении толстостенных деталей,
деталей с металлической арматурой, сложной конфигурацией, с тонкими стенками.
Детали отличаются высокой размерной точностью.
Режимы пресслитья представлены в таблице 4.
Недостатком пресслитья является повышенный расход материала по сравнению с
обычным прессованием, так как в загрузочной камере остается часть
необратимого материала.
Заливка - это процесс, применяемый для изготовления изделий из компаундов
или герметизации и изоляции компаундами изделий электронной и
радиопромышленности.
Компаунды - это полимерные композиции на основе полимерного связующего с
добавками пластификаторов, наполнителей, отвердителей и др. Компаунды
представляют собой твердые или воскообразные массы, которые перед
употреблением нагревают для перевода в жидкое состояние.
В зависимости от вязкости компаунда заливку осуществляют без давления или при
небольшом давлении до 0,5 Мпа. В простейшем случае изготовления детали или
герметизации и изоляции изделия компаунд из любой емкости заливают до краев
формы или кожуха прибора.
Режимы отверждения (в зависимости от марки): температура от 20 до 180 С,
время 1-18 часов.
Для более простой автоматизации процесса заливки иногда применяют засыпку
таблетированного материала в форму, который при нагревании формы
расплавляется и заполняет ее. Для автоматизации этого процесса в условиях
крупносерийного производства применяют литье под давлением.
Намотка. Намотку применяют для изготовления изделий типа тел вращения.
Исходными материалами для намотки являются нити (преимущественно стеклянные) и
жидкотекучие полимерные материалы.
Способом намотки изготовляют цилиндрические оболочки, колпаки-обтекатели,
трубчатые и другие изделия.
В процессах намотки используют высокопроизводительные намоточные станки и
оправки, на которые наматывают нити с нанесенным на них полимерным
материалом.
В практике изготовления изделий из стеклопластиков применяют два способа
намотки: мокрый и сухой. При первом способе непосредственно перед намоткой на
оправку производится пропитка стеклянного или другого волокна. При втором
способе используют препрег - предварительно пропитанный связующий материалом
стеклоармирующую нить. Второй - сухой способ, который обеспечивает более
высокую производительность трудаЮ позволяет использовать широкую номенклатуру
связующих и армирующих материалов, обеспечивает высокое качество изделий и
поэтому его широко применяют в производстве. Первый - мокрый способ
используют для изготовления изделий сложной конфигурации в единичном
производстве. Связующими в процессе намотки являются полиэфирные и эпоксидные
смолы.
Процесс изготовления намоткой состоит из следующих операций: 1 - подготовка
технологической оснастки, включающая сборку оправки, установку ее на станок и
подготовку станка, подготовку разделительного слоя, его нанесения на оправку
и сушку; 2 - намотка, включающая установку кассет с препрегом на станок,
послойную намотку с прикаткой; 3 - термообработка изделия (полимеризация
связующего); 4 - разборка оправки; 5 - механическая обработка; 6 - контроль
изделия и упаковка.
Основные способы намотки
1. Тангенциальная намотка (рис.21,а) характерна постоянным шагом намотки в
одну или послойно в одну и другую стороны; недостатки - низкая прочность в
осевом направлении; преимущества - простое оборудование, высокая прочность в
тангенциальном направлении; малые начальные напряжения.
2. Продольно-поперечная намотка (рис.21,б) характерна укладкой слоев
армирования в продольном и поперечном направлении; надостатки - возможна
намотка трубчатых деталей и конических деталей только с небольшим уклоном;
преимущества - сравнительно простое оборудование, высокая производительность,
оптимальная анизотропия свойств.
3. Сочетание намотки по спирали с тангенциальной (рис.21,в) характерно
намоткой двойного спирального слоя с последующей намоткой тангенциального
слоя; недостатки - сложное оборудование, низкая производительность, большие
отходы; преимущества - возможно армирование в различных направлениях.
4. Спиральная намотка (рис.21,г) характерна намоткой только спиральных слоев
с корректировкой углов укладки по зонам; недостатки - сложное програмное
оборудование, низкая производительность, сложные оправки.
5. Намотка с переменным углом армирования (рис.21,д) характерна намоткой по
спирали с переменным по длине оправки углом армирования и корректировкой
этого угла от слоя к слою; недостатки - сложное программное оборудование,
низкая производительность; преимущества - возможна намотка конусов без
отходов.
6. Планарная намотка (рис.21,е) характерна планарной намоткой от полюса к
полюсу; недостатки - низка тангенциальная прочность, значительная
неравномерность прочности полюсов; преимущества - можно использовать
упрощенное оборудование, максимальная прочность вдоль оси.
Типы применяемых оправок для намотки:
1. Неразборные (рис.21,а) - применяют для цилиндрических деталей.
2. Разборные из металлических элементов (рис.22,б) - применяют для деталей с
поднутрениями.
3. Выплавляемые из легкоплавких сплавов (рис.22,в) - применяют для сложных
деталей.
4. Размаваемые (рис.22,г) - применяют для деталей замкнутой формы.
5. Разборные с разрушаемыми элементами (рис.22,д) - применяют для сложных
деталей в единичном производстве.
Режимы переработки полимеров. Из ранее сказанного следует, что к
параметрам режимов обработки относят температуру расплава и инструмента,
давление формования, время заполнения и время выдержки под давлением, а также
разность температур между соседними зонами пластикационного цилиндра.
Рациональные режимы получения изделий выбирают в зависимости от условий их
эксплуатации. Направленное изменение параметров переработки позволяет
получить требуемую структуру и свойства изделий. Так с увеличением указанных
параметров режимов переработки возможно управлять усадкой, стабильностью
размеров и формы, стойкостью к растрескиванию, теплостойкостью,
морозостойкостью аморфных и кристаллизующихся полимеров.
Выбранные технологические параметры переработки уточняют по отдельным
показателям качества изделий. Уточнение производят на основе зависимости
между технологическими параметрами и микроструктурой изделий, определяющей
качество. Для аморфных полимеров определяют ориентацию, и в случае превышения
расчетной величины технологические параметры корректируют в направлении
снижения ориентации. Для кристаллизующихся полимеров рассчитывают
макроструктуру (размеры отдельных слоев и зон) при выбранных технологических
параметрах. Формирующуюся структуру по относительной площади слоев и зон
сравнивают со структурой, обеспечивающей требуемое качество. В случае
отклонения параметров формирующейся макроструктуры от параметров качественных
изделий технологические параметры корректируют.
При изготовлении изделий возможен брак (пузыри, утяжины, коробление,
уменьшение размеров и т.п.). В этом случае также корректируют технологические
параметры переработки.
Выбранные параметры затем корректируют с целью получения наибольшей
производительности при обеспечении качества изделий.
Режимы переработки некоторых марок термопластов представлены в табл. 3,
реактопластов - в табл. 4.
4.3. Способы механической обработки
Общие сведения. Механическую обработку деталей из пластмасс применяют с целью: 1
- изготовления более точных, чем при прессовании или литье деталей; 2 -
изготовления деталей из листовых пластиков, так как эти материалы
поставляют в виде листов, плит, труб и фасонных профилей; 3 - удаления
литников, облоя, грата, пленки в отверстиях и т.п. - отделки (на отдельных
заводах трудоемкость этих операций около 80% общей трудоемкости изготовления
пластмассовой детали); 4 - более экономичного изготовления деталей сложной
конфигурации; 5 - изготовления деталей в условиях единичного и
мелкосерийного производства.
Механообработка пластмасс по сравнению с обработкой резанием металлов имеет
специфические особенности из-за ее низкой теплопроводности, вязкости,
абразивных свойств, которые определяют характерные требования, предъявляемые
к конструкции и геометрии режущего инструмента, к конструкции и оснастке
станков.
При механообработке пластмасс различают следующие способы: а) разделительную
штамповку, б) обработку пластмасс резанием.
Разделительную штамповку применяют для изготовления деталей из листовых
материалов. При этом выполняют следующие операции: вырубку, пробивку,
отрезку, разрезку, обрезку, зачистку. Наиболее распространены операции
вырубки, пробивки, разрезки, зачистки.
Обработку пластмасс резанием применяют для отделки (удаления литников, облоя,
пленки и др.) после горячего формообразования деталей и как самостоятельный
способ изготовления деталей из поделочных пластмасс. При этом выполняют
следующие операции: разрезку, точение, фрезерование, сверление, нарезание
резьб, шлифование, полирование.
4.3.1. Особенности механической обработки
При разделительной штамповке, наряду с известными особенностями для штамповки
металлов, имеют место особенности, связанные с резкой анизотропией
механических свойств пластмасс в плоскости листа и перпендикулярно ей:
расслоение, трещины, ореолы и изменение цвета. Эти особенности вызваны
значительными напряжениями сжатия и изгиба, достигающими предела прочности.
Расслоение материала по толщине характерно для слоистых пластиков (гетинакса,
стеклотекстолита и др.) и возникает по периметру разделения на расстоянии до
3-5 S от поверхности разделения; трещины возникают чаще всего со стороны
пуансона у поверхности - поверхностные трещины, сплошные трещины возникают
при недостаточном расстоянии между отверстиями; ореолы - вспучивание и
изменение цвета материала вдоль периметра отверстия, вызванное расслоением
материала.
Особенности о б р а б о т к и металлов р е з а н и е м полностью относятся и
к обработке пластмасс. Однако особенность строения и состава накладывают
дополнительные особенности.
Относительная низкая плотность, невысокая прочность и твердость пластмасс
обусловливают малое сопротивление пластмасс сжатию и срезу при обработке
резанием, и усилия резания оказываются значительно меньшими, чем при
обработке металлов. Поэтому появляется возможность применять для обработки
пластмасс высокие режимы резания.
При обработке реактопластов образуется стружка надлома, легко рассыпающаяся, а
при резании термопластов в большинстве случаев образуется непрерывная
сливная стружка. При резании пластмасс возникают сравнительно высокие
температуры (до 500 С) на трущихся поверхностях инструмента, а на деталях
возникают прижоги. Это объясняется тем, что теплопроводность пластмасс в
несколько раз меньше, чем у металлов.
После механообработки в поверхностных слоях детали возникают остаточные
напряжения, которые складываясь с монтажными напряжениями (например, при
затяжке болтов, винтов), часто приводят к появлению мелких поверхностных
трещин. Для уменьшения остаточных напряжений при обработке реактопластов
применяют различные технологические приемы: сжатие материала в зоне сверления,
попутное фрезерование, многооперационное сверление с минимальным припуском на
последнем переходе; для термопластов - умеренный нагрев.
4.3.2. Характеристика способов механической обработки
Разделительная штамповка. Схема выполнения и сущность разделительных операций
подобна соответствующим операциям листовой штамповки металлов (вырубки,
пробивки, резки и др.). Однако с целью уменьшения расслоения, трещин и др. в
зоне разделения рекомендуют заготовку прижимать с давлением до 0,8 sв
разделяемого материала. На ряде заводов для снижения брака по трещинам и
расслоению применяют штамповку-пробивку гетинакса незакрепленным пуансоном
(для печатных плат). При этом пуансон движется относительно детали в одном
направлении. Для вырубки (пробивки) листовых пластиков применяют штамповку с
ультразвуковыми колебаниями пуансона. С той же целью платы перед штамповкой
нагревают в термостатах до 80-90 С при выдержке 6-8 мин. или штампуют через
картонные прокладки.
Для разделительных операций используют оборудование: парнодисковые ножницы,
кривошипные прессы. Основным инструментом являются штампы, к которым
предъявляют повышенные требования по точности в сравнении со штампами для
металлов.
Отделка изделий и обработка резанием
З а ч и с т к а - это отделочная операция, применяемая для удаления облоя
(грата) и литников после горячего формования детали. Различают слесарную,
дробеструйную зачистку и другие способы. Слесарная зачистка выполняется в
условиях мелкосерийного производства или когда другими способами невозможно
обработать деталь. Она выполняется с помощью инструментов: напильника,
скальпеля, надфиля, кусачек и др. Деталь закрепляют на поворотных тисках. Д р
о б е с т р у й н а я о б р а б о т к а применяется для удаления грата
толщиной до 0,2 мм путем обдувки деталей дробью из неабразивных материалов
(кусочки капроновой лески). Скорость обдувки 3000-4200 м/мин.
Галтовка применяется для массового удаления грата после горячего
формования или шлифования и полирования изделий небольшого размера. Галтовку
выполняют в горизонтальных или наклонных барабанах, которые заполняют изделиями
и вспомогательными материалами и приводят во вращение. Вспомогательными
материалами являются стальные шарики, шпильки, дробь или шары из плавленной
окиси алюминия. Грат снимается в результате ударов и трения и удаляется из
барабанов через сетчатые стенки или дно. Шлифование или полирование в
галтовочных барабанах выполняют с помощью кусочков пемзы, восковых шаров или
деревянных блоков, пропитанных полировальной пастой. Продолжительность галтовки
0,5-1,5 часа.
Р а з р е з к у применяют для раскроя листовых материалов. Для реактопластов
используют карборундовые круги средней твердости на вулканитовой связке с
размером зерна 0,25-0,50 мм; скорость разрезки 1500-2400 м/мин. Круги обладают
значительно большей износоустойчивостью, чем отрезные фрезы или циркульные
пилы.
Для разрезки термопластов рекомендуют использовать абразивные круги,
облицованные по боковым сторонам рифленой металлической пленкой, которая
уменьшает трение круга о стенки пропила и хорошо рассеивает тепло в окружающую
среду.
Для разрезки листовых пластмасс используют в условиях мелкосерийного
производства разнообразное металлорежущее оборудование - ножницы, фрезерные
ленточно-отрезные станки и др.; в условиях серийного и массового производства
- специальные станки.
Точение реактопластов выполняют при глубине резания 0,5-3мм, подаче
0,05-0,50 мм/об, скорости 20-800 м/ мин в зависимости от марки и вида обработки
(черновое, чистовое); термопласты обрабатывают при глубине резания 0,5-4 мм,
подаче 0,02-0,5 мм/об, скорости 50-1000 м/мин в зависимости от марки и вида
обработки (черновое, чистовое).
Сверление производят при подаче 0,05-0,6 мм/об и скорости 10-80 м/мин в
зависимости от марки материала.
Фрезерование реактопластов производят при глубине резания 1-7 мм, подаче
0,05-0,8 мм/зуб и скорости - 100-500 м/мин; термопласты фрезеруют при глубине
резания 1-10 мм, подаче 0,03-0,30 мм/зуб, скорости 100-1000 м/мин в зависимости
от марки материала и вида обработки (черновая, чистовая).
Нарезание резьб на всех пластмассах может быть выполнено в соответствии с
обрабатываемостью резанием; наибольшая трудность возникает при нарезании резьб
на волокнистых и слоистых пластмассах из-за их расслоения (срыва ниток,
скалывания и др.). Наиболее надежным и высокопроизводительным является
шлифование резьб абразивным кругом, заправленным на угол профиля резьбы.
Например, для стеклопластов используют круги КЗ6СМ1 со скоростью вращения 20-25
м/сек, скорость вращения детали 15-20 м/мин.
Шлифование выполняют карборундовыми кругами средней твердости на
керамической или бакелитовой связке с размером зерен 0,8-0,5 мм для черновой и
0,25-0,16 мм для чистовой обработки. Часто применяют и шлифовальную шкурку с
той же зернистостью.
Полирование применяют для получения после механообработки поверхности
высокого качества. Полирование производят мягкими кругами толщиной до 120 мм.
Круги представляют собой пакет, составленный из муслиновых дисков различного
диаметра 350-450 и 150-200 мм; применяют и фетровые круги. При обработке часть
диска покрывают абразивной пастой - окисью хрома, другая часть остается
свободной от пасты и служит для протирки изделий.
Точение, сверление, фрезерование и др. выполняют на быстроходных станках,
применяемых в металло- и деревообработке. В условиях массового производства
изготовляют специальные станки, оснащенные зажимными приспособлениями и
устройствами для улавливания и отсоса стружки и пыли. Инструменты - резцы,
сверла, фрезы изготовляют из различных инструментальных сталей, особенно
эффективно использование твердосплавных и алмазных инструментов.
Качество механообработки обеспечивается при работе острозаточенным
инструментом. Для повышения качества обработки применяют алмазные инструменты.
Достигаемая точность обработки термо- и реактопластов определяется способом
обработки:
1. Наружное и внутреннее шлифование, двукратное развертывание - 6-7 квалитет;
2. Однократное развертывание, чистовое точение - 7-8 квалитет; 3. Сверление,
чистовое точение и фрезерование - 8-10 квалитет; 4. Черновое точение - 11
квалитет; 5. Черновое фрезерование - 12-13 квалитет.
Шероховатость поверхности зависит в основном от обрабатываемого материала,
при точении реактопластов получают Rа=10-2,5 мкм; термопластов - Rа=2,5-0,63
мкм; при фрезеровании реактопластов Rа=5-1,25 мкм, термопластов Rа=5-0,63
мкм.
5. Выбор способа изготовления изделия.
В зависимости от типа производства (массовое, серийное, единичное) и
требований к качеству изделия выбирают способ изготовления изделия - горячее
формование или механообработку.
Выбор способа горячнго формования изделия из полимера при заданных
показателях качества зависит от текучести (вязкости или молекулярной массы) и
скорости сдвига материала. На рис.23 представлены основные способы формования
изделий в зависимости от вязкости и скорости сдвига материала. Из рисунка
следует, что прессование используют для материалов с малыми скоростями сдвига
при заданной большой вязкости, литье под давлением - для материалов с
большими скоростями сдвига и малой вязкости материала.
Обычно в справочной литературе по выбору материалов и переработке их в
изделия указаны возможные способы их переработки.
Алгоритм выбора способа формования и изготовления изделия представлен на рис.9.
Изготовление деталей из керамики
В
технологии деталей РЭС, говоря о "качестве
детали", преимущественно имеют в виду
качество поверхности детали.
Под
качеством поверхности понимают
физико-химическое и геометрическое
состояние поверхностного слоя изделия
(детали).
Качество поверхности
определяют любые физико-химические и
физико-механические свойства поверхности,
а также ее микро - и макрогеометрия, т.е.
отклонение истинной формы поверхности
от номинальной.
Геометрические
отклонения в зависимости от размеров
разделяют на три группы: макронеровности,
волнистость и шероховатость
(микронеровности).
Макронеровности
– это единичные, не повторяющиеся
регулярно отклонения от номинальной
формы. Например овальность, эллипсность,
конусность, бочкообразность, вогнутость.
Они характеризуются отношением Т1 /
Н1≈1000. Причина их возникновения –
погрешность обработки заготовок.
Волнистость характеризуется
совокупностью периодически повторяющихся
и близких по размерам чередующихся
выступов и впадин. Возникает волнистость
вследствие вибрации станка, приспособления,
инструмента и заготовки; неравномерности
процесса обработки; различного характера
пластических деформаций и т.д. Для
волнистости характерно отношение Т2 /
Н2 ≈ 30 – 1000.
Шероховатостью называют
микронеровности поверхности. Они
характеризуются чередованием выступов
и впадин с параметрами Т3 / Н3 ≈ 0
– 30. Шероховатость возникает из-за
вибрации заготовки и инструмента,
налипания частиц металла на обрабатывающий
инструмент, от состояния и формы
инструментов и др.
Требования к
шероховатости поверхности и параметры
шероховатости устанавливает ГОСТ
2789–73 "Шероховатость поверхности.
Параметры и характеристики".
Шероховатость поверхности в
соответствии с ГОСТ 2789–73 измеряется
на участках базовой длины l и определяется
следующими основными параметрами:
Ra
– среднее арифметическое отклонение
профиля;
Rz – высота неровностей
профиля по десяти точкам;
Rmax –
наибольшая высота неровностей профиля;
Sm – средний шаг неровностей профиля
по средней линии;
S – средний шаг
неровности профиля по вершинам.
Среднее
арифметическое отклонение профиля Ra
определяется как средняя арифметическая
высота неровностей на базовой длине l:
![]() (1)
С определенной степенью точности
Ra можно найти делением суммы высот от
точек профиля до средней линии m на число
взятых высот без учета знаков:
(1)
С определенной степенью точности
Ra можно найти делением суммы высот от
точек профиля до средней линии m на число
взятых высот без учета знаков:
![]() .
(2)
Высота неровности профиля по
десяти точкам Rz определяется как среднее
расстояние между пятью высшими точками
выступов и пятью низшими точками впадин,
отсчитанных от средней линии без учета
знака:
.
(2)
Высота неровности профиля по
десяти точкам Rz определяется как среднее
расстояние между пятью высшими точками
выступов и пятью низшими точками впадин,
отсчитанных от средней линии без учета
знака:
![]() .
(3)
Средняя линия m профиля есть базовая
линия, имеющая форму номинального
профиля и проведенная так, что в пределах
базовой длины среднее квадратическое
отклонение профиля до этой линии
минимальное.
Средняя линия имеет
форму геометрического профиля: для
плоскости–прямая, для шара – окружность
и т.д.
Параметр Rz можно определять
также от произвольной линии P, проведенной
параллельно средней линии:
.
(3)
Средняя линия m профиля есть базовая
линия, имеющая форму номинального
профиля и проведенная так, что в пределах
базовой длины среднее квадратическое
отклонение профиля до этой линии
минимальное.
Средняя линия имеет
форму геометрического профиля: для
плоскости–прямая, для шара – окружность
и т.д.
Параметр Rz можно определять
также от произвольной линии P, проведенной
параллельно средней линии:
![]() .
(4)
Параметр Rmax представляет собой
максимальную высоту неровностей профиля
и равен расстоянию от линии выступов
до линии впадин.
Ra, Rz, Rmax являются
высотными параметрами.
Шаговые
параметры S и Sm характеризуют геометрическую
форму профиля и определяются как среднее
значение:
.
(4)
Параметр Rmax представляет собой
максимальную высоту неровностей профиля
и равен расстоянию от линии выступов
до линии впадин.
Ra, Rz, Rmax являются
высотными параметрами.
Шаговые
параметры S и Sm характеризуют геометрическую
форму профиля и определяются как среднее
значение:
![]() ,(5)
,(5)
![]() .
(6)
Величина, форма и шаг микронеровностей
зависят от методов изготовления, режимов
техпроцесса и других факторов.
Физико-механические характеристики
поверхностного слоя в общем случае
отличаются от аналогичных характеристик
основного материала. К примеру, в литых
заготовках это проявляется в различии
кристаллического строения поверхностных
и внутренних слоев. В механически
обработанных деталях – в различной
прочности, твердости и других
характеристиках, обусловленных
воздействием сил резания на материал
поверхностного слоя.
Качество
поверхностей деталей имеет важное
значение в решении общей проблемы
повышения качества и надежности изделий
в целом. Это обусловлено тем, что в
процессе эксплуатации именно поверхностный
слой в первую очередь подвергается
внешним воздействиям: в нем начинаются
механическое и коррозионное разрушения,
зарождаются усталостные трещины,
происходит износ трущихся поверхностей.
Характеристики поверхности во многом
определяют качество и долговечность
контактов, электрическую прочность
межэлектродных промежутков, надежность
герметизации и др.
Следовательно,
обеспечение и надежный контроль
выполнения технических требований к
качеству поверхностей деталей, также
как и к их точности, должны являться
основными исходными пунктами при
разработке любого варианта технологического
процесса.
Основными этапами
изготовления деталей из керамики
являются:
– химический анализ и
подготовка исходного керамического
сырья;
– тонкий помол и смешивание
компонентов;
– формование заготовки
изделия;
– механическая обработка
необожженных заготовок;
– сушка
заготовок;
– обжиг (предварительный
и окончательный);
– глазурование;
После обжига в ряде случаев приходится
применять механическую обработку. При
изготовлении ряда керамических деталей
некоторый из этих этапов могут
отсутствовать или находиться в другой
последовательности.
Химический
анализ и подготовка керамического
сырья
От качества исходных компонентов
существенно зависят свойства керамики
и их воспроизводимость. Поэтому необходимо
тщательно контролировать и регулировать
физико-химические свойства используемых
материалов. Однородные по составу
сырьевые материалы получить трудно.
Поэтому в процессе контроля устанавливается
содержание различных примесей, которые
не должны превышать установленного
предела. После этого следует очистка
сырья от различных загрязнение, железистых
включений и других примесей. Органические
примеси удаляются с помощью предварительного
обжига.
В качестве основных сырьевых
материалов для изготовления дешевых
керамических изделий электронной
техники, к электрофизическим параметрам
которых предъявляются не высокие
требования, используются традиционные
материалы (глина, каолин и др.). К ним
применяют упрощенные способы очистки
для удаления загрязнений, попадающих
в массу при технологической переработке
(промывка раствором соляной кислоты,
электромагнитная сепарация, водная
промывка, гидравлическая сепарация
тяжелыми жидкостями, флотационное
обогащение).
Основные исходные
компоненты, предназначенные для
изготовления ответственных изделий
ЭТ, представляют собой химические
реактивы высокой чистоты (окись циркония,
кварцу, окись титана, различные карбиды
металлов IV и VI групп и т.д.). Основное
требование к ним – стабильность
химического состава и стабильность
физико-химического состояния. В
большинстве случаев поставляемые
материалы не соответствуют требованиям
керамического производства. Поэтому в
технологии керамического производства
в этих случаях включают процессы
предварительной термообработки исходных
материалов (прокаливание до определенных
температур, иногда плавление) и эффективны
методы точного измельчения.
Затем
сырье подвергают грубому дроблению
вначале на гинековых или валковых
дробилках, а затем на бегунах с подвижным
поддоном. При этом производится обработка
каждого отдельного компонента (каолин,
кварц, тальк, окись циркония, глина,
мрамор и т.д.).
.
(6)
Величина, форма и шаг микронеровностей
зависят от методов изготовления, режимов
техпроцесса и других факторов.
Физико-механические характеристики
поверхностного слоя в общем случае
отличаются от аналогичных характеристик
основного материала. К примеру, в литых
заготовках это проявляется в различии
кристаллического строения поверхностных
и внутренних слоев. В механически
обработанных деталях – в различной
прочности, твердости и других
характеристиках, обусловленных
воздействием сил резания на материал
поверхностного слоя.
Качество
поверхностей деталей имеет важное
значение в решении общей проблемы
повышения качества и надежности изделий
в целом. Это обусловлено тем, что в
процессе эксплуатации именно поверхностный
слой в первую очередь подвергается
внешним воздействиям: в нем начинаются
механическое и коррозионное разрушения,
зарождаются усталостные трещины,
происходит износ трущихся поверхностей.
Характеристики поверхности во многом
определяют качество и долговечность
контактов, электрическую прочность
межэлектродных промежутков, надежность
герметизации и др.
Следовательно,
обеспечение и надежный контроль
выполнения технических требований к
качеству поверхностей деталей, также
как и к их точности, должны являться
основными исходными пунктами при
разработке любого варианта технологического
процесса.
Основными этапами
изготовления деталей из керамики
являются:
– химический анализ и
подготовка исходного керамического
сырья;
– тонкий помол и смешивание
компонентов;
– формование заготовки
изделия;
– механическая обработка
необожженных заготовок;
– сушка
заготовок;
– обжиг (предварительный
и окончательный);
– глазурование;
После обжига в ряде случаев приходится
применять механическую обработку. При
изготовлении ряда керамических деталей
некоторый из этих этапов могут
отсутствовать или находиться в другой
последовательности.
Химический
анализ и подготовка керамического
сырья
От качества исходных компонентов
существенно зависят свойства керамики
и их воспроизводимость. Поэтому необходимо
тщательно контролировать и регулировать
физико-химические свойства используемых
материалов. Однородные по составу
сырьевые материалы получить трудно.
Поэтому в процессе контроля устанавливается
содержание различных примесей, которые
не должны превышать установленного
предела. После этого следует очистка
сырья от различных загрязнение, железистых
включений и других примесей. Органические
примеси удаляются с помощью предварительного
обжига.
В качестве основных сырьевых
материалов для изготовления дешевых
керамических изделий электронной
техники, к электрофизическим параметрам
которых предъявляются не высокие
требования, используются традиционные
материалы (глина, каолин и др.). К ним
применяют упрощенные способы очистки
для удаления загрязнений, попадающих
в массу при технологической переработке
(промывка раствором соляной кислоты,
электромагнитная сепарация, водная
промывка, гидравлическая сепарация
тяжелыми жидкостями, флотационное
обогащение).
Основные исходные
компоненты, предназначенные для
изготовления ответственных изделий
ЭТ, представляют собой химические
реактивы высокой чистоты (окись циркония,
кварцу, окись титана, различные карбиды
металлов IV и VI групп и т.д.). Основное
требование к ним – стабильность
химического состава и стабильность
физико-химического состояния. В
большинстве случаев поставляемые
материалы не соответствуют требованиям
керамического производства. Поэтому в
технологии керамического производства
в этих случаях включают процессы
предварительной термообработки исходных
материалов (прокаливание до определенных
температур, иногда плавление) и эффективны
методы точного измельчения.
Затем
сырье подвергают грубому дроблению
вначале на гинековых или валковых
дробилках, а затем на бегунах с подвижным
поддоном. При этом производится обработка
каждого отдельного компонента (каолин,
кварц, тальк, окись циркония, глина,
мрамор и т.д.).
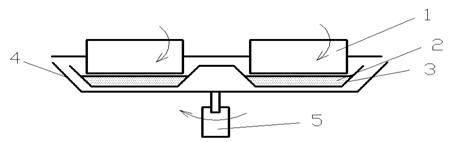 Рис.1.
Бегуны для грубого дробления керамического
сырья
Далее следует просеивание
материала через сито и очистка фракций
от металлических частиц.
Рис.1.
Бегуны для грубого дробления керамического
сырья
Далее следует просеивание
материала через сито и очистка фракций
от металлических частиц.
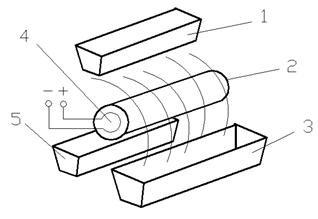 Рис.2.
Установка для магнитной сепарации
сухого керамического порошка: 1 – бункер;
2 – вращающийся цилиндр из железа; 3 –
бункер для очищенного порошка; 4 –
наконечник для электромагнита; 5 –
бункер для ферромагнитных примесей
Тонкий
помол и смешивание компонентов.
Измельчение
и одновременное смешивание материалов,
в заданных пропорциях производится на
вибрационных мельницах. Длительность
цикла составляет 30–90 мин. Помол
производится с добавкой воды. В бак
загружаются материалы и фарфоровые
шары диаметром от 20 до 70 мм.
При
вибрации шары перемещаются, перетирая
массу, которая при этом перемешивается.
Величина частиц материала после
такого помола не превышает 1 мкм.
После
помола образовавшаяся жидкая масса –
называемая шликер – пропускается через
магнитный сепаратор для удаления
железистых включений и через сито
(900–1600 отв/см2) для удаления прочих
механических примесей.
Очищенный
шликер подвергается уплотнению с целью
удаления излишков воды и пузырьков
воздуха. Влажность массы шликера
доводиться до 22–25%.
Формование
заготовок.
Осуществляется одним из
следующих способов: сухим прессованием,
пластичным прессованием (штамповкой),
выдавливанием через мундштук, горячим
литьем под давлением.
Сухое прессование
применяется для изготовления изделий,
относительно большой толщины с
незначительными выступами и впадинами
(заготовки керамических конденсаторов).
Заготовки из влажного шликера высушивают
в сушильных шкафах или токами высокой
частоты до влажности 4–5%. Затем
производится их размельчение и просеивание
через сито (64–81 отв/см2). В полученный
порошок вводится пластификатор –
парафин или водный раствор поливинилового
спирта. Массу формуют в металлических
пресс-формах на гидравлических или
пневматических прессах.
Пластическое
прессование (штамповка) применяется,
главным образом для изготовления
установочных деталей малых размеров,
сложной конфигурации и небольшой
толщины. Подготовка массы производится
также, как и при сухом прессовании. В
качестве связки применяется древесная
смола или керосин. Влажность порошка
доводится до такой степени, при которой
давление при штамповке может вызвать
некоторую его текучесть. При этом
используются высокопроизводительные
эксцентриковые прессы. Однако детали
после обжига получают большую усадку
и пористость.
Выдавливание через
мундштук применяется для получения
керамических деталей удельной формы –
трубок, стержней, колодок. Керамическая
масса в этом случае должна содержать
от 20 до 25% влаги. Для повышения пластичности
в неё добавляют декстрин и тунговое
масло. Все это многократно пропускается
через мешалку для получения однородной
массы. Затем масса загружается в
мундштучный пресс.
Рис.2.
Установка для магнитной сепарации
сухого керамического порошка: 1 – бункер;
2 – вращающийся цилиндр из железа; 3 –
бункер для очищенного порошка; 4 –
наконечник для электромагнита; 5 –
бункер для ферромагнитных примесей
Тонкий
помол и смешивание компонентов.
Измельчение
и одновременное смешивание материалов,
в заданных пропорциях производится на
вибрационных мельницах. Длительность
цикла составляет 30–90 мин. Помол
производится с добавкой воды. В бак
загружаются материалы и фарфоровые
шары диаметром от 20 до 70 мм.
При
вибрации шары перемещаются, перетирая
массу, которая при этом перемешивается.
Величина частиц материала после
такого помола не превышает 1 мкм.
После
помола образовавшаяся жидкая масса –
называемая шликер – пропускается через
магнитный сепаратор для удаления
железистых включений и через сито
(900–1600 отв/см2) для удаления прочих
механических примесей.
Очищенный
шликер подвергается уплотнению с целью
удаления излишков воды и пузырьков
воздуха. Влажность массы шликера
доводиться до 22–25%.
Формование
заготовок.
Осуществляется одним из
следующих способов: сухим прессованием,
пластичным прессованием (штамповкой),
выдавливанием через мундштук, горячим
литьем под давлением.
Сухое прессование
применяется для изготовления изделий,
относительно большой толщины с
незначительными выступами и впадинами
(заготовки керамических конденсаторов).
Заготовки из влажного шликера высушивают
в сушильных шкафах или токами высокой
частоты до влажности 4–5%. Затем
производится их размельчение и просеивание
через сито (64–81 отв/см2). В полученный
порошок вводится пластификатор –
парафин или водный раствор поливинилового
спирта. Массу формуют в металлических
пресс-формах на гидравлических или
пневматических прессах.
Пластическое
прессование (штамповка) применяется,
главным образом для изготовления
установочных деталей малых размеров,
сложной конфигурации и небольшой
толщины. Подготовка массы производится
также, как и при сухом прессовании. В
качестве связки применяется древесная
смола или керосин. Влажность порошка
доводится до такой степени, при которой
давление при штамповке может вызвать
некоторую его текучесть. При этом
используются высокопроизводительные
эксцентриковые прессы. Однако детали
после обжига получают большую усадку
и пористость.
Выдавливание через
мундштук применяется для получения
керамических деталей удельной формы –
трубок, стержней, колодок. Керамическая
масса в этом случае должна содержать
от 20 до 25% влаги. Для повышения пластичности
в неё добавляют декстрин и тунговое
масло. Все это многократно пропускается
через мешалку для получения однородной
массы. Затем масса загружается в
мундштучный пресс.
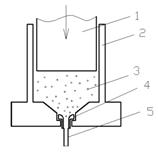 Рис.3.
Выдавливание через мундштук: 1 – поршень;
2 – стенка цилиндра;
3 – керамическая
масса; 4 – мундштук; 5 – стержень,
выдавливаемый из мундштука.
В
пустотелый цилиндр загружается
керамическая масса. Под действием
приложенной силы поршень выжимает массу
через мундштук. При этом получается
сплошной стержень. Если же будет
установлена рамка с сердечником, то
получиться трубка.
Горячее литье
под давлением позволяет изготавливать
детали повышенной точности и сложной
формы (например, каркасы катушек). По
этому способу суспензия керамического
материала со связкой (воск+парафин+олеиновая
кислота) разогреваются до 60–100є С и под
давлением подается в металлическую
форму, из которой после охлаждения
извлекается готовая заготовка.
Механическая обработка необожженных
заготовок.
Керамические изделия
после формовки могут не соответствовать
чертежам детали по форме и размерам.
Для придания соответствующей формы
заготовкам используется механическая
доработка. Она выполняется на токарных,
фрезерных, сверлильных и других станках.
При этом применяется режущий инструмент
с наконечниками из сверхтвердых сплавов,
так как необожженная керамическая масса
обладает абразивными свойствами.
Сушка.
Сушка заготовок из
керамической массы производиться для
удаления влаги и понижения содержания
пластификатора и связки.
Применяют
следующие виду сушки: естественная
воздушная сушка, горячая сушка в сушильных
шкафах, сушка токами высокой и промышленной
частоты.
При воздушной сушке заготовки
выдерживаются в сушильных шкафах при
t=18–22є С в течении 10–25 суток.
При
горячей сушке в сушильном шкафу или
камере заготовка постепенно нагревается
до 70є С и выдерживается там необходимое
время (10–15 часов).
Сушка токами
промышленной частоты состоит в пропускании
электрического тока по заготовке. В
результате выделяющегося тепла
производится нагрев и обезвоживание
материала.
Сушка токами высокой
частоты применяется для заготовок любой
формы. Суть процесса состоит в следующем:
заготовки размещаются между обкладками
контурного конденсатора генератора
высокой частоты (5–10 МГц) и нагревают
электрическим полем тем сильнее, чем
выше влажность его участков.
После
сушки заготовки пропитывают горячим
парафином (90–110є С) и подвергают
дополнительной механической обработке.
Обжиг.
Один из самых ответственных
этапов изготовления керамических
изделий, который определяет в основном
качество деталей.
Обжиг производится
в два этапа: предварительный и
окончательный.
Предварительный
обжиг производится при t=800–1000є C в
электрических печах непрерывного
действия. В процессе предварительного
обжига из керамической массы удаляется
связка и изделия приобретают необходимую
механическую прочность.
Затем
осуществляется окончательный обжиг
при t=1250–1450є C. Окончательный обжиг
обеспечивает спекание керамической
массы – часть компонентов расплавляется,
пропитывая всю массу изделия, при этом
в ее среде происходят реакции растворения
и образования новых соединений.
В
процессе охлаждения обожженных деталей
масса затвердевает. Режим охлаждения
должен быть равномерным для устранения
возможного растрескивания изделия.
Для каждой керамической массы
температурные режимы и выдержка
подбираются экспериментально. Правильно
обожженные изделия имеют ровный
бледно-желтый оттенок. Недожженные
изделия имеют белый цвет.
Если к
изделию предъявляются повышенные
требования в отношении точности, то оно
подвергается после обжига окончательной
механической обработке – шлифованию,
сверлению, резанию. Точность обработки
составляет ±0,01 мм.
Глазурование.
Глазурование
или покрытие керамических деталей
глазурями позволяет защитить их
поверхность от загрязнения, повысить
электрическое поверхностное сопротивление
и придать деталям красивый внешний вид.
Глазури изготавливаются из материалов,
близких по составу к керамическим
массам, с добавкой стеклообразующих
веществ. Глазури бывают тугоплавкие и
легкоплавкие. Тугоплавкие глазури имеют
температуру плавления в интервале
1200–1450є С. Они наносятся на керамические
изделия непосредственно после формирования
изделия и сушки, если в керамической
массе отсутствует связка или после
предварительного или окончательного
обжига, когда удалены все виды органических
связок. Легкоплавкие глазури имеют
температуру плавления в интервале от
600 до 1000є С и наносятся только после
обжига изделия.
Глазури наносятся
на изделия погружением или пульверизацией
с использованием механической смеси
тонкодисперсного порошка и воды.
Температурный коэффициент линейного
расширения глазури подбирается близким
по величине к коэффициенту линейного
расширения керамики, благодаря чему
предотвращается появление трещин на
глазурованной поверхности.\
Рис.3.
Выдавливание через мундштук: 1 – поршень;
2 – стенка цилиндра;
3 – керамическая
масса; 4 – мундштук; 5 – стержень,
выдавливаемый из мундштука.
В
пустотелый цилиндр загружается
керамическая масса. Под действием
приложенной силы поршень выжимает массу
через мундштук. При этом получается
сплошной стержень. Если же будет
установлена рамка с сердечником, то
получиться трубка.
Горячее литье
под давлением позволяет изготавливать
детали повышенной точности и сложной
формы (например, каркасы катушек). По
этому способу суспензия керамического
материала со связкой (воск+парафин+олеиновая
кислота) разогреваются до 60–100є С и под
давлением подается в металлическую
форму, из которой после охлаждения
извлекается готовая заготовка.
Механическая обработка необожженных
заготовок.
Керамические изделия
после формовки могут не соответствовать
чертежам детали по форме и размерам.
Для придания соответствующей формы
заготовкам используется механическая
доработка. Она выполняется на токарных,
фрезерных, сверлильных и других станках.
При этом применяется режущий инструмент
с наконечниками из сверхтвердых сплавов,
так как необожженная керамическая масса
обладает абразивными свойствами.
Сушка.
Сушка заготовок из
керамической массы производиться для
удаления влаги и понижения содержания
пластификатора и связки.
Применяют
следующие виду сушки: естественная
воздушная сушка, горячая сушка в сушильных
шкафах, сушка токами высокой и промышленной
частоты.
При воздушной сушке заготовки
выдерживаются в сушильных шкафах при
t=18–22є С в течении 10–25 суток.
При
горячей сушке в сушильном шкафу или
камере заготовка постепенно нагревается
до 70є С и выдерживается там необходимое
время (10–15 часов).
Сушка токами
промышленной частоты состоит в пропускании
электрического тока по заготовке. В
результате выделяющегося тепла
производится нагрев и обезвоживание
материала.
Сушка токами высокой
частоты применяется для заготовок любой
формы. Суть процесса состоит в следующем:
заготовки размещаются между обкладками
контурного конденсатора генератора
высокой частоты (5–10 МГц) и нагревают
электрическим полем тем сильнее, чем
выше влажность его участков.
После
сушки заготовки пропитывают горячим
парафином (90–110є С) и подвергают
дополнительной механической обработке.
Обжиг.
Один из самых ответственных
этапов изготовления керамических
изделий, который определяет в основном
качество деталей.
Обжиг производится
в два этапа: предварительный и
окончательный.
Предварительный
обжиг производится при t=800–1000є C в
электрических печах непрерывного
действия. В процессе предварительного
обжига из керамической массы удаляется
связка и изделия приобретают необходимую
механическую прочность.
Затем
осуществляется окончательный обжиг
при t=1250–1450є C. Окончательный обжиг
обеспечивает спекание керамической
массы – часть компонентов расплавляется,
пропитывая всю массу изделия, при этом
в ее среде происходят реакции растворения
и образования новых соединений.
В
процессе охлаждения обожженных деталей
масса затвердевает. Режим охлаждения
должен быть равномерным для устранения
возможного растрескивания изделия.
Для каждой керамической массы
температурные режимы и выдержка
подбираются экспериментально. Правильно
обожженные изделия имеют ровный
бледно-желтый оттенок. Недожженные
изделия имеют белый цвет.
Если к
изделию предъявляются повышенные
требования в отношении точности, то оно
подвергается после обжига окончательной
механической обработке – шлифованию,
сверлению, резанию. Точность обработки
составляет ±0,01 мм.
Глазурование.
Глазурование
или покрытие керамических деталей
глазурями позволяет защитить их
поверхность от загрязнения, повысить
электрическое поверхностное сопротивление
и придать деталям красивый внешний вид.
Глазури изготавливаются из материалов,
близких по составу к керамическим
массам, с добавкой стеклообразующих
веществ. Глазури бывают тугоплавкие и
легкоплавкие. Тугоплавкие глазури имеют
температуру плавления в интервале
1200–1450є С. Они наносятся на керамические
изделия непосредственно после формирования
изделия и сушки, если в керамической
массе отсутствует связка или после
предварительного или окончательного
обжига, когда удалены все виды органических
связок. Легкоплавкие глазури имеют
температуру плавления в интервале от
600 до 1000є С и наносятся только после
обжига изделия.
Глазури наносятся
на изделия погружением или пульверизацией
с использованием механической смеси
тонкодисперсного порошка и воды.
Температурный коэффициент линейного
расширения глазури подбирается близким
по величине к коэффициенту линейного
расширения керамики, благодаря чему
предотвращается появление трещин на
глазурованной поверхности.\