

Расчет промежуточных припусков и размеров заготовки
Припуски рассчитываются на обработку и промежуточные, предельные размеры поверхности ∅20k6 мм вала. На остальные обрабатываемые поверхности назначить припуски и допуски по ГОСТ 7505-74. Заготовка получена штамповкой на ГКМ. Группа точности заготовки – 2, масса детали – 0,89кг.
Технологический маршрут обработки поверхности ∅20к6 состоит из 5 операций: точение черновое, точение чистовое, шлифование предварительное, шлифование окончательно, полирование. Заготовка установлена в центрах. Торцы обрабатываются черновым фрезерование. Исходный пруток ∅18мм отрезан дисковой фрезой по длине.
Расчет припусков на обработку ∅20к6 мм производится следующим образом:
Рассчитываем ρ. Принимаем установку заготовки в центрах
![]() ,
,
где ρ – суммарная пространственная погрешность установки.
ρ см – погрешность смещения, мм; ρ см = 0,3 мм = 300 мкм (Табл.4.3)
ρ к.о - общая кривизна заготовки, мм;
![]() ,
,
где Δк – удельная кривизна стержня на 1 мм длины после высадки утолщения на гкм, мкм;
l – длина заготовки, мм;
![]()
ρ ц – погрешность центрирования, мкм;
![]()
где δ – допуск на диаметр базовой поверхности заготовки, используемой при зацентровке;
![]()
![]()
Остальные пространственные отклонения:
![]()
![]()
![]()
Так как обработка ведется в центрах детали, погрешность установки заготовки в радиальном направлении равна нулю.
Расчет минимальных значений припусков:
![]()
![]()
![]()
![]()
![]()
![]()
Графа «Расчетный размер» заполняется, начиная с конечного (четвертого) размера путем последовательного прибавления расчетного минимального припуска на каждом техническом переходе:
![]()
![]()

![]()
![]()
![]()
![]()
Небольшие предельные размеры вычисляются прибавлением припуска к наименьшему предельному размеру на предшествующем переходе и выполняемом переходе:
![]()
![]()
![]()
![]()
![]()
![]()
Предельное значение припуска:
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
Проверка выполненных расчетов выполняется по формуле:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Все расчеты сделаны правильно, так как условие выполняется. Полученные данные сводим в таблицу 2.2.
 Таблица
2.2 – Расчет припусков и предельных
размеров по переходам поверхности
Таблица
2.2 – Расчет припусков и предельных
размеров по переходам поверхности
![]() ∅20к6
∅20к6
![]()
Техноло гический переход |
Элемент припуска |
2Zmin, мкм |
Ресчет- ный размер dp мм |
Допуск δмм |
Предельный размер |
Предельные значения припуска |
|||||
Rz |
h |
p |
E |
dmin |
dmax |
2Zmin |
2Z max |
||||
Заготовка штамповка |
150 |
150 |
1237 |
0 |
- |
23,649 |
2100 |
23,649 |
25,749 |
- |
- |
Точение черновое |
50 |
50 |
74 |
0 |
2×1537 |
20,575 |
330 |
20,575 |
20,905 |
3,074 |
4,844 |
Точение чистовое |
30 |
30 |
2,7 |
0 |
2×174 |
20,227 |
84 |
20,227 |
20,311 |
0,348 |
0,594 |
Шлифование предвари- тельное |
10 |
20 |
- |
0 |
2×62,7 |
20,102 |
52 |
20,102 |
20,154 |
0,125 |
0,157 |
Шлифование окончатель- ное |
5 |
15 |
- |
0 |
2×30 |
20,042 |
21 |
20,042 |
20,063 |
0,06 |
0,091 |
Полирование |
6 |
12 |
- |
0 |
2×20 |
13 |
13 |
20,002 |
20,015 |
0,04 |
0,05 |
|
Σ |
3,667 |
5,734 |
||||||||
Размер заготовки: 23,1![]()
Таблица 2.3 – Расчет припусков табличным методом
Размер на чертеже детали |
Номиналь-ный допуск |
Шерохо- ватость |
Смеще- ние |
Заусен- цы |
Величи- на облоя |
Откло- нение |
Размер на чертеже заготовки |
20 |
к6 |
Ra 0,8 |
0,4 |
2,0 |
0,7 |
|
23,1 |
25 |
h14 |
Ra 6,3 |
0,4 |
2,0 |
0,7 |
|
26,7 |
42 |
h12 |
Ra 3,2 |
0,4 |
3,0 |
0,7 |
|
43,7 |
20 |
d9 |
Ra 0,2 |
0,4 |
2,0 |
0,7 |
|
23,1 |
17 |
n6 |
Ra 0,8 |
0,4 |
2,0 |
0,7 |
|
20,1 |
206 |
h14 |
Ra 12,5 |
0,4 |
4 |
0,7 |
|
211,1 |
118 |
h12 |
Ra 1,6 |
0,4 |
4,0 |
0,7 |
|
123,1 |
36 |
h14 |
Ra 6,3 |
0,4 |
2,0 |
0,7 |
|
39,1 |
70 |
h14 |
Ra 1,6 |
0,4 |
3,0 |
0,7 |
|
74,1 |
34 |
h14 |
Ra 1,4 |
0,4 |
2,0 |
0,7 |
|
37,1 |
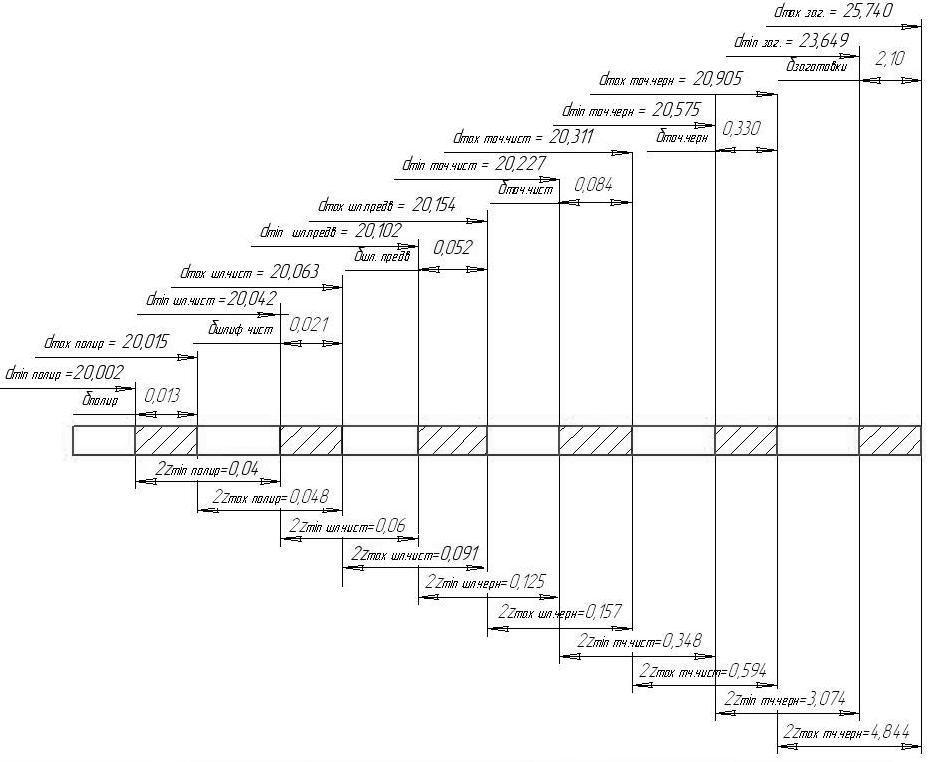

Рисунок 1 – Схема расположения припусков и допусков на обработку детали «Вал-шестерня»