

МІНІСТЕРСТВО ОСВІТИ, НАУКИ, МОЛОДІ ТА СПОРТУ УКРАЇНИ
Національний університет кораблебудування
імені адмірала Макарова
Ю. О. Казимиренко, Н. Ю. Лебедєва
МЕТОДИЧНІ ВКАЗІВКИ
до виконання лабораторних робіт з курсів
«МАТЕРІАЛОЗНАВСТВО» і «ТЕХНОЛОГІЇ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ»
для студентів інженерно-технічних та економічних спеціальностей денної та заочної форми навчання
Рекомендовано Методичною радою НУК
Електронне видання комбінованого
використання на DVD-ROM
Миколаїв 2012
УДК 620.22(076.5)
ББК 30.3я73
К 14
Укладачі :
Ю. О. Казимиренко, канд. техн. наук, доцент кафедри матеріалознавства і технології металів Національного університету кораблебудування імені адмірала С.О. Макарова;
Н. Ю. Лебедєва, канд. техн. наук, доцент кафедри матеріалознавства і технології металів Національного університету кораблебудування імені адмірала С.О. Макарова.
Рецензент - А. В. Лабарткава, канд. техн. наук, доцент кафедри зварювального виробництва Національного університету кораблебудування імені адмірала С.О. Макарова.
Кафедра матеріалознавства і технології металів
Казимиренко Ю. О.
К 14 Методичні вказівки до виконання лабораторних робіт з курсів «Матеріалознавство» і «Технології конструкційних матеріалів» для студентів інженерно-технічних та економічних спеціальностей денної та заочної форми навчання / Ю. О. Казимиренко, Н. Ю. Лебедєва. – Миколаїв : Видавництво НУК, 2012. – с.
УДК 620. 22(076.5)
ББК 30.3я73
Подано загальні теоретичні відомості, рекомендації щодо порядку виконання лабораторних робіт, які надають можливість студентам ознайомитися з основним обладнанням і технологічними процесами в галузі матеріалознавства і технології конструкційних матеріалів. Методичні вказівки містять контрольні питання для самоперевірки. Призначено для студентів інженерно-технічних та економічних спеціальностей денної та заочної форми навчання.
© Казимиренко Ю. О.
Лебедєва Н. Ю., 2012
© Видавництво НУК, 2012
Лабораторна робота № 1
Особливості технології виготовлення відливок у піщано-глиністих формах
Мета роботи: ознайомитись з технологією виготовлення відливок в одноразовій формі.
Теоретичні відомості
В сучасному ливарному виробництві існують різні способи виготовлення відливок. Використання того чи іншого способу залежить від багатьох факторів: типом виробництва (одиничне, серійне, масове); масою відливок (дрібні – до 100 кг, середні – до 1000 кг, великі – понад 1000 кг); точністю та чистотою поверхні відливок; ливарними властивостями сплавів; вартістю того чи іншого способу. Переважну кількість відливок виготовляють у піщано-глинистих формах.
Розглянемо процес виготовлення втулки у піщано-глинистій формі. Для отримання відливки необхідно мати ливарну форму, стрижень (рис.1.1) і розплавлений метал.
Ливарна форма складається із двох півформ 1 і 2, порожнина яких має конфігурацію зовнішньої поверхні відливки, а стрижень –конфігурацію отвору. Розплавлений метал з ковша заливають у порожнину форми через канали, які називають ливниковою системою. Остання складається з ливникової чаші 7, стояка 8 і живильника 9. Канал 6– випор, призначений для виходу повітря з порожнини форми під час наповнення її металом. Після кристалізації й охолодження металу форму та стрижень руйнують і виймають відливку.
Формова суміш призначена для виготовлення ливарної форми. Суміш складається із наповнювача (піску), зв'язувальної речовини (глини з водою) і протипригарних речовин. Головними властивостями формової суміші є пластичність, вогнетривкість, газопроникність, міцність і податливість.
Стрижнева суміш служить для виготовлення стрижнів, які перебувають у важких робочих умовах, ніж форма, оскільки вся їх поверхня, за винятком знаків, оточена розплавленим металом. Під дією високої температури металу в стрижні вигоряють органічні складники, а під час охолодження відливки він зазнає стискальних зусиль від усадки металу. Ось чому стрижень порівняно з формою повинен мати вищу міцність, газопроникність, податливість і вогнетривкість. Водночас опір руйнуванню стрижня під час вибивання з відливки має бути незначним.
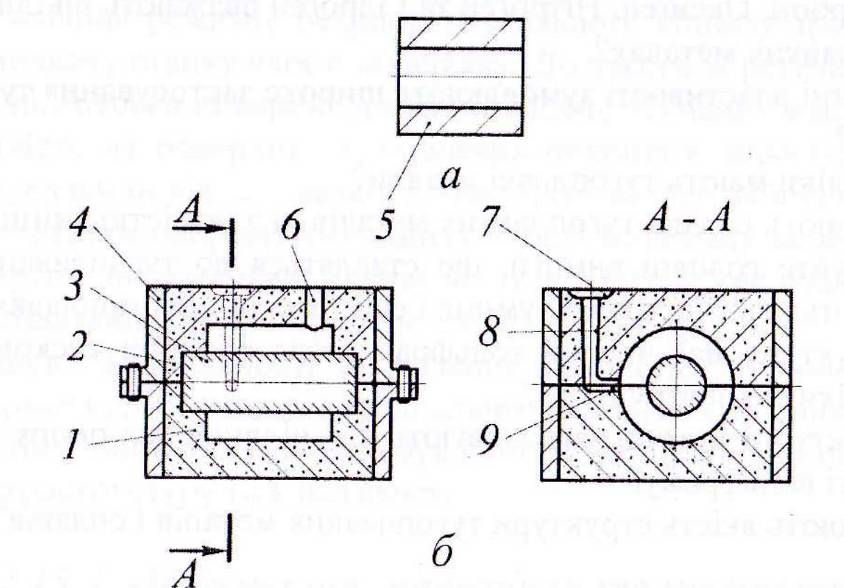
Рис. 1.1. Втулка (а) і форма (б) для відливання втулки:
1– нижня півформа; 2 – верхня півформа;
3 – стрижень; 4 - опока; 5 - відливка; 6 - випор;
7 – ливникова чаша; 8 – стояк; 9 – живильник
Модель відливки служить для створення відбитка зовнішньої поверхні відливки у формовій суміші. Тому поверхня моделі геометрично подібна до зовнішньої поверхні відливки. Оскільки для відливки з порожниною модель повинна створити також відбиток у формовій суміші для вставлення в нього кінців стрижня, то напроти майбутньої порожнини на моделі передбачають спеціальні виступи – стрижневі знаки. Технологія виготовлення форми вимагає, щоб модель була, як правило, рознімною, а частини моделі повинні добре центруватись між собою за допомогою двох шипів і відповідних їм отворів.
Розміри моделі є більшими за розміри відливки на величину лінійної усадки металу, а порівняно з розмірами деталі – більшими на величину лінійної усадки металу і припусків на механічну обробку. Щоб полегшити виймання моделі з форми, на її вертикальних стінках передбачають нахили в межах від 0 доЗ°.
Для виготовлення ливарної форми крім моделі відливки необхідно мати моделі ливникової системи і випору. Моделі ливникової системи створюють канали для заливання у форму розплавленого металу, а модель випору – канал, по якому із порожнини форми виходить повітря, що витісняється розплавленим металом.
Моделі повинні мати достатню міцність, жорсткість і вологотривкість. їх виготовляють із деревини, пластмас або металів. Матеріал моделей вибирають залежно від типу виробництва та складності відливки. В одиничному виробництві модель виготовляють, як правило, із деревини, в масовому виробництві – з металу (сплави алюмінію, рідше –чавун) або з пластмаси. Деревина, що йде на виготовлення моделей, повинна бути сухою (вологість 8... 10 %). Робочу поверхню моделей викінчують шліфувальним полотном. Для запобігання дії вологи і збереження поверхні моделі, її фарбують у відповідний колір: для чавунних відливок – у червоний, для сталевих – у сірий, для відливок зі сплавів кольорових металів – у жовтий. Стрижневі знаки завжди фарбують у чорний колір.
Стрижнева скринька призначена для виготовлення в ній стрижня із стрижневої суміші. Стрижень служить для утворення у відливці порожнини (отвору).
Опока - це пристрій у вигляді рамки (прямокутного або іншого перерізу), яка призначена для виготовлення в ній півформи. Для виготовлення ливарної форми використовують, як правило, дві парні опоки – верхню і нижню. Центрують опоки штифтами, що входять у відповідні отвори. Найчастіше опоки виготовляють із чавуну або сталі.