

Отчеты по лаб. работам
.docxМинистерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторной работе № 1
"Машиностроительные материалы"
Студент (ка) группы 23225.1 О.Д.Смирнова
Преподаватель Е.Н.Крупкина
Санкт-Петербург
201
1. Цель работы. Знание классификации, правил маркировки машиностроительных материалов и области применения сталей и сплавов.
2. Классификация и принципы маркировки сталей и сплавов в зависимости от их химического состава. (несколько предложений, кратко самое главное)
3. Расшифровка марок машиностроительных материалов с указанием качества сталей (см. пример в табл. 1, бирюзовым цветом выделены сведения, соответствующие качеству стали, можно их не указывать)
Вариант 15 Таблица 1
|
№п/п |
Марка сплава |
Наименование сплава |
Назначение |
Качество (для сталей) |
Химический состав |
|
1 |
45 |
сталь углеродистая |
конструкционная |
качественная |
0,45% углерода, до 0,035% серы и фосфора (каждого) |
|
2 |
ХНМ |
сталь легированная |
инструментальная |
высококачественная |
по 1% углерода, хрома, никеля и молибдена, сера и фосфор – каждого до 0,025% |
|
3 |
У12А |
сталь углеродистая |
инструментальная |
высококачественная |
1,2% углерода, сера и фосфор – каждого до 0,025% |
|
4 |
БрАЖН10–4–4 |
бронза |
деформируемая (т.е. для обработки давлением) |
------------- |
10% алюминия, 4% железа, 4% никеля, остальное (82%) - медь |
|
5 |
АС45Г2
|
сталь легированная |
автоматная (со свинцом) |
качественная |
0,45 % углерода, 2 % марганца, до 0,035% серы и фосфора (каждого) |
|
6 |
Ст5пс |
углеродистая |
конструкционная полуспокойной разливки |
обыкновенного качества, номер 5 |
------------- |
|
7 |
38Х2МЮА
|
сталь легированная |
конструкционная |
высококачественная |
0,38 % углерода, 2 % хрома, 1 % молибдена, 1 % алюминия. |
|
8 |
ЛЦ40Мц3Ж |
латунь |
литейная (т.е. для получения отливок) |
---------- |
40% цинка, 3% марганца, 1% железа, остальное (56%) - медь |
|
9 |
Т15К6 |
твердый сплав |
инструментальный |
---------- |
15% карбида титана, 6% кобальта, остальное (79%) – карбид вольфрама |
Министерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторных работе № 2
"Литейное производство"
Студент (ка) группы 23225.1 О.Д.Смирнова
Преподаватель Е.Н.Крупкина
Санкт-Петербург
201
Индивидуальное задание – ВАРИАНТ 9.4
1. Цель работы
Знание основ литейного производства и особенностей изготовления отливок; формирование представления о модельном комплекте и технологии изготовления литейной формы и отливки.
2. Сущность литейного производства, преимущества и недостатки литья в песчано-глинистые формы.
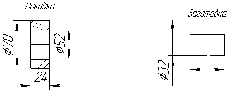
3. Эскиз отливки с указанием всех вариантов разъема литейной формы и модели (по заданию).
4. Эскиз модели заданной отливки для рационального способа изготовления (по одному выбранному из п.3 разъему модели и формы)
5. Эскиз литейной формы (две проекции) с указанием (сделать надписи) основных элементов.
6. Последовательность изготовления литейной формы по разъемной модели в парных опоках (описать алгоритм сборки ЛФ).
1. На подмодельную плиту установить нижнюю половину модели, модели питателей, нижнюю опоку.
2. Засыпать формовочную смесь, утрамбовать, удалить линейкой излишки смеси. Иглой (душником) наколоть газоотводные каналы.
3. Перевернуть (кантовать на 180º) опоку, на неё сверху установить ….. и. т. д.
Министерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторной работе № 3
"Исследование свойств изделий из порошковых материалов"
Студент (ка) группы 23225.1 (подпись) О.Д.Смирнова
Преподаватель (подпись) Е.Н.Крупкина
Санкт-Петербург
2015
1. Цель работы: знание области применения порошковой металлургии и последовательности технологического процесса; умение выбирать режимы формования деталей и прогнозировать механические свойства спеченных изделий.
2. Сущность порошковой металлургии, последовательность технологического процесса и область применения изделий из порошковых материалов
3. Эскиз пресс-формы для двухстороннего формования. (ПО ЛИНЕЙКЕ ВРУЧНУЮ)
4. Определите усилия пресса Р, измерьте параметры образца (диаметр d и высоту h) и диаметры отпечатка dотп. Выполните расчеты абсолютной и относительной плотности ρ/ρк порошковых брикетов, пористости П и твердости HB спеченного материала, сравните предел прочности спеченного образца в с пределом прочности компактного материала соответствующего химического состава вк. Заполните таблицу результатами измерений и расчетными данными.
|
Номер образца |
Давление р, МПа |
Усилие Р, кН |
Параметры образца |
Относительная плотность ρ/ρк |
Пористость П, % |
Диаметр dотп, мм |
Твердость HB, МПа |
σв/ σвк |
|||||||||
|
Диаметр d, мм |
Высота h, мм |
Объем V, см3 |
Масса m, г |
Плотность , г/см3 |
|
|
|
|
|
||||||||
|
1 |
0 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
2 |
100 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
3 |
200 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
4 |
300 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
5 |
400 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Исходные данные: ρк = 7,85 г/см3 , НВк = 1100 МПа,
при испытании на твердость Р=10 кН, D=10мм.
Пример расчета (для образца № …):
Р = р•F = pd 2/4 =
V = F•h = hd 2/4 =
= m/ V =
ρ/ρк =
П = (1 – /к)•100 % =
 =
=
в /вк = HB /HBк =
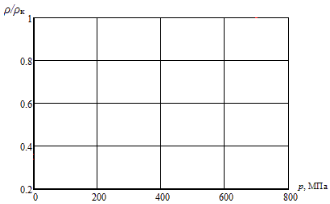
5. Постройте график зависимости относительной плотности /к от удельного давления формования p. Выполните экстраполяцию кривой /к до значений давления
p = 600−700 МПа и отметьте соответствующие значения величин по осям на графике.
|
|
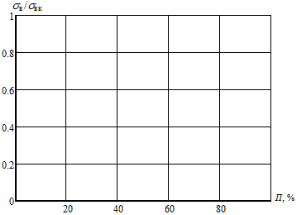
6. Постройте и проанализируйте график зависимости относительной прочности в /вк от пористости спеченного материала.
|
|
7. Сделайте выводы:
1) о характере зависимостей ( что от чего зависит и как именно – возрастает, или убывает, или не зависит);
2) о минимальном давлении формования, когда брикет сохраняет свою форму;
3) укажите предельно возможную относительную плотность спеченных брикетов по сравнению с компактными сплавами (см. экстраполяцию зависимости №1); что ограничивает эту плотность?;
4) о влиянии пористости на прочность спеченных образцов;
5) укажите предельно возможный относительный предел прочности спеченных брикетов по сравнению с компактными сплавами.
Министерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторной работе № 4
"Технология ковки"
Студент (ка) группы 23225.1 (подпись) О.Д.Смирнова
Преподаватель (подпись) Е.Н.Крупкина
Санкт-Петербург
2015
1. Цель работы: знание назначения основных операций ковки; умение выбирать последовательность кузнечных операций и выполнять технологические расчеты; приобретение навыков выполнения операций и приемов ковки.
2. Сущность и назначение ковки
3. Расчет размеров заготовки и изделия по операциям и переходам
-
Объем поковки
 см3
см3
-
Объем выдры
 см3
см3
-
Объем исходной заготовки
Vисх. = Vпок. + Vвыд. = см3
-
Длина исходной заготовки
 мм
мм
-
Наружный диаметр поковки после осадки на высоту 20 мм:
____________________________________________________________________
____________________________________________________________________
-
Наружный диаметр поковки после прошивки отверстия диаметром 22 мм:
________________________________________________________________________________________________________________________________________
-
Внутренний диаметр поковки при наружном диаметре 60 мм (принять высоту кольца 22 мм):
________________________________________________________________________________________________________________________________________
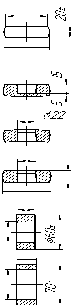
3. Технологическая карта ковки с эскизами и размерами
|
|
|||||
|
№ п/п |
Наименование операции |
Операционный эскиз |
Оборудование |
Инструмент |
Схема деформирования |
|
1 |
Отрубка |
|
Пресс гидравлический |
Топор |
|
|
1 |
Осадка |
|
Бойки плоские |
|
|
|
2 |
Прошивка отверстия, правка |
Прошивень. Бойки плоские |
|||
|
3 |
Раскатка на оправке 20 мм |
Стойка. Оправки. |
|||
|
4 |
Раскатка на оправке 30 мм |
||||

4. Расчет предельных отклонений фактических размеров поковки от расчетных:
-
отклонение наружного диаметра: Dпок = _________ мм;
 =
=
-
отклонение внутреннего диаметра: dпок = ________ мм;
 =
=
-
отклонение высоты: hпок = _________ мм;
 =
=
5. Анализ причин отклонения размеров и формы поковки от заданных.
|
№ п/п |
Отклонение формы поковки |
Причины отклонения |
|
1 |
Овальность |
|
|
2 |
Разновысотность |
|
|
3 |
Неконцентричность окружностей |
|
|
4 |
Конусность |
|
6. Вывод о влиянии предельных отклонений фактических размеров поковки от расчетных на назначение припусков под обработку резанием.
Вывод о влиянии величины деформации на качество поковки.
Министерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторной работе № 5
"Горячая объемная штамповка"
Студент (ка) группы 23225.1 (подпись) О.Д.Смирнова
Преподаватель (подпись) Е.Н.Крупкина
Санкт-Петербург
2015
1. Цель работы: знание устройства штампов для горячей объемной штамповки и основных требований к форме штампуемых изделий; умение выбора исходной заготовки и переходов штамповки для основных типов поковок; получение практических навыков штамповки.
2. Сущность, основные виды и назначение горячей объемной штамповки. Характерные типы поковок и последовательность их производства.
3.Характеристика поковки по типу.
Тип поковки -
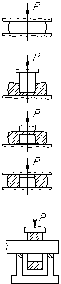
4. Чертеж поковки, переходы штамповки и конструкция штампа (ВРУЧНУЮ ПО ЛИНЕЙКЕ!!!)
5. Размеры исходной заготовки.
Размеры исходной заготовки рассчитываются через объем исходной заготовки:
Vисх= Vп+ Vпер+ Vоб+ Vуг
Vп= см3; Vпер = см3; Fок = см2; Vоб=(0,6-0,8)·Fок·Lп ; Vоб = = см3
Vуг=0 (в данной работе)
Vисх= = см3
dисх = (0,8-1,0) 3√ Vисх ; dисх = = см
Lисх = 4 Vисх / (ℼd 2исх) при условии 1,25 dисх ≤ Lисх ≤2,5 dисх ;
Lисх = = см = мм.
Итак, dисх = мм, l исх. = мм
6. Виды дефектов поковок при штамповке, способы их устранения.
7. Выводы о соответствии расчетных и фактических размеров поковки (высота обода и высота ступицы). Оценка качества поковки.
Министерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторной работе № 6
"Исследование технологических возможностей вытяжки"
Студент (ка) группы 23225.1 _____________ О.Д.Смирнова
Преподаватель _____________ Е.Н.Крупкина
Санкт-Петербург
2015
1. Цель работы: знание устройства штампов, технологических возможностей вытяжки, области применения операций листовой штамповки, умение оценивать пределы формоизменения заготовки, проектировать технологический процесс штампуемой из листового проката детали, приобретение практических навыков.
2. Сущность формоизменяющих операций листовой штамповки. Область применения вытяжки (перечислить и кратко описать шесть операций).
3. Схема вытяжки и форма изделий по переходам. (ВРУЧНУЮ ПО ЛИНЕЙКЕ)
(см. рис.??? в методич. пособии)
4. Напряженно-деформированное состояние материала на стенке, фланцевой и донной частях заготовки (ВРУЧНУЮ ПО ЛИНЕЙКЕ) (см. рис. в пособии)