

Дозувально-формувальне устаткування
План
1. Призначення і класифікація дозувально-формувального устаткування
2. Машини для формування котлет, биточків та гамбургерів
3. Машини для формування виробів із тіста
4. Машини для розкочування тіста
5. Машини для поділу тіста й округлення порцій
1. Призначення і класифікація дозувально-формувального устаткування
Дозувально-формувальне устаткування використовується під час приготування певних порційних страв і кулінарних виробів для дозування окремих компонентів і їх формування з метою надання певної форми.
Дозування – це розподіл продуктів на частини, однакові за геометричними розмірами, масою чи об'ємом без надання їм заданих форм. Дозують сипкі, рідкі, в'язкі та форшоподібні продукти за вагою, об'ємом, часом.
Формування – надання порціям заданих форм і геометричних розмірів, які повинні зберігатися в отриманих виробах у подальшому технологічному обробленні.
У закладах ресторанного господарства використовують в основному технологічні машини, що здійснюють здвоєний дозувально-формувальний процес, тобто поділяють продукти на порції заданої маси і надають їм визначеної геометричної форми. Це продукти, що здатні зберігати надану їм форму – вироби з тіста, м'ясного, рибного, овочевого, круп'яного, картопляного фаршів, вершкове масло тощо. Рідкі і сипкі продукти можуть тільки дозуватися або розфасовуватися.
Машини, призначені для дозування і формування продуктів, оснащені відповідними органами (поршні, шнеки, штампи, валки), що продавлюють, ущільнюють, штампують.
За функціональним призначенням дозувально-формувальне устаткування поділяється на машини:
для формування котлет;
биточків та гамбургерів;
формування виробів із тіста;
для розкочування тіста;
поділу тіста й округлення порцій;
дозатори крему.
2. Машини для формування котлет, биточків та гамбургерів
Машини для формування котлет призначені для формування виробів плоскої форми з м'ясних, рибних, картопляного фаршів, а також манних битків круглої форми. Випускаються машини роторного і барабанного типів, а також ручні механізми.
Роторні формувальні машини працюють за принципом почергового формування виробів однин за одним. Така машина настільного типу складається з корпуса, електродвигуна, черв'ячного редуктора, кришки стола із завантажувальним бункером, шнека-живиль-ника, формувального стола, бункера для панірувальних сухарів і приймального лотка (рис. 1).
Рис.
1
Роторна котлетоформувальна машина
а
– схема машини; б
– циклограма руху поршня формувального
столу;
1
– корпус; 2
– черв'ячний редуктор;
3 – вал
шнека-живильника; 4
– циліндрична передача; 5
– бункер для фаршу; 6
– шнек-живильник; 7
– отвір у бункері; 8
– бункер
для сухарів; 9
– отвір; 10
– регулювальний гвинт; 11
– формувальний стіл; 12
– поршень; 13
– планка; 14
– пружини;
15
– штовхач; 16
– торцевий копір; 17
– електродвигун;
18
– вал електродвигуна; 19
– упор; 20
– вал черв'ячного редуктора.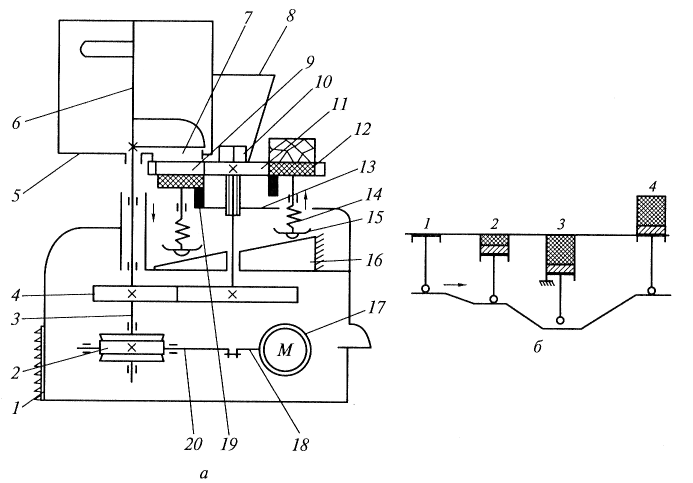
Робочим органом машини є формувальний стіл із трьома круглими отворами-комірками. Стіл закріплено на вертикальному валу, всередині якого встановлена тяга механізму регулювання маси виробу, що формується. Над столом розташовуються два завантажувальні пристрої – циліндричний бункер для фаршу й конічний бункер для панірувальних сухарів. Бункер для фаршу встановлено на кришці формувального стола. Усередині бункера розташовано живильний шнек, який нагнітає фарш із бункера в отвори-комірки формувального стола. У комірках стола розташовані робочі інструменти машини – поршні, які при обертанні стола здійснюють зворотнопоступальний рух. Елементами робочого інструмента є також крайки комірок формувального стола й крайки вікна бункера, які відокремлюють порцію фаршу від основної маси.
Робочі органи машини приводяться в дію від електродвигуна, встановленого всередині корпуса. Вал електродвигуна телескопічно з'єднаний із валом черв'ячного редуктора, від якого здійснюється обертання живильного шнека. Обертовий рух формувальному столу передається через циліндричну передачу, одне з коліс якої закріплено на валу живильного шнека, а інше – на валу формувального стола.
Поршням, розміщеним у комірках формувального стола, зворотно-поступальний рух передається торцевим диском-копіром, який має вигляд ступінчастого кільця, закріпленого на станині. На робочу поверхню диска-копіра опираються штовхачі поршнів. Під час обертання стола вони ковзають по диску-копіру, а поршні завдяки пружинам піднімаються або опускаються в комірках відповідно до профілю диска-копіра.
Машина оснащена механізмом регулювання маси виробу, що формується. Регулювання досягається зміною положення поршня в комірці формувального стола. Для цього є регулювальний гвинт, планка та упор, які обмежують рух поршня вниз. Нижнє положення поршня залежить від установки планки, що змінює своє положення обертанням регулювального гвинта.
Розвантажувальний пристрій складається із скидача і приймального лотка, площина якого встановлена на рівні формувального стола. Всі деталі машини об'єднані загальним корпусом.
При увімкненні електродвигуна машини формувальний стіл із поршнями і живильний шнек приводяться в дію. Під час обертання кожен поршень за один оберт опускається двічі: перший раз (положення 2), коли комірка з поршнем перебуває під бункером із панірувальними сухарями, і другий раз (положення 3), коли поршень розташовується під бункером із фаршем і комірка стола збігається з отвором бункера.
П
Рис.
2
Схема барабанної машини для формування
котлет
1 – бункер; 2 –
лопатевий нагнітач; 3 – поршень; 4 –
формувальний барабан; 5 – транспортер;
6 – струнний механізм; 7 – виріб; 8 –
живильник; 9 – фарш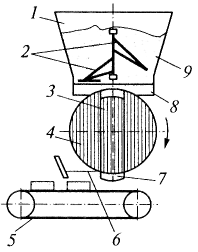
Наступний рух стола переміщує штовхач поршня по ділянці підйому на диску-копірі, у результаті чого поршень із відформованим виробом піднімається на один рівень із поверхнею стола (положення 4). Тут на відформований виріб натискає скидач, зіштовхуючи виріб із поверхні поршня і стола на розвантажувальний лоток. Після цього оператор за допомогою спеціальної лопатки знімає виріб із розвантажувального лотка й укладає його непанірованим боком на посипаний панірувальними сухарями лист.
Барабанні формувальні машини замість ротора містять формувальний барабан (рис. 2), в якому змонтовано ряд ковзаючих поршнів. За один оберт барабана поршні формують декілька котлет. Змінний обертовий барабан притиснутий до живильника. Через спеціальну щілину із бункера за допомогою лопатевого нагнітача у живильник подається фарш. Внаслідок створення надлишкового тиску у живильнику фарш щільно заповнює простір над поршнем. У нижньому положенні поршні витісняють котлети на транспортер. Вироби відділяються від поршня струнним механізмом.
Технічні характеристики машин для формування котлет наведено у табл.1.
Таблиця 1
Технічні характеристики котлетоформувальних машин
Машина |
Продуктивність кг/год |
Об'єм бункера для фаршу/ сухарів, кг |
Маса виробів, г |
Потужність, кВт |
Габаритні розміри, мм |
Маса, кг |
МФК-2240 (Росія) |
2240 |
10-0.7 |
45-95 |
0,4 |
610×390×630 |
75 |
АК2М-40 (Росія) |
4000 |
20 |
50, 70, 100 |
0,55 |
685×585×665 |
90 |
АФК-1 (Росія) |
2000 |
15 |
50-100 |
0,43 |
540×350×675 |
73 |
Nilma (Італія) MS/2 |
1200 |
11 |
60-140 |
0,37 |
460×320×590 |
42 |
Nilma (Італія) MS/3 |
900 |
11 |
60-140 |
0,25 |
460×290×590 |
32 |
Deigton (Англія) FORMATIC C 2000 |
2000 |
15 |
50-130 |
0,75 |
850×850×720 |
- |
Правила експлуатації машин для формування котлет
Перед початком роботи перевіряють правильність установки робочих органів, справність машини й заземлення. Потім завантажують бункери машини панірувальними сухарями і фаршем. Поруч із машиною на столі встановлюють листи, посипані панірувальними сухарями.
Після цього вмикають електродвигун і виконують формування п'яти-шести виробів, зважують їх на контрольних вагах і, якщо є потреба, регулюють масу виробів за допомогою регулювального пристрою. Регулювання здійснюється при увімкненому електродвигуні машини обертанням регулювального гвинта. У процесі роботи машини варто періодично перевіряти масу формувальних виробів і за необхідності регулювати її.
Після закінчення роботи машину вимикають, знімають усі робочі органи і ретельно промивають гарячою водою. Зовнішні поверхні машини під бункером і формувальним столом також промивають гарячою водою й протирають насухо. Робочі поверхні формувального стола, комірок, поршнів, живильного шнека, кришки стола й доріжку копіра після просушування змащують харчовим несолоним жиром. Загальну санітарну обробку машини варто проводити не рідше 2-3 разів на тиждень. Повне розбирання машини для профілактичного огляду й ремонту здійснюють відповідно до інструкції з експлуатації та догляду за машиною.
Небезпечною зоною машини є бункер, тому під час роботи заборонено завантажувати фарш.
У випадку несправностей (налипання виробів, пошкодження виробів скидачем тощо) необхідно вимкнути електродвигун.
Для розвантажування готових напівфабрикатів слід використовувати спеціальну лопатку.