

3.5. Проектирование чертежа заготовки
Чертеж заготовки проектируется технологом с учетом способа получения заготовки, простановки размеров детали и заготовки и технологии механической обработки.
Расчетные и округленные (принятые) линейные размеры заготовки приведены в табл. 3.7 и рис. 3.7. Для сравнения здесь же приведены значения линейных размеров по заводским данным.
Таблица 3.7
Расчетные и заводские значения линейных и диаметральных размеров заготовки «Коронная шестерня»
Обозначение размера |
Расчетные данные, мм |
По заводским данным, мм |
|
30–35 |
35,5–40,5 |
|
46,5–51,5 |
48,5–54,5 |
|
18,5–23,5 |
18,5–23,5 |
|
237–247 |
233–249 |
C1 |
315–322 |
316–323 |
C2 |
255–261 |
256–262 |
C3 |
218–224 |
220–226 |
C5 |
260–266 |
257–263 |
C6 |
192–202 |
203–209 |
При получении поковки в открытом штампе необходимо правильно выбрать поверхность (плоскость), по которой соприкасаются верхняя и нижняя части штампа, т.е. поверхность (плоскость) разъема. Плоскость разъема желательно выбирать таким образом, чтобы полости частей штампа имели наименьшую глубину и чтобы поковка свободно вынималась из штампа.
Припуски на механическую обработку назначают, главным образом, на сопрягаемые поверхности детали. Припуск зависит от габаритных размеров и массы заготовки, от вида кузнечно-прессового оборудования, от шероховатости обработанной поверхности деталей, а также от технологии обработки заготовки.
Возможные отклонения от номинальных размеров вследствие недоштамповки по высоте, сдвигов частей штампа, их износа учитываются допусками на штамповку. Их назначают в соответствии с ГОСТ.
Для облегчения заполнения полости штампа и извлечения поковки ее боковые поверхности должны иметь штамповочные уклоны. Штамповочные уклоны назначают сверх припуска; они увеличивают вес заготовки и припуски на механическую обработку. В зависимости от глубины и сложности полости, а также от применяемого оборудования штамповочные уклоны задают в пределах 3–10. Для наружных поверхностей поковки штамповочные уклоны принимают меньшими, чем для внутренних (рис. 3.7).
.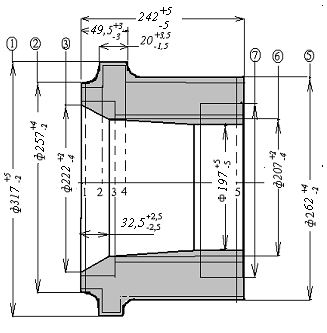
Рис. 3.7. Чертеж заготовки
Пересекающиеся поверхности сопрягаются по криволинейным (тороидальным) поверхностям, что необходимо для лучшего заполнения полости штампа и уменьшения его износа или возникновения трещин. Радиусы скругления наружных поверхностей задают в пределах от 1 до 6 мм, а внутренних в 3–4 раза больше.
На отдельных участках поковки могут быть сделаны напуски, упрощающие форму. В частности, при диаметрах отверстия меньше 30 мм наметки в поковках не делают.
При штамповке в закрытых штампах плоскость разъема выбирают по торцовой наибольшей поверхности детали. Штамповочные уклоны назначают меньшие или их вообще не делают.