

Список литературы
1. Горбунов Б. И. «Обработка металлов резанием, металлорежущий инструмент и станки»: Учебное пособие для вузов.-М.: Машиностроение, 1981.
2. В. Т. Жадан «Материаловедение и технология металлов» , -М.: Металлургия, 1994.
5.6. Абразивная обработка материалов
Абразивами называют твердые тела в виде зерен, служащие для обработки других твердых тел путем отделения от них частиц царапаньем или истиранием. Для того чтобы зерна абразивного материала могли царапать обрабатываемый материал, они должны быть тверже этого материала и иметь достаточно острые кромки.
Во всех практически применяемых способах абразивной обработки имеют место одновременно и царапанье и истирание, причем в зависимости от характера операции преобладает или то или другое. Процесс абразивной обработки с преобладанием царапающего действия называется шлифованием; с преобладанием истирания – полированием.
Область шлифовальных работ весьма широка и включает как грубые обдирочные операции, например, очистку поверхности отливок, так и самые точные операции, служащие для получения правильной формы, точных размеров и заданной частоты обработанных поверхностей деталей.
5.6.1. Абразивные материалы. Все применяемые в промышленности абразивные материалы делятся на естественные и искусственные.
Из естественных абразивных материалов самое большое практическое применение имеет алмаз. Чаще всего алмазы применяют для правки шлифовальных кругов (и то в тех только случаях, когда требуется высокая точность формы их поверхности). Используют алмазы весом от 0.2 до 1.5 карат и так называемые алмазные карандаши (мелкие алмазы, заделанные в специальный вольфрамолидноалюминиевый сплав в виде цилиндриков).
Основными абразивными материалами, применяемыми в промышленности для шлифования, являются искусственный корунд, карбид кремния – карборунд и карбид бора.
Искусственный корунд или электрокорунд в основном состоит из окиси алюминия Al2O3. Получают его плавкой в электропечах из шихты, составленной из естественных пород. Электрокорунд обладает высокой твердостью, сравнительно вязок и при дроблении дает зерна с острыми кромками. В зависимости от содержания Al2O3 электорокорунд подразделяется на два сорта: белый электрокорунд, содержащий 98-99% Al2O3, и нормальный электрокорунд, содержащий не менее 91% Al2O3.
Карборунд представляет собой конгломерат, состоящий из карбида кремния SiC с незначительными примесями графита, кварца, кремния. получают его в электропечах при нагреве (до 1800-1850С) смеси песка SiO2 и каменного угля с добавкой материалов, способствующих протеканию реакции образования SiС. В зависимости от содержания SiС и примесей различаютчерный карбид кремния (SiС от 95 до 97%) и зеленый карбид кремния (SiС > 97%).
Карбид бора В4С имеет твердость, приближающуюся к твердости алмаза. Его получают плавкой из шихты, состоящей из технической борной кислоты и нефтяного кокса.
5.6.2. Абразивные инструменты. Абразивными инструментами называют твердые тела, имеющие правильную геометрическую форму и состоящие из зерен абразивного материала, скрепленных между собой вспомогательным материалом – связкой.
Абразивный инструмент различают по геометрической форме, роду и сорту абразивного материала, зернистости или размерам абразивных зерен, связи или виду связующего материала, твердости, структуре или строению. Зерна абразивных инструментов представляют собой искусственные или естественные минералы и кристаллы. Из естественных минералов применяют алмаз, кварц, корунд, наждак, кремень, гранат. К искусственным минералам относятся электрокорунд нормальный (Э), электрокорунд белый (ЭБ), монокорунд (М) карбид кремния зеленый (КЗ), и черный (КЧ), карбид бора, борсиликокарбид, электрокорунд хромистый (ЭХ), электрокорунд титанистый (ЭТ).
В зависимости от величины зерна установлено три группы зернистости
шлифзерна от №200 до №16 (2000 мкм – 160 мкм)
шлифкоромки от №12 до №3 (125 мкм – 28 мкм)
микрошлифкоромки от № М40 до № М5 (40 мкм – 3 мкм) Абразивные зерна разделяют по номерам зернистости, просеивая их через систему сит, каждое из которых имеет определенное количество ячеек, приходящихся на один погонный дюйм, что определяет номер сита. Под номером зерна принято понимать номер сита, через которое данные зерна прошли, прежде чем задержаться на следующем сите.
Применяемые в промышленности связки – вулканитовые, бакелитовые, минеральные. В состав керамической связки входят огнеупорная глина, полевой шпат, тальк, кварц, стекло.
Под структурой абразивного инструмента понимают количественное соотношение в нем абразивных зерен и связки. Различают три группы, включающие 13 номеров.
Твердость шлифовального круга или бруска характеризуется величиной силы, с которой связка удерживает абразивные зерна. По твердости делятся на мягкие (М), средне мягкие (См), твердые (Т), весьма твердые (ВТ), чрезвычайно твердые (ЧТ). Во время работы зерна круга тупятся, вследствие чего силы резания, действующие на каждое зерно, возрастают. В тот момент, когда сила, действующая на зерно, превысит силу, с которой оно удерживается связкой, зерно вырывается с поверхности круга и удаляется вместе со стружкой. После удаления зерна связка, оказавшаяся в непосредственном взаимодействии с обрабатываемой заготовкой, быстро стирается поверхностью заготовки, после чего на поверхность круга выступают новые острые зерна. Описанное явление называется самозатачиванием круга. При правильном выборе круга по твердости и правильном режиме шлифования круг работает с самозатачиванием.
5.6.3. Маркировка абразивных инструментов. Каждый абразивный инструмент маркируют, для чего на одной из его нерабочих поверхностей обозначается род шлифующего материала, зернистость, твердость, род связки, структура, форма и размеры, а также наибольшая окружная скорость вращения. Например: 1) М44А40С26К5 расшифровывается так: материал монокорунд 44А, зернистость 40, твердость С2, структура 6, связка керамическая разновидности К5; 2) наиболее полная маркировка: Э60М2В6Д 2003 ГОСТ 2424-75 50 м/сек: диск состоит из нормального электрокорунда, зернистостью № 60, мягкий 2, связка вулканитовая, структура N6, диаметр 200мм, толщина 3мм, Vmax = 50 м/сек.
5.6.4. Процесс резания при шлифовании. Шлифовальный круг можно рассматривать как многозубый инструмент, роль режущих зубьев которого выполняют входящие в состав круга абразивные зерна. Каждое зерно шлифовального круга за период его контакта с заготовкой срезает стружку очень малых размеров. Однако, вследствие огромного количества зерен в круге и большой скорости вращения, количество зерен, участвующих в работе в единицу времени, очень велико, и это дает возможность снимать при шлифовании значительные объемы металла.
Зерна шлифовального круга имеют самую различную форму, и поэтому вид и форма стружек, снимаемые различными зернами, будут также различными. При рассмотрении же шлифовальной стружки в микроскоп видим другую картину: большое количество стружек различной формы и размеров. Кроме таких оформленных стружек, в шлифовальной стружке всегда имеется большое количество мелких комочков, образовавшихся вследствие стекания металлической стружки с частицами абразива. Этот вид стружки образуется при резании зернами, форма которых неблагоприятна для осуществления процесса резания.
Процесс резания при шлифовании сопровождается теми же явлениями, что и при резании металлическими инструментами.
При шлифовании образующаяся стружка и поверхность обрабатываемой заготовки нагреваются до высокой температуры (1000 … 1500 С)
Для снижения температуры, а также с целью очистки пор круга, для осаживания пыли и удаления ее с поверхности детали. Процесс шлифования производится обычно с охлаждением струей жидкости, подводимой к зоне касания круга с обрабатываемой заготовкой.
5.6.5. Основные схемы шлифования. Для всех технологических способов шлифования главным движением резания является вращение круга. Различают плоское шлифование и круглое шлифование.
При плоском шлифовании (рис. 5.29) возвратно-поступательное перемещение заготовки является продольной подачей Sпр, м/мин.
Для обработки поверхности на всю ширину заготовки b заготовка или круг должны перемещаться с поперечной подачей Sп (мм/дв·ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и подача Sb на глубину резания. Это движение также осуществляется в крайних положениях заготовки, но в конце поперечного движения. Главным движением является вращение круга со скоростью Vк.
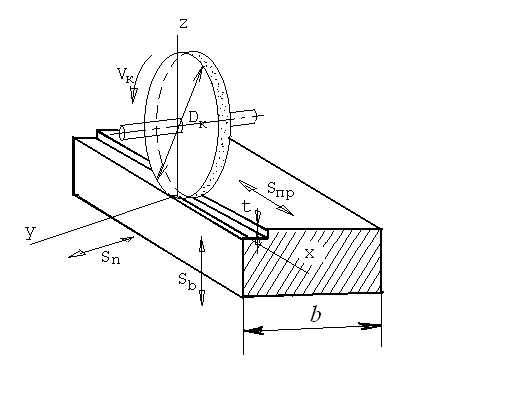
Рис.5.29. Схема плоского шлифования.
При круглом шлифовании (рис. 5.30) продольная подача происходит за счет возвратно-поступательного перемещения заготовки за один ее оборот.
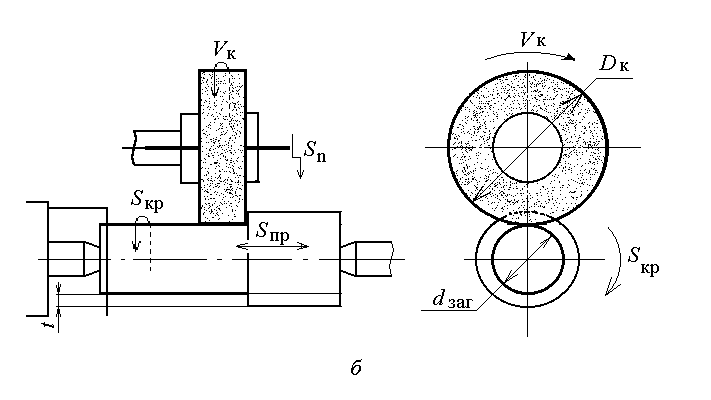
Рис. 5.30. Схема круглого шлифования
Вращение заготовки является круговой подачей Sкр. Подача Sп (мм/дв·ход) на глубину резания происходит при крайних положениях заготовки.