

Продолжение таблицы 8.1
Усиливаемый элемент |
Усиленный элемент |
Дефект или повреждения Эскиз |
Метод устранения дефектов Эскиз |
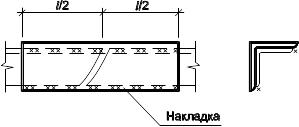
16 Разрыв элемента фермы
|
а) Усилить стыковыми накладками
б) Заменить новым элементом Исправление производить после демонтажа фермы или ее разрузки |
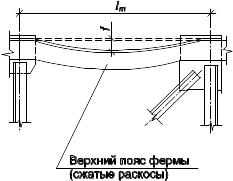
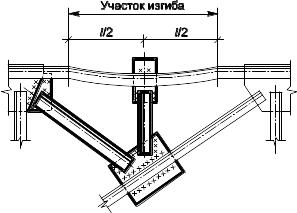
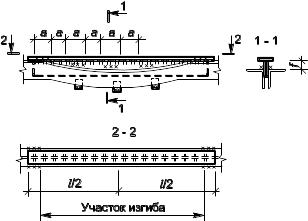
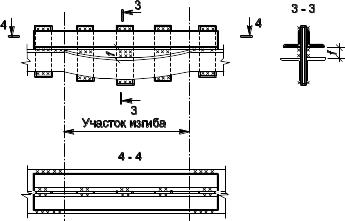
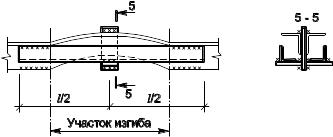
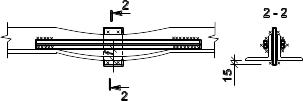
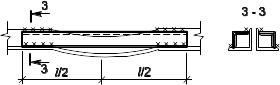
17 Погнутости сжатых стержней в плоскости фермы
|
а)
Усиление пояса устройством шпренгеля
производится при
|
|
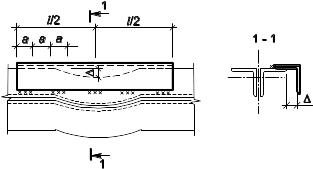
б) Усиление с помощью сварного тавра
|

Продолжение таблицы 8.1
Усиливаемый элемент |
Усиленный элемент |
Дефект или повреждения Эскиз |
Метод устранения дефектов Эскиз |
|
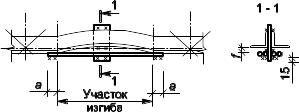
в) Усиление с помощью двух уголков
|
18 Погнутости сжатого стержня в сторону обушка
|
Усиление с помощью двух уголков
|
19 Искривление сжатых стержней из плоскости фермы
|
Усиление с помощью уголка
|
20 Искривление растянутых стержней в плоскости фермы
|
Усиление приваркой дополнительных круглых стержней а)
|


Окончание таблицы 8.1
Усиливаемый элемент |
Усиленный элемент |
Дефект или повреждения Эскиз |
Метод устранения дефектов Эскиз |
|
б)
|
в) Усиление приваркой дополнительных уголков
|
8.2 Трещины в основном металле элементов металлоконструкций необходимо устранять в кратчайшие сроки. Особенно опасны трещины в растянутой зоне элементов конструкций (пояса балок, элементы ферм, фасонки), подвергающихся воздействию динамических нагрузок, вызывающие хрупкое разрушение.
8.3 Дефекты и повреждения в виде трещин устраняются следующими способами:
заваркой трещин (при соответствующем обосновании трещина может быть оставлена без усиления при условии деконцентрации напряжений в ее устье);
заменой дефектных мест;
усилением конструктивного элемента;
заменой конструктивного элемента.
8.4 Основные меры, препятствующие дальнейшему распространению обнаруженных трещин:
установка элементов усиления, изменяющих силовые потоки в зонах охрупчивания металла (местах появления хрупких трещин), например накладок (рисунок 8.1), представляющих собой «энергетический мостик»;
проведение мероприятий, снижающих напряжения в верхней зоне стенок подкрановых балок при наличии в них усталостных трещин (установка тангенциальных или низкомодульных прокладок, усиление ламелями, не связанными со стенкой).
При выборе способа устранения дефекта или повреждения необходимо иметь в виду, что заварка трещин не препятствует образованию новых хрупких или усталостных трещин, если не устранена основная причина их появления.
Рисунок 8.1 — Установка «энергетического мостика»
для предотвращения распространения трещины:
а — до усиления;
б — после заварки шва и усиления
8.5 Рекомендуемый порядок производства работ по устранению трещин в основном металле (рисунок 8.2):
зачищают поверхность листа в зоне предполагаемой трещины до основного металла и определяют длину трещины, в случае необходимости, используя соответствующие методы дефектоскопии (керосиновую пробу, капиллярный, ультразвуковой или другие методы);
засверливают сквозные отверстия (диаметром, равным не менее толщины листа) на расстоянии 20 мм от концов трещины в направлении ее развития;
тщательно осматривают отверстия, чтобы убедиться, что дальше трещина не распространяется, в противном случае в направлении развития трещины сверлят новые отверстия;
вдоль трещины выполняют разделку кромок металла до конечных отверстий;
металл у концевых участков трещины нагревают до температуры 150 °С—200 °С и поддерживают эту температуру в течение всего времени заварки трещины;
заваривают трещину до конечных отверстий;
сварку ведут обратноступенчатым методом (рисунок 8.3) с одновременной проковкой каждого прохода, кроме первого и последнего, пневмозубилом с радиусом закругления ударной части 2-4 мм;
в конструкциях, подвергающихся непосредственному динамическому воздействию подвижных или вибрационных нагрузок, образовавшиеся наплывы при заварке зачищают заподлицо с поверхностью элемента абразивным инструментом;
осуществляют сплошной контроль заваренного участка физическими методами.
1 — зона зачистки металла; 2 — отверстие-ловитель; 3 — участки прогрева металла
Рисунок 8.2 — Устранение трещин
8.6 Небольшие трещины в сварных конструкциях засверливают по концам и заваривают в такой же последовательности, как это изложено в 8.5.
8.7 Если трещины большие и пересекают поперечное сечение основных рабочих элементов, представляя опасность для прочности всей конструкции, рекомендуется сечение усилить, заменив дефектное место или весь элемент.
8.8 При заварке трещин, расположенных в верхней части стенки и ребер жесткости подкрановых балок, целесообразно выполнение жесткого усиления (рисунок 8.4а, б, в), при этом для уменьшения концентрации напряжений рекомендуется сделать вырезы в ребрах жесткости по схеме (рисунок 8.4а, б).
8.9 Дефектные места в стенках балок и колонн (разветвления трещин, вырывы и т. п.) удаляют в виде вырезов, предпочтительно прямоугольной формы с закругленными углами (рисунок 8.5) по высоте и ширине на 100 мм больше в каждую сторону дефектного участка. Вырез усиливают с помощью вставки или накладки. Накладки привариваются швами с минимальным катетом согласно таблице 38* СНиП II-23 с плавным переходом от торца накладки к стенке с катетом 1:1,5.
Вварка вставок должна выполняться с компенсацией сварочных деформаций. На участке замыкания швов необходимо устранить причины, вызывающие охрупчивание металла (дефекты в стыке, науглероживание, попадание влаги и т. п.). Рекомендуется вваривать вставки с использованием подогрева (рисунок 8.6), при этом по двум кромкам устанавливается зазор 2—4 мм. Шов заваривается обратноступенчатым методом в направлении от середины к углам вставки. После его остывания нагреваются участки основного металла А и тем же методом выполняются швы 2, 3. В последнюю очередь нагреваются участки Б и обратноступенчатым методом наносится шов 4 в направлении от Б к середине.
8.10 При усилении элементов конструкций в местах местных повреждений (вырывов, локального погиба, смалковки и размалковки и т. п.) рекомендуется использовать конструктивные решения, не требующие выполнения работ по подгонке деталей усиления путем их выгиба для фигурного реза.
8.11 При исправлении больших дефектов под конструкцию должны быть подведены временные опоры, необходимость которых предусматривается проектом организации работ.
8.12 Если металл не отвечает требованиям свариваемости, или же трещина находится вблизи от болтов или заклепок в болтовых или клепаных конструкциях, трещины не заваривают, а перекрывают поврежденное место накладками с применением чистых или высокопрочных болтов.
8.13 Пробоины, выколы элементов сечения должны быть устранены постановкой дополнительных накладок, сечение которых назначается конструктивно, исходя из сечения элемента усиления.
8.14 Выпучивания, вмятины и погибы в листовых элементах конструкций должны быть устранены в сжатых зонах сечений. Менее опасны эти повреждения в растянутой зоне и при отсутствии трещин могут быть оставлены.
Выпучивания, вмятины и погибы устраняют механическим выпрямлением без ударов с подогревом или установкой дополнительных элементов, компенсирующих поврежденную часть и препятствующих развитию дальнейшего выпучивания.
8.15 Перекос полок, винтообразность элементов двутавровых балок, швеллеров и тавров устраняют в тех случаях, когда они препятствуют нормальной работе конструкции (ухудшают положение кранового рельса, нарушают опирание и примыкание других элементов и т. п.).
Правку производят механическим способом с использованием струбцин, домкратов, скоб или других приспособлений.
1—10 — последовательность наложения швов
Рисунок 8.3 — Последовательность заварки трещин:
а, б — выходящих на свободную кромку;
в, г — в средней части листа
Рисунок 8.4 — Усиление верхней зоны подкрановых балок:
а, б, в — варианты усиления
Рисунок 8.5 — Вырез дефектного участка
А, Б — участки подогрева