

53. Контактная электрическая сварка.
Контактная электрическая сварка, при которой подогревают соединяемые поверхности проходящим электрическим током и затем их сдавливают, является одним из самых распространенных способов сварки давлением. Сварку производят на машинах, состоящих из источника тока, прерывателя тока и механизмов зажатия заготовок и давления. В качестве источника тока в контактных машинах применяют понижающий трансформатор, его вторичная обмотка состоит всего из одного витка, либо набранного из медной фольги, либо литого полого, охлаждаемого водой. Большой коэффициент трансформации обеспечивает вторичное рабочее напряжение от 1,5 до 12 В и величины проходящих токов от 10 тыс. до 500 тыс. ампер. Прерыватель тока электромагнитного или электронного типа служит для регулирования времени пропускания тока через нагреваемое сечение. Механизмы зажатия заготовок и давления механического, пневматического или гидравлического типа служат для закрепления свариваемых заготовок и их сдавливания после нагрева.
Контактную сварку по виду получаемого соединения подразделяют на стыков>ю, точечную и шовную.
54. Конденсаторная сварка.
Конденсаторная сварка (рис. 38) является одной из разновидностей контактной электрической сварки. Энергия, необходимая для подогрева места сварки, накапливается в конденсаторах, а затем в процессе разряда преобразуется в теплоту. Величину накопленной энергии можно регулировать изменением емкости конденсаторов и напряжения зарядки.
При замыкании ключа К. влево происходит зарядка конденсатора Cp от источника постоянного тока. В момент подачи давления на свариваемые заготовки 1 ключ К автоматически перебpасывается в правое положение. Конденсатор разряжается через первичную обмотку понижающего трансформатора, вторичная обмотка 2 которого соединена с неподвижным 3 и подвижным 4 электродами. При разряде конденсатора продолжительность протекания тока составляет (0,6 -І-О,S) · 10 4 с. Кратковременность процесса при достаточно большой мощности разряда обеспечивает локальное выделение теплоты, что позволяет сваривать между собой заготовки из материалов, различных по теплофизическим свойствам. Кроме того, возможность весьма точной дозировки энергии подбором емкости конденсаторов позволяет применить этот способ для соединения заготовок очень малых толщин (несколько десятков микрометров). Способ широко применяют в радио- и электротехнической промышленности.
55. Сварка трением.
Сварка трением образует соединение в результате пластического деформирования заготовок, предварительно нагретых в месте контакта теплотой, выделившейся в результате их трения (рис. 40). Основным отличием ее от других видов сварки давлением с подогревом является способ введения тепла в свариваемые поверхности. Свариваемые заготовки 1 устанавливают соосно в зажимах машины, один из которых 2 неподвижен, а второй 3 может иметь вращательное и поступательное — вдоль оси заготовок — движение (рис. 37, а). Заготовки сжимаются силой Р
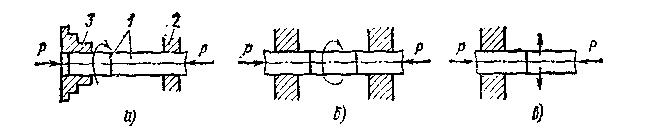
Рис. 40. Схема сварки трением
достижении и включается механизм вращения. На соединяемых поверхностях возникают силы трения; работа на преодоление этих сил превращается в теплоту, выделяющаяся на поверхности трения. При температуры поверхностей 980—1300 °С вращение резко прекращают и заготовки дополнительно сдавливают (процесс проковки)