

12.1.1.Центраторы
Сборка под сварку труб магистральных трубопроводов является ответственной операцией, во многом определяющей качество получаемого стыкового шва. Как на полевых трубосварочных базах, так и на трассе для сборки труб под сварку кольцевого шва применяют наружные или внутренние центраторы.
Наружные центраторы бывают многозвенные и жесткие. Многозвенный центратор (рис.116) имеет звенья 2, шарнирно соединенные между собой в замкнутую цепь с помощью замкового устройства с винтовым упором 3.
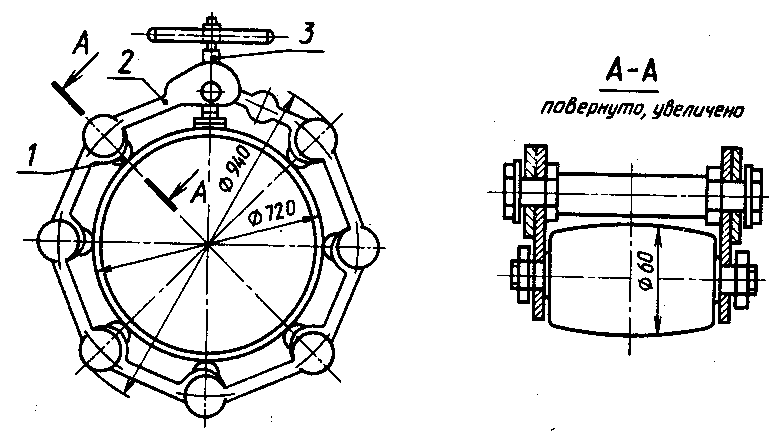
Рис.116 Многозвенный центратор
Центровка труб производится роликами 1, располагаемыми симметрично относительно оси собираемого стыка. Жесткий центратор (рис.117) состоит из двух стальных полуколец 3 и 5, с выступами а, соединенных между собой шарниром 4. Центровку собираемых под сварку труб производят при замыкании полуколец вокруг стыка с помощью накидного замка 2 и гидравлического силового цилиндра 1.

Рис.117. Жесткий центратор
Достоинством наружных центраторов является возможность их использования на радиусных участках трубопровода, на которых применение внутренних центраторов затруднено. Однако внутренние центраторы обеспечивают более точное совмещение кромок труб и возможность выполнения сварки снаружи без предварительной прихватки. Внутренний центратор закрепляют на штанге или перемешают внутри трубы, используя для этого опорные, а иногда и приводные ролики.
Внутренние центраторы могут быть с механическим, гидравлическим или пневматическим приводом центрирующего механизма.
Гидравлические центраторы имеют два ряда центрирующих элементов (башмаков). Каждый ряд разжимается отдельным коническим клином. В центраторе, схема которого приведена на рис.118, последовательное разжатие правого и левого рядов башмаков достигается подачей масла под давлением в полости А и Б. Движение конусов 1 и 3 через ролики передается башмакам 4 и 5, центрирующим кромки собираемых труб. Возвратное движение конусов 1 и 3 обеспечивается пружиной 2.
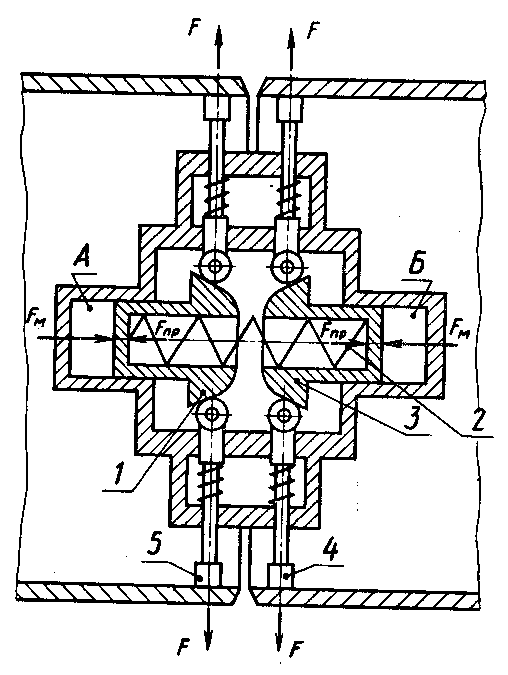
Рис.118. Схема гидравлического центратора
Конструкция центрирующего механизма центратора ЦВ-124, выполненного по такой схеме, показана на рис.119, а внешний вид этого центратора — на рис.120.

Рис.119. Центрирующий механизм центратора ЦВ-124
Центратор имеет электродвигатель 4 (рис.120) привода радиально-поршневого насоса 3. Масло из бака 1 через предохранительный клапан 2 подается в гидросистему центрирующего механизма 5 через гидрораспределитель 6. Перемещение центратора от стыка к стыку осуществляется при помощи штанги.

Рис.120. Внутренний центратор ЦВ-124
13.1.Ручная дуговая сварка
Ручную дуговую сварку неповоротных стыков магистральных трубопроводов ведут поточным методом, выполняя, многослойный шов. Такая организация работ обеспечивает высокую производительность, однако при этом велика потребность в высококвалифицированных рабочих-сварщиках. Применительно к трубам диаметром 1420мм с толщиной стенки 17,5мм, изготовленным из стали с пределом прочности 550-750 МПа, используют следующую последовательность операций.
Секции труб предварительно раскладывают на опоры вдоль трассы под углом 15-20° к направлению линии трубопровода и производят зачистку внутренних и наружных поверхностей вблизи кромок шлифовальными машинками с абразивными кругами. Предварительный подогрев кромок труб до температуры 150-200 °С производят или перед стыковкой труб, или после стыковки. Для подогрева применяют кольцевые газовые горелки.
Сборку стыка выполняют с помощью трубоукладчика внутреннего самоходного центратора. Поточно-расчлененный метод предусматривает укладку каждого слоя отдельными звеньями сварщиков, содержащими от двух до четырех человек в зависимости от диаметра трубопровода. При этом каждый из сварщиков звена выполняет только свой определенный участок слоя на неизменном режиме. Два сварщика с лестниц-стремянок ведут сварку верхней полуокружности трубы, а два других сваривают нижнюю полуокружность трубы.
Корневой слой варит звено сварщиков, которое выполняет сборку стыка. Сварку ведут в направлении сверху вниз методом опирания электрода на кромки труб без колебательных движений. Применение здесь электродов с целлюлозным покрытием обеспечивает скорость сварки до 22 м/ч и гарантированное образование обратного валика внутри трубы, что исключает необходимость подварки корня шва изнутри трубы. Однако для таких электродов при высокой производительности характерно образование "карманов" со шлаком. Поэтому после завершения сварки корневого шва сразу удаляют тонкими шлифовальными кругами примерно 1/4 часть сечения шва для вскрытия этих карманов.
Электроды с целлюлозным покрытием обеспечивают большее относительное удлинение и меньший предел прочности по сравнению с электродами с основным покрытием. В результате корень шва менее склонен к хрупким разрушениям и образованию трещин, что является важным при выполнении монтажных операций на секции, когда она присоединена к нитке трубопровода только корневым швом. Свободный конец секции опускают на монтажную опору из деревянных брусьев и пристыковывают к нему следующую секцию трубы.
Второй слой шва ("горячий проход") выполняет сразу после сварки корневого шва также звено из четырех сварщиков. Сварку производят электродами с целлюлозным покрытием или с основным покрытием в направлении сверху вниз с поперечными колебаниями электрода. Последующие слои, заполняющие и облицовочные, выполняются электродами с основным покрытием. После сварки каждого слоя поверхность шва очищают от шлака с помощью электрошлифовальных машинок. После завершения сварки стыка или при вынужденных перерывах в сварке стык укрывают теплоизоляционным поясом.
Сварочные источники питания размещены на четырех-постовой унифицированной сварочной установке, снабженной переносной палаткой, защищающей место расположения свариваемого стыка от ветра, дождя или снега. Палатка имеет застекленные окна, дополнительное освещение, вентилятор для отсоса газов.