

14.3. Газопламенное напыление
При газопламенном напылении высокотемпературный поток создается при сгорание горючих газов (ацетилена, водорода, метана и др.) в атмосфере кислорода или воздуха. Температура пламени горючих газов в смеси с кислородом — 2000... 3200 °С, в смеси с воздухом — 500...900"С.
Аппараты для газопламенного напыления в зависимости от вида напыляемого материала существуют двух типов: проволочные и порошковые (рис. 14.4).
Основными элементами газопламенных горелок являются: сопловая система, устройство подачи проволоки или порошка, привод этого устройства (воздушная турбина, пневматический или электрический двигатель), элемент управления, соединения подачи горючего газа и сжатого воздуха (кислорода), корпус с рукояткой.

Горелки могут быть ручными и машинными. В проволочных горелках используется проволока диаметром от 1,5 до 5,0 мм. В зависимости от толщины распыляемой проволоки имеют производительность в ручном режиме работы для стали и алюминия от 1,5 до 8,5 кг/ч; при напылении порошков карбида вольфрама — 4...9, окиси алюминия — 1,5...3,0 кг/ч.
Преимущества газопламенного напыления — это высокая дисперсность распыляемых частиц, независимость от источника тока, простота обслуживания, низкая стоимость оборудования. Недостатки — малая производительность и большая стоимость напыляемых материалов.
Основа процесса газопламенного нанесения материалов — пластификация порошка в высокотемпературном источнике тепла (аце-тилено-кислородном пламени) и нанесение его газовыми потоками на предварительно подготовленную изношенную поверхность.
Преимущества газопламенного нанесения порошковых материалов состоят в локальности обработки, незначительном влиянии на подложку, возможности нанесения покрытий на изделия больших размеров, отсутствии ограничений на сочетания материалов покрытия и подложки, что позволяет охватить большую номенклатуру восстановления изношенных деталей.
В зависимости от назначения и материала детали, условий эксплуатации, контактов сопрягаемых поверхностей при восстановлении деталей используют следующие методы газопламенного нанесения покрытий:
без последующего оплавления — используется для восстановления деталей с износом до 2,0 мм на сторону без деформации, искажения или изменения структуры основного металла, не подвергающихся в процессе эксплуатации ударам, знакопеременным нагрузкам, большому нагреву;
с одновременным оплавлением — используется для восстановления деталей с местным износом до 3...5 мм, работающих при знакопеременных и ударных нагрузках, изготовленных из серого чугуна, конструкционных, коррозионно-стойких сталей и др.-
с последующим оплавлением — дает возможность восстановить детали типа вала с износом до 2,5 мм на сторону Восстановленные детали устойчивы против коррозии, абразивного изнашивания, действия высоких температур.
Технологический процесс газопламенного нанесения покрытий: нагрев поверхности детали до 200...250°С; нанесение подслоя, который дает основу, необходимую для наложения основных слоев; нанесение основных слоев, позволяющих получить покрытия с необходимыми физико-механическими свойствами.
На прочность сцепления покрытий с основой влияют: способ подготовки поверхности и используемый при этом абразивный материал; параметры струйной обработки; время выдержки после обработки; наличие предварительного подогрева; применение подслоя; использование терморегулирующих порошков: способ распыления; эффективная мощность пламени; параметры процесса распыления; состав материала покрытия (наличие поверхностно-активных добавок в покрытии зависит и от применяемого оборудования, и от присадочных материалов).
Технические характеристики и назначение порошков приведены в табл. 14.3.
Таблица 14.3
Характеристики и назначение порошков для газопламенного нанесения покрытий
Марка порошка |
Основа |
Твердость, HRC |
Характеристика покрытия |
Область применения метода |
||
Самофлюсующиеся порошки для газопорошковой наплавки |
||||||
ПГ-ЮН-01 ПГ-10К-01 ПГ-10Н-04 |
Нкель Кобальт Никель |
56... 63 46. ..51 86. ..97 HRB |
Износостойкое, коррозионно-стойкое, беспористое гладкое покрытие с высокими физико-механическими свойствами и адгезией |
Для восстановления деталей из стали, чугуна с местным износом, работающих при знакопеременных нагрузках, в агрессивных средах и при повышенных температурах |
||
Марка порошка |
Основа |
Твердость, HRC |
Характеристика покрытия |
Область применения метода |
||
|
Самофлюсующиеся порошки для газопламенного напыления с последующим оплавлением |
|||||
|
ПГ-12Н-01, ПГ-12Н-02, IIC-12HBK-01 |
Никель Никель Порошковая смесь |
36. ..45 46. ..53 56. ..63 |
Износостойкое, коррозионно-стойкое покрытие с высокой адгезией |
Для восстановления деталей типа «вал», работающих при знакопеременных нагрузках, абразивном изнашивании и при воздействии высоких температур |
|
|
Порошковые материалы для газопламенного напыления без последующего оплавления |
|||||
|
ПТ-19Н-01, ПТ-НА-01, ПГ-19М-01, ПГ-19Н-01 |
Никель Никель Медь Железо |
30. ..41 65. ..72 HRB 74. ..72 HRB |
Износостойкое, коррозионно-стойкое покрытие с невысокой адгезией и пористой структурой |
Для восстановления и упрочнения посадочных мест деталей типа «вал», не подвергающихся в процессе эксплуатации ударным и сильным знакопеременным нагрузкам |
|
Основой конструкции аппаратов для напыления порошковых покрытий является базовая схема сварочной горелки, которая служит для смешивания горючего газа с кислородом и получения газового пламени. Мощность, состав и форма сварочного пламени зависят от мундштуков наконечников горелок.
Основное назначение аппарата для напыления — подавать порошок в ядро факела пламени. В зависимости от способа подачи порошка из питателя различают два вида аппаратов напыления.
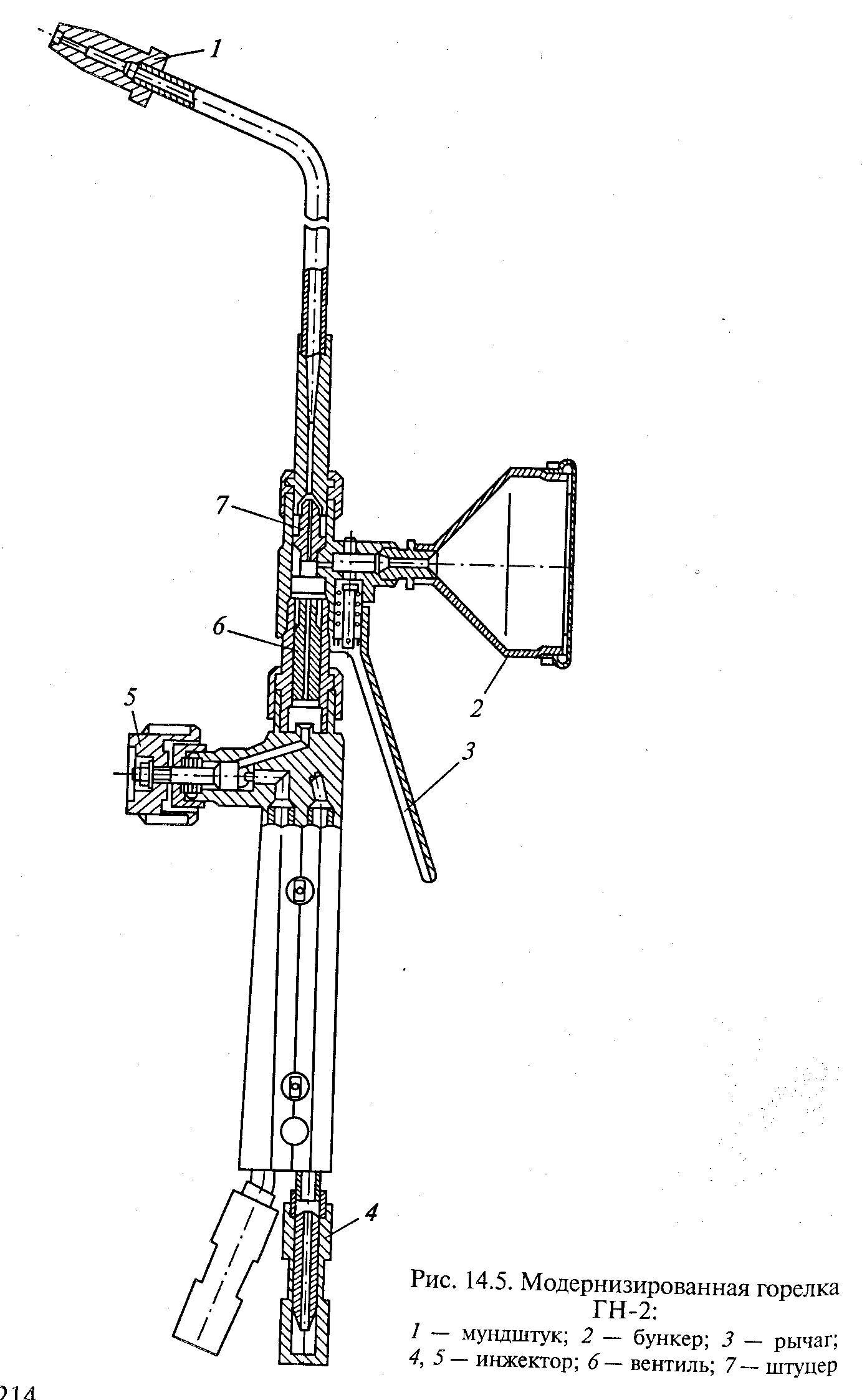
У инжекторного газопламенного распылительного аппарата порошок через клапан, размещенный в корпусе аппарата, под влиянием всасывающего воздействия кислорода и горючего газа, протекающего по каналу, попадает в сопло, а затем — в ядро пламени (рис. 14.5).
Особенностью распылительных аппаратов косвенной (наружной) подачи порошка является многоканальное сопло, через которое проходит газовая смесь образующаяся в смесительной камере. Порошок из бункера попадает в ядро пламени через верхнюю часть факела по принципу гравитации по направляющей трубке (рис. 14.6).
Основная трудность при конструировании горелок — обеспечение разряжения канала порошкового бункера при соблюдении безопасности, т.е. необходимо исключить возможность обратного удара пламени в бункер.
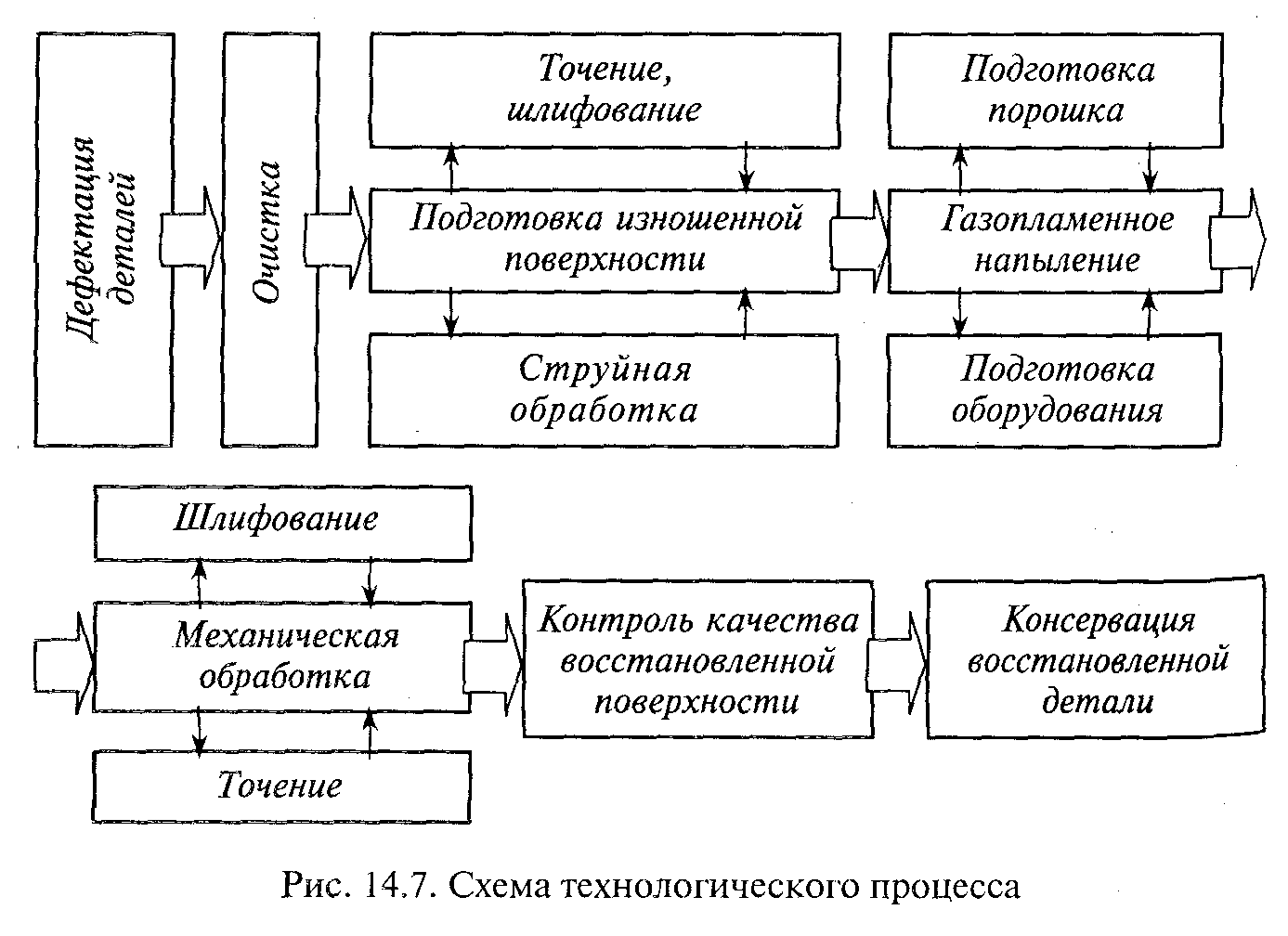
В комплект оборудования для участка газопламенного напыления на изношенную поверхность детали входят: аппараты для напыления (021-4 ВНПО «Ремдеталь», ОКС-5531-ГОСНИТИ, УПТР-1-78); горелка для наплавки (ГН-2); станки токарные и круглошлифовальные для предварительной и последующей обработки напыленного слоя (ЗВ1161, ЗА151, ЗБ12, ЗА423); установка для восстановления деталей типа «вал»; универсальная установка для восстановления коленчатых валов (вращатель); установка для струйной обработки деталей; щуп газовый для контроля давления воздуха и газов; редукторы: ацетиленовый (ДАП-2), кислородный (ДКП-1-65), про-пановый (ДПП-1-65); шланги: кислородные (типа III BH 0 12), пропановые и ацетиленовые (типа I BH 0 12); баллоны: кислородный и ацетиленовый; ацетиленовый генератор низкого и среднего давления (при отсутствии ацетилена в баллонах) — только для газопорошковой наплавки; бормашина; печь для сушки порошка (температура до 500°С); термометр (ТХ*-1479 или ТП); стеллаж (ОРГ-1468-06-92А); набор сит с ячейками; стол сварщика (С 19920 «Ремдеталь»; подставка под баллоны; технический ацетилен (газо-балонный) в баллонах; технический кислород (газобалонный); ацетон; композиционные самофлюсующиеся порошки; порошок электрокорунда (50...800 мкм); фильтр-масловлагоотделитель (5.1278-72 ДВ 41-16); синтетические моющие средства (для обезжиривания деталей); порошки. Схема технологического процесса, которую можно принять на данном участке, приведена на рис. 14.7.
Газопламенному напылению подвергаются следующие детали (порошки: ПТ-НА-01 — для подслоя + ПТ-19-ОИ или ПГ-19М-01 — для основного слоя): посадочные места — картер л:аховика; маховик; валы (ведущий, раздаточный, промежуточный, первичный, вторичный и т.д.); опоры коренных подшипников, посадочные отверстия под гильзу — блок цилиндров; посадочные пояски, опорные буртик — гильза цилиндров; опорные шейки — распределительный вал; нижняя головка — шатун; шейки под шарикоподшипники —. вал редуктора; коренные и шатунные шейки — коленчатый вал.

Газопламенное напыление без последующего оплавления осуществляют в два этапа: напыление подслоя (порошок ПТ-НА-01); напыление основного слоя (порошок ПТ-19Н-01 или др.).
Фигурные и плоские детали напыляют вручную или по копиру, детали типа «вал» — вручную или при автоматической подаче аппарата со скоростью 8 мм за один оборот детали.
Предварительно деталь подогревают горелкой при избытке ацетилена, с тем чтобы противодействовать окислению поверхности. Стальные детали подогревают до 50... 100 °С, бронзовые и латунные — до 300 °С.
При напылении участков значительной длины после первого прохода следует остановить подачу порошка и начать процесс с охлажденного конца детали. Основной слой наносят за несколько проходов; толщина покрытия должна быть не больше 2,0 мм на сторону.
Напыление с последующим оплавлением. Оплавление следует проводить сразу же за напылением, оно может быть выполнено с использованием тепла ацетилено-кислородного пламени, нагревом ТВЧ, лазерным лучом в печи с защитно-восстановительной атмосферой. Участок, покрытый порошком, нагревают до полного расплавления всех зерен металла в напыленном слое, в результате получают блестящую поверхность. Во избежание перегрева, а следовательно, возможного образования окислов, усадки и отслоения напыленного покрытия необходимо соблюдать следующие требования: сначала напыленный слой оплавляют в середине, затем аппарат перемещают поочередно к концам напыленного слоя и оплавляют порошок. Деталь охлаждают в соответственно нагретых печах. Твердость напыленных покрытий — в зависимости от марки порошка.
Для напыленных покрытий с твердостью до HRC 40 возможна токарная обработка резцами с пластинами из твердых сплавов марки ВК8 или резцами с пластинами из боронитрида. Токарную обработку покрытий выполняют в несколько этапов: снятие фасок с края покрытия; снятие неровностей — выполняется от середины покрытия к концам; окончательная обработка.
Для обработки цилиндрических деталей типа «вал» применяют круглошлифовальные станки (ЗВ161, ЗБ12, ЗА151 и другие). При обработке шлифованием обязательно применение охлаждающей жидкости, в качестве которой можно использовать 2...3 %-й раствор кальцинированной соды. Шлифование проводится непосредственно после нанесения покрытий или после предварительной токарной обработки. Шлифование напыленных покрытий с твердостью до HRC 60 выполняется кругами из карбида кремния или белого электрокорунда, а покрытие более HRC 60 — алмазными кругами.
Остродефицитность и высокая стоимость ацетилена определили направление дальнейшего развития газопламенного напыления. Анализ и изучение газопламенной наплавки и напыления выявили повышенную энергонасыщенность процесса при использовании ацетилена. Начальные условия возможности перевода Процесса на более низкую энергетическую ступень определились из физических параметров двухфазного потока ацетилено-кислородного и пропано-кислородного пламени. Их энергетические балансы неадекватны. Разница температур между ними 400 °С в пользу ацетилено-кислородного пламени. Это основной недостаток. Но есть и преимущества — это скорость истечения пропано-кислородного пламени, которая ниже ацетилено-кислородного, и увеличенное по длине ядро пламени, так как основной нагрев частиц происходит внутри ядра пламени.
Для рационального использования пропано-кислородного пламени необходима аппаратура, обеспечивающая устойчивое горение пламени как с порошком, так и без него. С этой целью была модернизирована серийная горелка ГН-2, при этом допускается снижение производительности на 20... 30 % вследствие разницы температуры пламени. Расход пропана в 1,5...2,0 раза ниже расхода ацетилена, а стоимость последнего в 3...4 раза выше.