

15. Пневмогидравлическая силовая головка, ее устройство и принцип действия .
Данная конструкция использует для работы сжатый воздух обычной цеховой сети, а для регулирования величины подачи и для обеспечения плавности хода применена гидросистема. Т.о., головка обеспечивает более простое управление, имеет более простую конструкцию, т.к. не требует гидростанции, но к минусам относят: пониженное усилие на шпинделе, т.к. давление воздуха значительно меньше, чем давление масла.
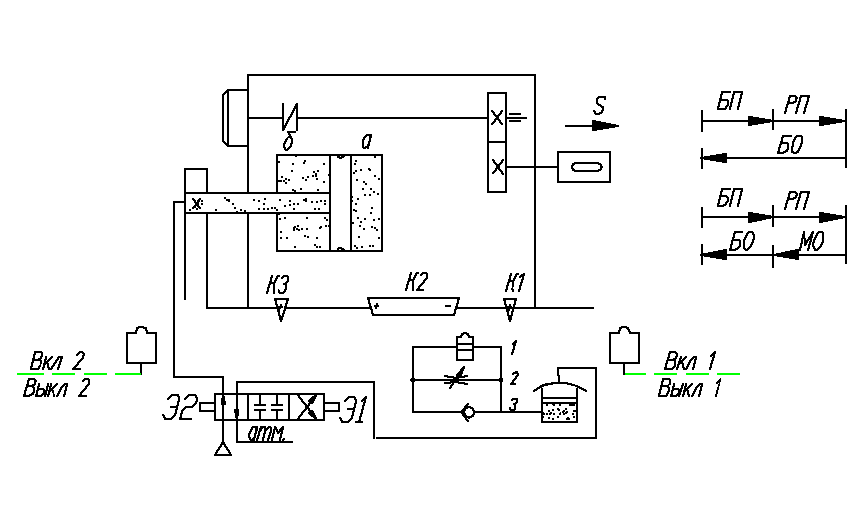
Рисунок 10 – Пневмогидравлическая силовая головка
Работа: При подаче сжатого воздуха в полость «а» силового цилиндра происходит смещение корпуса вправо, осуществляется быстрый подвод инструмента БП, срабатывает путевой переключатель от кулачка К2, движение масла происходит через регулируемый дроссель, т.к. обратный клапан закрыт. Масло поступает в гидропневмобак, из которого воздух выходит в атмосферу; аналогично начинается быстрый отвод корпуса в исходное положение, при этом сжатый воздух за счет переключения электромагнитов пневмораспределителя поступает в верхнюю полость гидропневмобака. Масло вытесняется из последнего и двигается через обратный клапан в полость «б» - идет ускоренный отвод.
Для обеспечения симметричной работы цикла достаточно запереть обратный клапан при наладке головки. В остальном порядок срабатывания головки аналогичен гидравлической головке.
16. Пневматическая силовая головка (пневмотурбинка).
Ее устройство и принцип действия.
В настоящее время применяют ещё один тип исполнительных устройств, характеризуемый большими числами оборотов шпинделя (до 18000 об/мин), кроме того, в этих устройствах в качестве источника движения используется сжатый воздух.
Упрощенный рабочий цикл позволяет предельно упростить конструкцию головки, однако недостатком этих головок является необходимость располагать их в непосредственной близости от обрабатываемой детали.
«+» малые габариты, позволяющие применять наладки с несколькими головками, расположенными под разными углами, относительно друг друга.
«+» большие числа оборотов позволяют применять эту конструкцию при обработке мелких отверстий (диам. до 3 мм) особенно в цветных металлах.
«–» ограниченный крутящий момент не позволяет использовать головку в тяжёлых работах ( не пригодна).
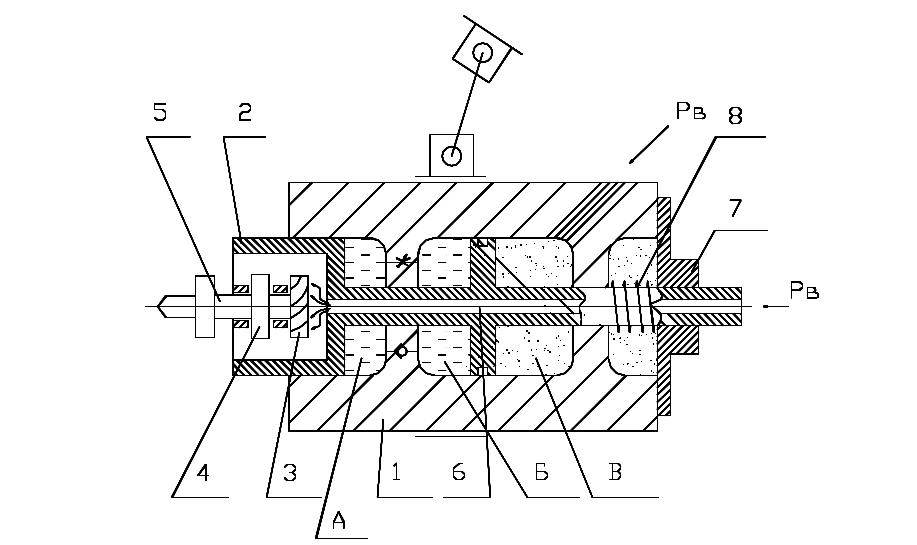
Рисунок 11 – Пневматическая силовая головка.
1.Корпус простой цилиндрической формы (диаметром до 100 мм.);
2. Выдвижная пиноль;
3. Пневмотурбинка (на шпинделе пиноли 2);
4. Редуктор (обычно планетарного типа) для уменьшения числа оборотов; 5. Шпиндель с инструментом (патрон);
6. Полый шток, на котором закреплен поршень, образующий две камеры в корпусе «Б» и «В». Полость «А» между корпусом и торцевой поверхностью пиноли.
7. Ограничительная шайба, установленная на штоке, регулирует величину рабочего хода.
8. Пружина возврата, приводит механизм в исходное положение.
Имеется кронштейн, для установки головки в требуемом положении.
Главное движение обеспечивается подачей воздуха через отверстие штока 6 на пневмотурбинку 3, которая и обеспечивает вращение шпинделя. Для обеспечения подачи воздух подают в полость «В», вследствие чего шток начинает смещаться влево, вытесняя масло из полости «Б» в полость «А». Скорость подачи регулируется дросселем (рабочая подача) обратный ход, при отключении подачи сжатого воздуха, за счёт пружины 8. Масло при этом идёт через обратный клапан в полость «Б» из полости «А».