

37. Применение автоподналадчиков и возможность управления точностью обработки деталей. Блок-схема устройства автоподналадчика.
Данный вид устройств чаще всего применяется в крупносерийном и массовом производстве, преимущественно для деталей простой формы.
Назначение: повышенная точность обработки деталей, изготавливаются большими сериями, причем, автоподналадчик выполняет две функции:
Контроль фактического размера деталей в специальной организованной контрольной позиции с помощью специального датчика того или иного типа.
Выполнение специальных поднастроечных перемещений инструмента в рабочей позиции. Очередная деталь поступает из рабочей позиции в контрольную. Главным доставляющим устройством является исключение влияния износа инструмента на точность обработки.
Датчик – любой конструкции получающий информацию о фактическом размере, находящемся в контрольной позиции.
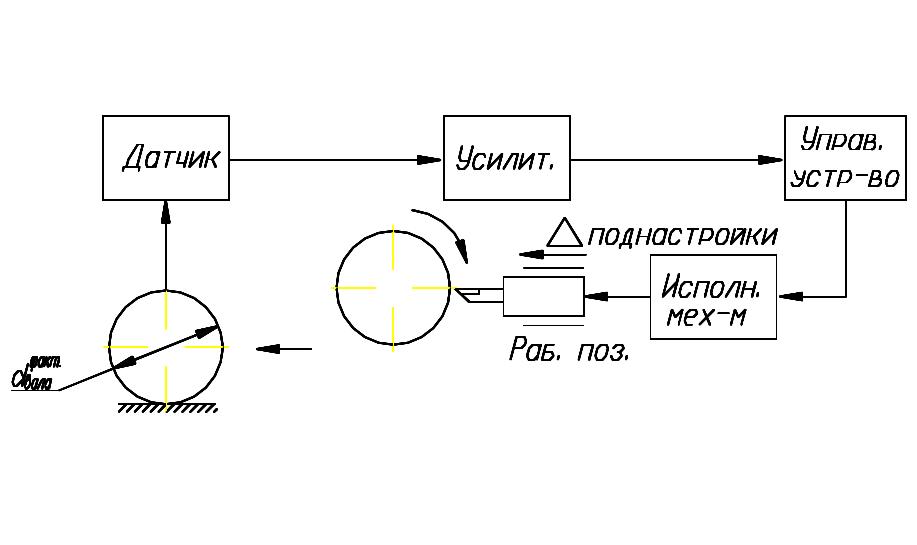
Рисунок 63 – Блок-схема автоподналадчика
Управляющее устройство; ИМ – используется для обеспечения сверхмалых поднастроечных перемещений резца, вызванных его износом. Обеспечение столь малых перемещений сопряжено с значительными трудностями. В настоящее время применяют магнито-стрикционный эффект – используется свойство удлинения некоторых материалов, находящихся в магнитном поле. Для этого, резцедержатель снабжается стержнем из титана, а вокруг него выполнена электрическая обмотка.
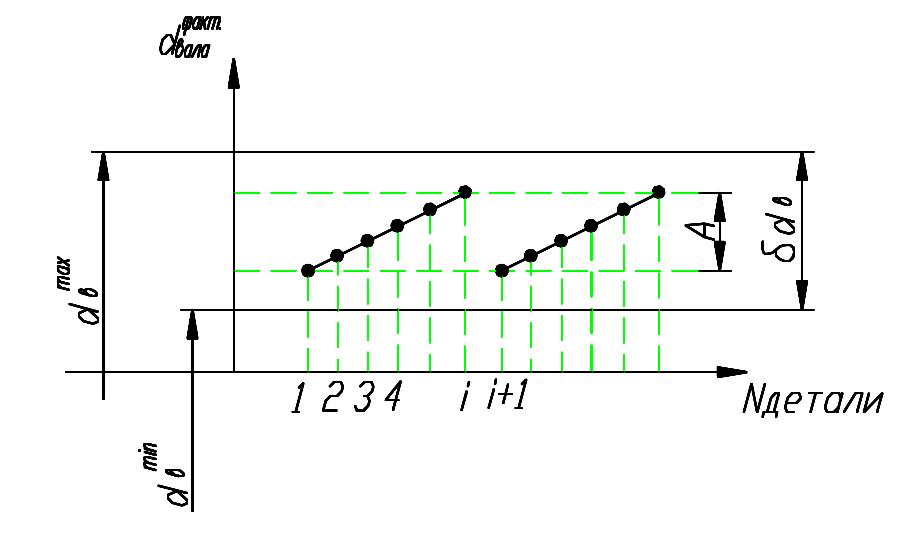
Рисунок 64 – Диаграмма определения момента поднастройки
После допуска преднамеренно сужается , чтобы обеспечить некоторый запас точности для работы автоподналадчика. Указанный интервал А – это часть допуска , выделенного на работу подналадчика. По мере износа резцы диаметр очередной детали начинает увеличиваться, т.е. мы получаем диаграмму на какой-то I-той детали срабатывает датчик автоподналадчика, что и соответствует моменту поднастройки, следующая 1 +I деталь снова получает размер, близкий к нижнему допустимому пределу, процесс работы автоподналадчика будет повторяться .
38. Выбор методов управления автоматизированным технологическим оборудованием.
Внимание. Вопрос рассматривался в курсе УСП.
В настоящее время существует 3 основных метода:
Путевой метод
Центральный метод
Комбинированный
Путевой метод
Метод заключается в том, что контролируется перемещение каждого подвижного узла (агрегатной силовой головки, либо агрегатного стола) с помощью датчиков конечного положения (ВК1…ВК2) включение в работу каждого последующего исполнительного механизма невозможно если не отработает полностью предыдущий механизм. Возврат в исходное положение исполнительных механизмов за счет их внутреннего устройства.
Рисунок 65 – Путевой метод управления
Преимущества:
Высокая надежность работы оборудования т.к. идет постоянный контроль за срабатыванием каждого исполнительного механизма
Простота реализации метода, т.к. не требуется создания каких-либо специальных устройств
Недостатки:
Неудобство обслуживания в виду разбросанности органов управления