

13. Свердлильні верстати
13.1. Основні типи свердлильних верстатів такі:
1. Вертикально-свердлильні - найпоширеніші верстати цієї групи; застосовують їх в одиничному і серійному виробництві. 2. Радіально-свердлильні верстати призначені для обробки отворів у великих важких деталях.
3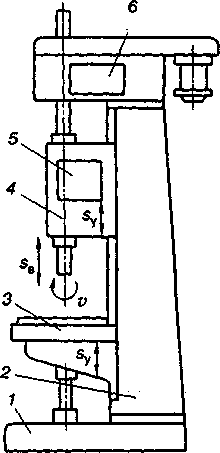 .
Багатошпиндельні
свердлильні верстати
мають кілька
шпинделів, взаємне розміщення яких може
бути
постійним або змінюється залежно від
оброблюваної
деталі. Ці верстати широко застосовують
у серійному і масовому виробництві. 4.
Горизонтально-свердлильні
-
застосовують
для свердління
глибоких отворів. 5.
Центрувальні
-призначені
для виготовлення центрових отворів. 6.
Агрегатні-
найпоширеніші
у великосерійному і
масовому виробництві при обробці
отворів.
.
Багатошпиндельні
свердлильні верстати
мають кілька
шпинделів, взаємне розміщення яких може
бути
постійним або змінюється залежно від
оброблюваної
деталі. Ці верстати широко застосовують
у серійному і масовому виробництві. 4.
Горизонтально-свердлильні
-
застосовують
для свердління
глибоких отворів. 5.
Центрувальні
-призначені
для виготовлення центрових отворів. 6.
Агрегатні-
найпоширеніші
у великосерійному і
масовому виробництві при обробці
отворів.
13.2. Вертикально-свердлильні верстати. На рис.13 подано загальний вигляд вертикально-свердлильного верстата. Верстат складається з фундаментної плити 1, станини 2, коробки швидкостей 6 зі шпинделем, коробки
подач 5,розташованої в кронштейні 4, і стола 3, на якому встановлюється оброблювана деталь. Вертикально-свердлильні верстати застосовують для обробки отворів
у деталях масою до 25 кг. Основною характеристикою їх є найбільший отвір, який можна свердлити на них у сталі середньої твердості.
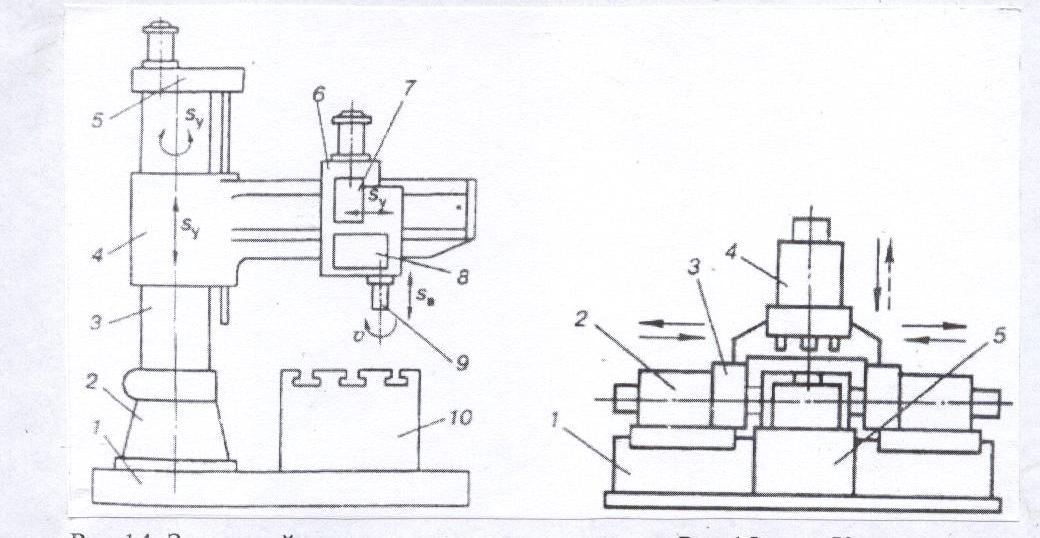
Рис.14. Загальний вигляд Рис.15. Компонування агрегатних верстатів
радіально-свердлильного верстата
13.3. Радіально-свердлильні верстати застосовують в умовах одиничного і серійного виробництва.
На фундаментній плиті 1 верстата (рис.14) нерухомо встановлена колона 2, на якій розміщена і може повертатися на 360° гільза 3. Встановлена на гільзі траверса 4 може переміщатися по ній уздовж осі за допомогою механізму 5 і закріплюватися на певній висоті. Траверса має напрямні, по яких може переміщатися і разом з нею повертатися шпиндельна головка 6 з коробкою швидкостей 7, шпинделем 9 і коробкою подач 8. Заготовка може бути встановлена і закріплена на столі 10 або на фундаментній плиті 1.
Поворотом гільзи з траверсою навколо осі колони і переміщенням шпиндельної головки по напрямних траверси досягається суміщення осей інструмента і отвору деталі.
13.4. Агрегатні верстати - це спеціальні верстати, змонтовані з нормалізованих вузлів (агрегатів). Здебільшого вони складаються з станини (рис.15), силових головок 2, шпиндельних головок 3, колони 4 і стола 5. Різним компонуванням цих вузлів можна складати різноманітні верстати для обробки певних деталей. Основним вузлом верстата є силова головка, яка надає обертання інструменту (головний рух) і поступальний рух подачі. На агрегатних верстатах виконують свердління, зенкерування, розточування, розвертання отворів, нарізання різьби та інші операції.
Агрегатні верстати є напівавтоматами і часто входять до складу автоматичних ліній.
14. Допоміжні інструменти і пристрої до свердлильних верстатів
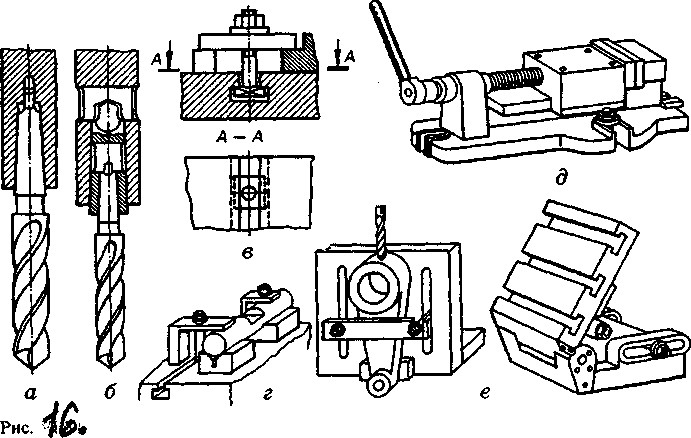
Рис.16. Кріплення інструмента і заготовок на свердлильних верстатах
Інструмент з циліндричним хвостовиком закріплюють у трикулачкових або цангових патронах. При послідовній обробці отворів на свердлильних верстатах кількома інструментами, коли інструменти треба міняти, не зупиняючи верстата, застосовують так звані швидкозмінні патрони.
14.2. Пристрої для встановлення і закріплення деталей. Для закріплення деталей на столі верстата застосовують універсальні і спеціальні пристрої. До універсальних затискних пристроїв належать притискні планки (рис.16, в), призми (рис.16, г), машинні лещата (рис.16, д), кутники (рис.16, е).
Щоб забезпечити правильне положення інструмента відносно осі оброблюваного отвору і спрямовування його під час роботи, застосовують спеціальні пристрої - кондуктори, які усувають необхідність розмітки деталей.