

10.2. Достоинства mrp
В моделях запасов главы 9 был получен ответ, как много заказывать и когда заказывать. Когда зависимый спрос повышает сложность планирования и составления расписания расходования запасов (расписания движения заделов), это также приводит к появлению некоторых преимуществ. Ими являются:
увеличение покупательского сервиса и его удовлетворение;
улучшение использования оборудования и труда;
улучшение планирования запасов и расписания их движения;
более быстрое возникновение реакции на рыночные изменения и сдвиги;
снижение уровня запасов без снижения уровня обслуживания покупателя.
10.3. Структура mrp
Хотя большинство MRP – систем компьютеризированы, структуры их, наблюдаемые при анализе, одинаковы при движении от одной компьютеризированной системы к другой. График производственного плана, ведомость состава изделия, учет состояния заделов и закупок и время изготовления каждого элемента являются ингредиентами системы планирования потребности материалов, деталей и узлов (рис. 10.3).
Следующий шаг – это разработка полного плана потребности материалов. Под словами «потребность материалов» впредь будем понимать потребности всех видов ингредиентов, необходимых для изготовления изделий. Этот шаг объединяет производственный план – график (табл. 10.1) и временной график (см. табл. 10.2). Полный план потребности материалов представляет собой расписание. Он показывает, когда элемент должен быть заказан у поставщиков, если нет запаса под рукой, или когда производство элемента должно быть начато для того, чтобы окончить изготовление изделия к назначенной дате и удовлетворить спрос.
ПРИМЕР 2
Компания производит все элементы изделия А. Время изготовления показано в табл. 10.2. Используя эту информацию, построим полный план потребности материалов и нарисуем расписание производства, охватывающее 50 изделий А, так, чтобы удовлетворить спрос в течение восьми недель, как это показано в табл. 10.3.
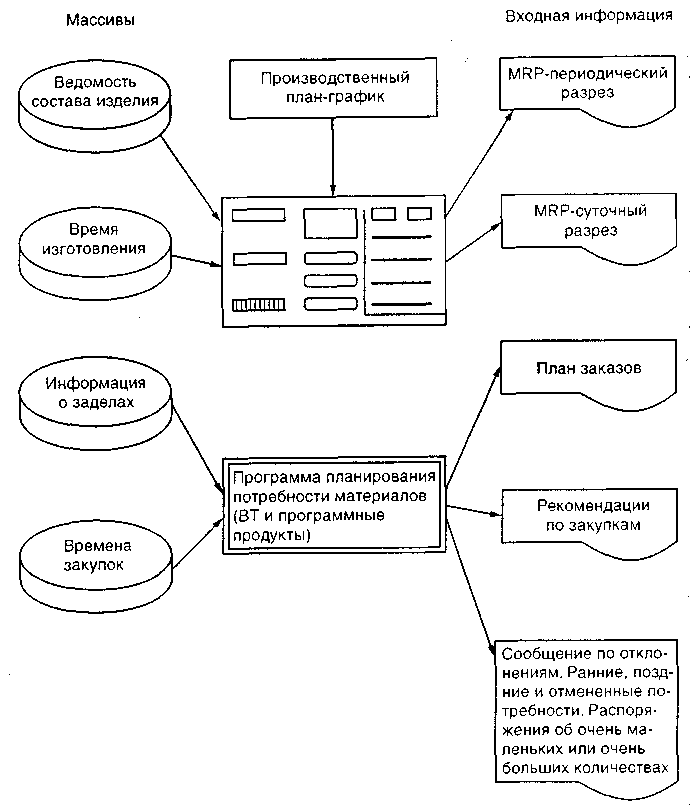
Рис. 10.3. Структура системы MRP
Интерпретация полного плана потребности материалов следующая: если вы хотите 50 штук изделия А на восьмой неделе, вы должны начать узловую сборку изделия А в начале седьмой недели. Отсюда вам необходимо иметь к седьмой неделе 100 штук изделия Ви 150 штук С. Эти два элемента требуют соответственно две и одну неделю на их изготовление. Производство изделия В должно быть . начато на пятой неделе, и производство изделия С должно быть начато на шестой неделе (время изготовления вычитается из даты потребности этих элементов). Работая в обратном направлении, мы можем представить остальные компоненты для всех остальных элементов. План потребности материалов графически показывает, когда производство каждого элемента должно быть начато для того, чтобы иметь 50 штук изделий А изготовленными на восьмой неделе.
Итак, мы рассмотрели обеспечение полной потребности материалов. С другой стороны, мы предположили, что нет заделов (запасов) на руках (рабочих местах). Когда на рабочем месте имеется запас, производство только необходимой или чистой потребности позволяет избежать излишних или сверхнормативных запасов. Когда мы рассматриваем заделы на рабочих местах и складах, мы должны осознавать, что многие компоненты заделов состоят из сборочных единиц или деталей. Если полная потребность газонокосилок 100 штук и в запасе на складе готовой продукции находится 20 косилок, то чистая потребность в косилках составляет 80 (т.е. 100 – 20). Но каждая косилка имеет четыре колеса и один замок зажигания, в результате чего потребность в колесах падает на 80 (20 газонокосилок на складе х 4 колеса) и потребность в замках зажигания падает на 20 (20 х 1).
Таблица 10.3. Полный план потребности материалов для производства 50 изделий А

ПРИМЕР 3
В примере 1 мы развили структуру товара на основе ВОМ и в примере 2 развили полный план потребности. Располагая следующими запасами (заделами), мы построим план чистой потребности.
Единица |
В запасе |
Единица |
В запасе |
А |
10 |
Е |
10 |
В |
15 |
F |
5 |
С |
20 |
G |
0 |
D |
10 |
|
|
Чистая потребность материалов планируется для производства А (пример 3). План чистой потребности материалов включает полную потребность, запасы в заделах (на складах), чистую потребность, планируемые сроки начала изготовления и планируемые сроки окончания изготовления для каждого элемента. Представленная ниже карта является планом чистой потребности для изделия А.
Таблица
Продолжение


Окончание

Конструкция плана чистой потребности является аналогичной конструкции плана полной потребности. Начиная с единицы А. мы осуществляем работу в обратной последовательности по отношению к ходу производственного процесса, определяя чистую потребность для всех единиц. Чтобы сделать эти расчеты, мы берем данные о структуре товара, о запасах в заделах и времени изготовления (в данном случае в неделях). Полная потребность изделия А равна 50 штукам к концу восьмой недели. Учитывая затем число единиц в запасе, отмечаем чистую потребность и планируемое количество к изготовлению к концу восьмой недели в размере 40 единиц в обоих случаях. Затем определяем плановые сроки изготовления заданного количества единиц, равного 40 штукам. Согласно структуре изготовления продукта для единицы А время изготовления на этой операции равно одной неделе, т. е. оно должно начаться на седьмой неделе (см. стрелку, связывающую плановые распоряжения о начале и окончании изготовления А на данной операции). Рассматривая седьмую неделю и структуру изделия в примере 1, мы можем увидеть, что требуются 80 (2 х 40) единиц Ви 120 (3 х 40) единиц С в конце седьмой недели, чтобы в итоге получить 50 единиц изделий А в конце восьмой недели. Буковка А справа от большой цифры у единиц В и С указывает, что эти объемы необходимы, чтобы удовлетворить потребность в производстве родителя А. Предлагая аналогичный стиль анализа, узнаем чистую потребность для D, Е, F, G. Обратим внимание на задел для позиции Е на шестой неделе. Он равен нулю потому, что запас (10 штук) был использован, чтобы изготовить В в колонке 5. Точно такие же рассуждения справедливы и для запаса D, который был израсходован, чтобы изготовить F.
В примерах 2 и 3 рассматривалось изготовление только изделия А и завершение его изготовления к концу восьмой недели. 50 штук А требовались к концу восьмой недели. Обычно же в течение времени существует спрос на многие изделия. Для каждого изделия служба менеджмента обязана подготовить график производства (как мы видели это ранее в табл. 10.1). Составляя расписание производства каждого отдельного изделия в общем производственном плане – графике, в конечном итоге составляют план чистой потребности материалов. Расписание производства нескольких изделий, входящих в один производственный план – график и соответственно единый план потребности материалов для их производства, показан на рис. 10.4.
Несколько расписаний входят в полный график потребности в изделиях В. Одно В в каждом А и одно В в каждом S и 10 В продаются прямо в первую неделю, еще 10 продаются во вторую неделю.
Большинство систем запасов записывают количество штук в запасе, которые предписываются для специального использования в производстве будущего, но не используются. Такие единицы часто рассматриваются как зарезервированные единицы. Зарезервированные единицы могут затем быть включены в планирование MRP и представлены на листе, как показано на рис. 10.5.
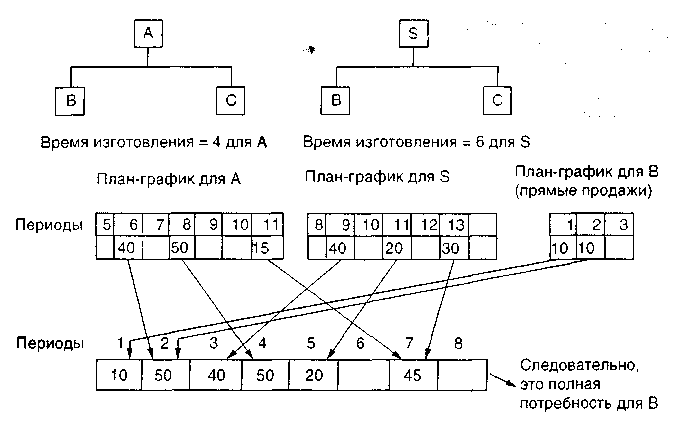
Рис. 10.4. Производственный план – график нескольких изделий

Рис. 10.5. Образец MRP. Лист планирования для единицы А
