

1.2. Принципы построения системы допусков и посадок (сдп)
Системой допусков и посадок (СДП) называется совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизировать режущие инструменты и калибры, облегчает конструирование, производство и взаимозаменяемость деталей машин, а также обуславливает их качество.
Первый принцип - установлено 20 квалитетов и определены формулы для расчетов допусков. Считают, что допуски одного квалитета меняются так же, как изменяются погрешность обработки на станке в зависимости от размера обработанной детали.
Допуск квалитета рассчитывается по формуле:
![]()
где
![]() - число единиц допуска, установленное
для каждого квалитета (табл. 1)
- число единиц допуска, установленное
для каждого квалитета (табл. 1)
Таблица 1 - Число единиц допуска, установленное для каждого квалитета
Квалитет |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
Число единиц допуска |
7 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
250 |
400 |
640 |
1000 |
1600 |
2500 |
Допуск для размеров до 500 мм |
,
где
|
|||||||||||||
Допуск для размеров свыше 500 до 3150 мм |
|
|||||||||||||
Примечания. 1. D – среднее геометрическое из крайних значений каждого интервала номинальных размеров, мм. 2. Таблица дана в сокращении. |
||||||||||||||
ЕСДП (ДСТУ – 2500-94) установлено 20 квалитетов, которые обозначаются порядковыми номерами: 01, 0, 1, 2, 3, 4, 5, …, 11, 12, …, 18 в порядке уменьшения точности (увеличения допуска).
Квалитеты с 5-го по 11-й, как правило, применяются для сопрягаемых элементов деталей. Квалитеты с 12-го по 18-й применяются для несопрягаемых деталей.
Значения допусков для установленных интервалов приведены в табл. П. 1.1 приложения.
Второй принцип – установлено 27 основных отклонений валов и 27 основных отклонений отверстий (рис. 11).
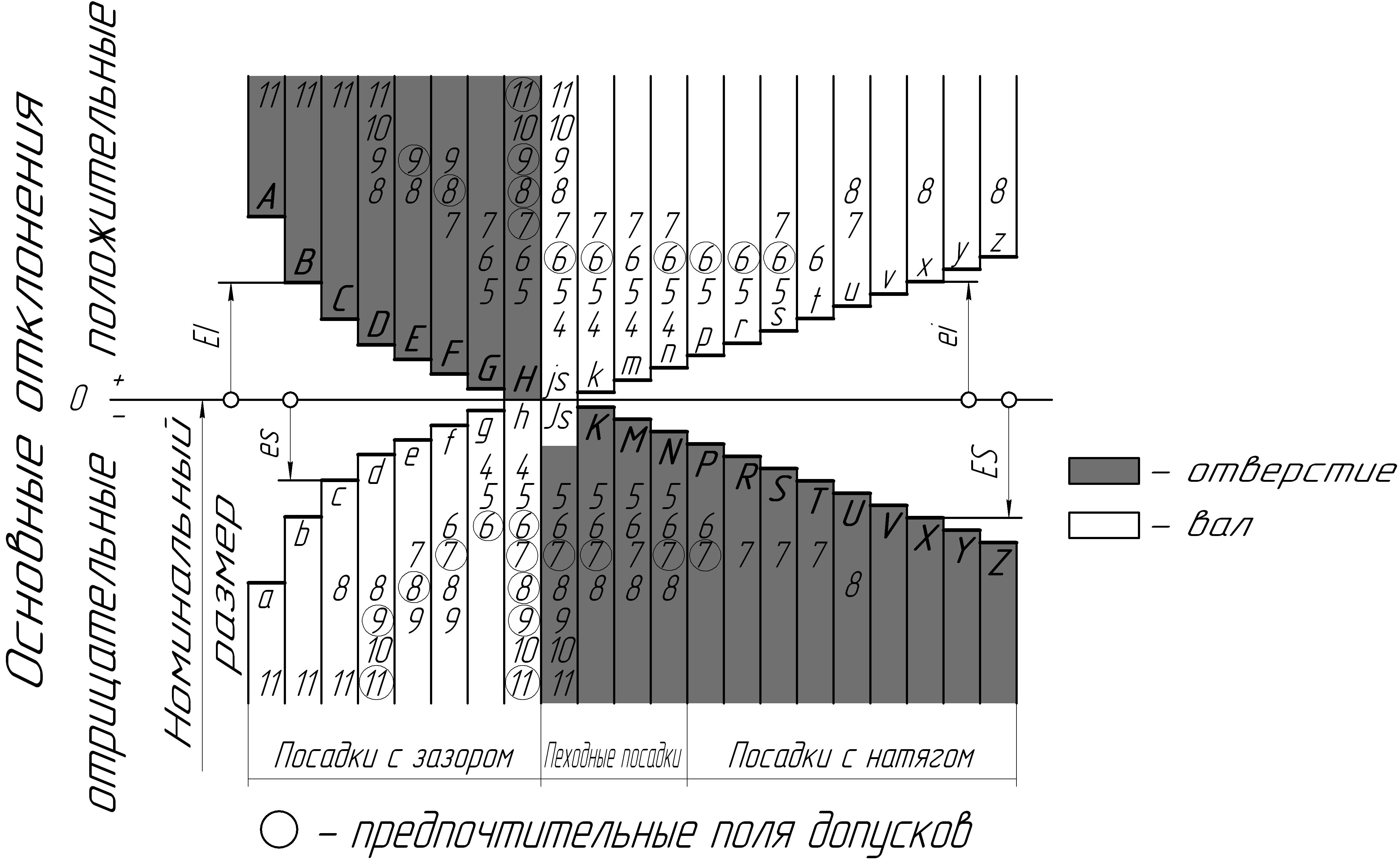
Рисунок 11 – Схема расположения и обозначения основных отклонений
Третий принцип – предусмотрены посадки в системе отверстия и в системе вала.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 12, а).
Основное отверстие (Н) – отверстие, нижнее отклонение которого равно нулю.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем основного вала (рис. 12, б).
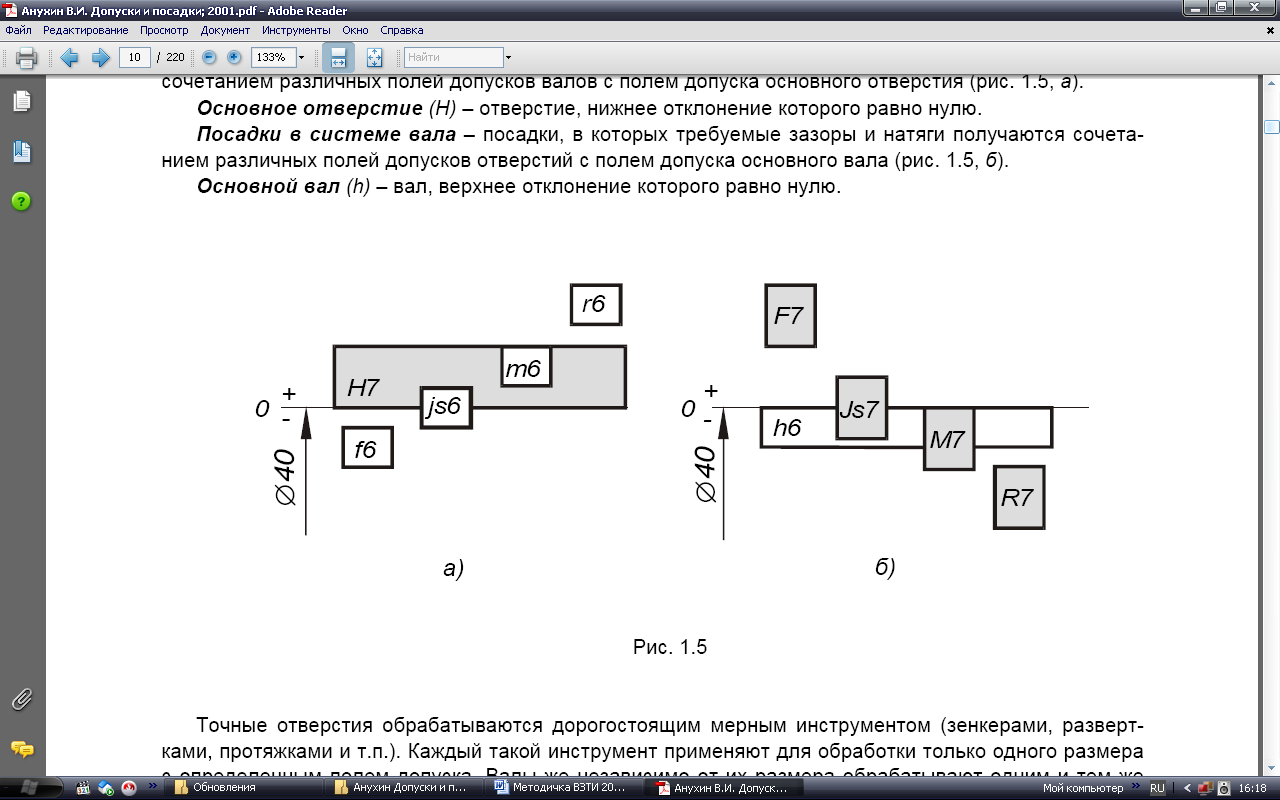
Рисунок 12 – Посадки в системе отверстия и системе вала
Основной вал (h) – вал, верхнее отклонение которого равно нулю.
Четвертый принцип – допуски и предельные отклонения относятся к размерам деталей при температуре +20С.