

4. Технологічні можливості вертикально-свердлувального верстату мод. 2р135ф2
Верстат
з ЧПУ – прогресивний вид металорізального
обладнання. Їх функціонування
забезпечується на останніх досягненнях
автоматики, обчислювальної
техніки та електроніки. Верстати
з ЧПУ міцно увійшли у практику машинобудівних
підприємств
та виконують значний обсяг робіт по
обробці деталей.
ЧПУ міцно увійшли у практику машинобудівних
підприємств
та виконують значний обсяг робіт по
обробці деталей.
Значна перевага свердлувальних верстатів з ЧПУ перед універсальними полягає в тому, що при обробці деталей з точно розташованими отворами, як правило відпадає необхідність застосування кондукторів. Вертикально-свердлувальний верстат мод. 2Р135Ф2 призначений для обробки корпусних деталей, а також деталей типу фланців, кришок, плит, важелів, кронштейнів і т.д. На ньому можливе виконання таких технологічних операцій як свердлування, розточування, зенкерування, зенкування, цекування, нарізання різьби та інші операції. При цьому забезпечується точність міжосьових відстаней оброблюваних поверхонь в межах (0,10...0,15)мм. Найбільш раціональна область застосування — дрібносерійне та серійне виробництво.
Верстат має великі діапазони хвилинних подач переміщень револьверної головки (РГ) - (10-500) мм/хв та частот обертання шпинделя - (31,5—1400) хв-1, які повністю забезпечують необхідні режими обробки деталей із сталей, чавунів та кольорових металів. Верстат обладнано хрестовим столом, що має розміри робочої поверхні 400 х 710 мм, з телескопічним захистом напрямних, а також шестишпиндельною РГ, яка дозволяє здійснювати автоматичну зміну інструментів за УП. При цьому найбільша відстань від торця шпинделя до робочої поверхні столу становить 600 мм, а виліт шпинделя — 450 мм. Для прискорення ручної заміни інструментів передбачено спеціальний випресову-вальний пристрій.
Верстат обладнано системою ЧПУ Координата С-70. Дана система ЧПУ забезпечує переміщення столу для позиціонування окремо за координатами X та Y або одночасне позиціонування за двома координатами X та Y і робочі цикли подач інструментів по осі Z. Максимальне переміщення столу по осі X — 630 мм, по осі Y — 400 мм. Дискретність переміщення відповідних робочих органів за всіма координатами складає 0,01 мм. Наявність цифрової індикації на пульті управління пристрою ЧПУ дозволяє вести візуальний нагляд за положенням столу, а також контролювати правильність запису УП на перфострічці.
На
верстаті перед бачено
зворотній зв'язок за положенням робочих
органів. Датчиками зворотного зв'язку
є кругові електроконтактні кодові
перетворювачі.
бачено
зворотній зв'язок за положенням робочих
органів. Датчиками зворотного зв'язку
є кругові електроконтактні кодові
перетворювачі.
5. Операційний ескіз деталі
Креслення деталі наведений на рис.5. Матеріал деталі – сталь конструкційна вуглецева НВ = 1900 МПа. Заготовка попередньо оброблена на токарному верстаті. Кріплення заготовки - за допомогою двох прижимних планок висотою 20 мм.

Рис.5. Оброблювальна деталь
Координати точок осей отворів Таблиця 1.
-
Точка
Х, мм
У, мм
Х, імп
У, імп
1
0
0
0
0
2
0
-50
0
-5000
3
-50
0
-5000
0
4
+30
+30
+3000
+3000
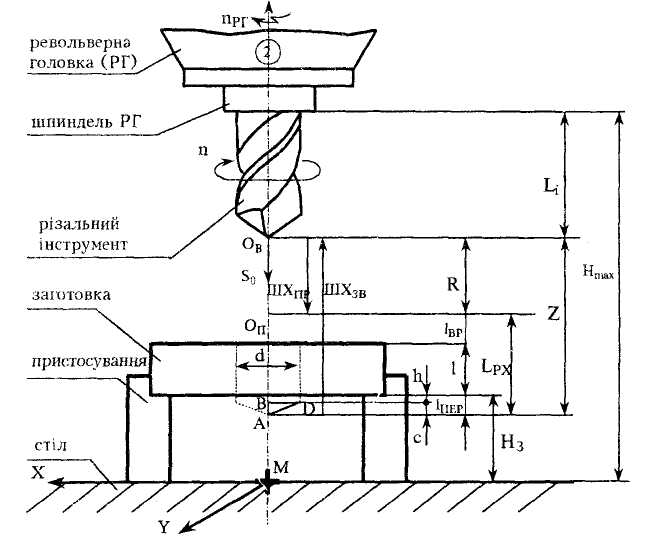
Рис.6. Схема взаємного розташування стержньового мірного інструменту та заготовки при обробці отвору певного діаметру
6. Розрахунок режимів різання
6.1. Послідовність та зміст операції
Центрувати: отвори 1, 2, 3, 4, на глибину 3 мм (інструмент Т01).
Свердлувати: отвори 1
 15мм,
на глибину 20 мм (інструмент
Т02)
.
15мм,
на глибину 20 мм (інструмент
Т02)
.Свердлувати: отвори 2, 3, 4 6 мм, на глибину 20 мм (інструмент Т03).
Зенкерування: отвори 2, 3, 4 16 мм, на глибину 4 мм (інструмент Т04).
6.2. Величини переміщень всіх інструментів
Величини
недобігу
![]() та
та
![]() приймаємо по 2 мм.
приймаємо по 2 мм.
Для
центровочного
отвору
20
мм
![]() (Т01):
(Т01):
- для точок 1, 2, 3, 4 на глибину 3 мм
Для свердлування отвору:
- для точки 1 15 мм на глибину 20 мм (Т02)
![]()
для точки 2, 3, 4 6 мм на глибину 20 мм (Т03)
![]()
Для зенкерування отвору:
- для точки 2, 3, 4 16 мм на глибину 4 мм (Т04)
![]()
6.3.
Розрахунок режимів різання за
рекоме ндаціями:
ндаціями:
- центрування: для свердла 20 мм, Р6М5
Табличне
значення обертової подачі
![]() при
при
![]()
![]() -
коректування табличного значення
обертової подачі:
-
коректування табличного значення
обертової подачі:
![]() - поплавковий
коефіцієнт, що враховує вплив механічних
властивостей оброблюваного матеріалу,
на величину подачі.
- поплавковий
коефіцієнт, що враховує вплив механічних
властивостей оброблюваного матеріалу,
на величину подачі.
Отже,
![]()
Табличне значення швидкості різання:
![]()
![]()
![]() - для
сталі конструкційної вуглецевої
НВ=1900МПа;
- для
сталі конструкційної вуглецевої
НВ=1900МПа;
![]() - нормальна
заточка інструменту;
- нормальна
заточка інструменту;
![]() -
свердлування з охолодженням;
-
свердлування з охолодженням;
![]() -
інструмент без покриття;
-
інструмент без покриття;
![]() - матеріал
різальної частини Р6М5;
- матеріал
різальної частини Р6М5;
![]() - свердло
за ГОСТ 12121-77;
- свердло
за ГОСТ 12121-77;
![]() - обробка
без кірки.
- обробка
без кірки.
Розрахункове значення швидкості різання:
![]()
Розрахункове значення частоти обертання шпинделя:
![]()
Розрахункове значення хвилинної подачі:
![]()
З
урахуванням паспортних даних верстата
вибираємо найближчі до розрахункових
значень хвилинної подачі
![]() та
та
![]() частоти :
частоти :
![]()
![]()
- свердлування: для свердла 15 мм, на глибину 20 мм, Р6М5
Табличне
значення обертової подачі при
при
![]()
- коректування табличного значення обертової подачі:
- поплавковий коефіцієнт, що враховує вплив механічних властивостей оброблюваного матеріалу, на величину подачі.
Отже,
Табличне значення швидкості різання:
- для сталі конструкційної вуглецевої НВ=1900МПа;
- нормальна заточка інструменту;
- свердлування з охолодженням;
- інструмент без покриття;
- матеріал різальної частини Р6М5;
- свердло за ГОСТ 12121-77;
- обробка без кірки.
Розрахункове значення швидкості різання:
Розрахункове значення частоти обертання шпинделя:
![]()
Розрахункове значення хвилинної подачі:
![]()
З урахуванням паспортних даних верстата вибираємо найближчі до розрахункових значень хвилинної подачі та частоти :
![]()
![]()
- свердлування: для свердла 6 мм, Р6М5
Табличне
значення обертової подачі
обертової подачі
![]() при
при
![]()
- коректування табличного значення обертової подачі:
- поплавковий коефіцієнт, що враховує вплив механічних властивостей оброблюваного матеріалу, на величину подачі.
Отже,
![]()
Табличне значення швидкості різання:
![]()
- для сталі конструкційної вуглецевої НВ=1900МПа;
- нормальна заточка інструменту;
- свердлування з охолодженням;
- інструмент без покриття;
- матеріал різальної частини Р6М5;
- свердло за ГОСТ 12121-77;
- обробка без кірки.
Розрахункове значення швидкості різання:
![]()
Розрахункове значення частоти обертання шпинделя:
![]()
Розрахункове значення хвилинної подачі:
![]()
З урахуванням паспортних даних верстата вибираємо найближчі до розрахункових значень хвилинної подачі та частоти :
![]()
![]()
- зенкерування: для зенкера 16 мм, Р6М5
Табличне
значення обертової подачі
![]() при
при
![]()
- коректування табличного значення обертової подачі:
- поплавкови й
коефіцієнт, що враховує вплив механічних
властивостей оброблюваного матеріалу,
на величину подачі.
й
коефіцієнт, що враховує вплив механічних
властивостей оброблюваного матеріалу,
на величину подачі.
Отже,
![]()
Табличне значення швидкості різання:
![]()
- для сталі конструкційної вуглецевої НВ=1900МПа;
- нормальна заточка інструменту;
- свердлування з охолодженням;
- інструмент без покриття;
- матеріал різальної частини Р6М5;
- свердло за ГОСТ 12121-77;
- обробка без кірки.
Розрахункове значення швидкості різання:
![]()
Розрахункове значення частоти обертання шпинделя:
![]()
Розрахункове значення хвилинної подачі:
![]()
З урахуванням паспортних даних верстата вибираємо найближчі до розрахункових значень хвилинної подачі та частоти :
![]()
Результати розрахунків запишемо в таблицю 2.
Розрахунково-технологічні
дані  Таблиця 2
Таблиця 2
Інструментальні переходи |
Інструмент |
Параметри переміщень інструментів, мм |
Фактична частота обертання, хв.-1 |
Фактична хвилинна подача, мм/хв |
||||||
Вид, розмір, матеріал |
Позиція в РГ |
Номер коректора |
R, мм |
LРХ, мм |
Z, мм |
nФ |
Код в УП |
SХВФ |
Код в УП |
|
1.Центрувати отвори 1, 2, 3, 4 |
Свердло Ø20, Р6М5 |
T01 |
L01 |
200 |
12.5 |
212.5 |
250 |
S07 |
125 |
F12 |
2.Свердлувати отвір 1 |
Свердло Ø15, Р6М5 |
Т02 |
L02 |
200 |
31,5 |
231,5 |
355 |
S08 |
160 |
F13 |
3.Свердлувати отвори 2, 3, 4 |
Свердло Ø6, Р6М5 |
Т03 |
L03 |
200 |
27 |
227 |
1000 |
S11 |
315 |
F16 |
4.Зенкерувати отвори 2, 3, 4 |
Свердло Ø16, Р6М5 |
Т04 |
L04 |
200 |
6 |
206 |
355 |
S08 |
250 |
F15 |
Текст управляючої програми:
Точка |
Текст УП |
Пояснення |
1 |
N001 T01 S07 F12 M04 L01 ПР |
Центрування 4-х отворів |
|
N002 X+00000 Y+00000 ПС |
|
|
N003 G82 R+020000 Z+021250 ПС |
|
|
N004 X+000000 Y-005000 ПС |
|
|
N005 R+020000 Z+021250 ПС |
|
|
N006 X-005000 Y-000000 ПС |
|
|
N007 R+020000 Z+021250 ПС |
|
|
N008 X+003000 Y+003000 ПС |
|
|
N009 R+020000 Z+021250 ПС |
|
|
N010 R+000000 Z+000000 ПС |
Повернення в 0В |
2 |
N011 T02 S08 F13 M04 L02 ПР |
Свердлування отвора 1 |
|
N012 X+00000 Y+00000 ПС |
|
|
N013
R+020000 Z+023150 ПС |
|
|
N014 R+000000 Z+000000 ПС |
Повернення в 0В |
3 |
N015 T03 S11 F16 M04 L03 ПС |
Свердлування отворів 2, 3, 4 |
|
N016 X+000000 Y-005000 ПС |
|
|
N017 G82 R+020000 Z+022700 ПС |
|
|
N018 X-005000 Y-000000 ПС |
|
|
N019 R+020000 Z+022700 ПС |
|
|
N020 X+003000 Y+003000 ПС |
|
|
N021 R+020000 Z+022700 ПС |
|
|
N022 R+000000 Z+000000 ПС |
Повернення в 0В |
4 |
N023 T04 S08 F15 M04 L04 ПС |
Зенкерування отворів 4, 3, 2 |
|
N024 X+003000 Y+003000 ПС |
|
|
N025 G82 R+020000 Z+020600 ПС |
|
|
N026 X-005000 Y-000000 ПС |
|
|
N027 R+020000 Z+020600 ПС |
|
|
N028 X+000000 Y-005000 ПС |
|
|
N029 R+020000 Z+020600 ПС |
|
|
N030 R+000000 Z+000000 ПС |
Повернення в 0В |
|
N031 M02 ПС |
Кінець програми |

Висновок:
на даній лабораторній роботі ознайомившись
з обладнанням, оснащенням та технологічними
процесами обробки отворів,
технологічними можливості свердлувального
верстату з ЧПУ мод. 2Р135Ф2
я розробив управляючу програму
(УП) та виконав налагодження
вертикально-свердлувального
верстата мод. 2Р135Ф2 для
обробки заданої деталі .
.