Разливка сплавов из печи иат-6
Приготовленный сплав должен быть слит из плавильной печи в течение не более полутора часов.
Температура сплава в печи не должна превышать (740 + 10) С.
В случае перегрева металла свыше 760 С, печь необходимо отключить от напряжения для охлаждения металла до температуры от 750 С до 730 С.
Для разливки сплава необходимо открыть крышку печи не более чем на 2/3 и закрепить с помощью крюка и цепи, предусмотренной конструкцией печи, заградительная решетка при этом должна быть в закрытом положении, частично перекрыта крышкой печи.
Подача и разливка металла в раздаточные печи производится монорельсовой тележкой 10-920000 из разливочного ковша 0400-4015.
Крановщица после разливки алюминиевого сплава в раздаточные печи, записывает в журнал (произвольной формы) время разливки и количество заполненных раздаточных печей. Журнал хранится на рабочем месте крановщицы.
Перед началом первой смены (первая разливка), плавильщик проверяет визуально чистоту тиглей в раздаточных печах на отсутствие мусора, посторонних предметов, остатков шлака и контролирует разливку алюминиевого сплава из разливочного ковша 0400-4015. В случае обнаружения в тигле раздаточной печи остатка шлака, наличие посторонних предметов, заливку сплава в эти раздаточные печи не производить. Разливку алюминиевого сплава производить только в разогретый тигель.
После разливки алюминиевого сплава (первой разливки) и выдержки его в течение времени от 5 до 10 минут, плавильщику снять шлак с поверхности металла шлакоочистителем 0400-4395 в предварительно разогретые изложницы 0400-4336 или 0400-4396 и закрыть крышку раздаточной печи.
В процессе работы, при повторном наполнении раздаточной печи металлом, разливку алюминиевого сплава из разливочного ковша и снятие шлака производит заливщик (литейщик).
В течение рабочей смены заливщик (литейщик) контролирует своевременную выработку металла из раздаточной печи:
- выработку металла при изготовлении отливок литьем в кокиль производить в течение времени не более 60 минут;
- выработку металла при изготовлении отливок литьем под давлением производить в течение времени не более двух часов.
Невыработанный алюминиевый сплав сливать в предварительно разогретые изложницы 0400-4336 или 0400-4396.
В случае отсутствия заливщика (литейщика) на рабочем месте, ответственность за выработку металла или слив его в изложницы несет мастер (старший мастер) производственного участка.
Разливочный ковш 0400-4015 перед началом работы (после выходного дня, между сменами) разогревать газовой горелкой Л82-000000 в течение двух часов, а во время работы, между заливками, разогревать в течение времени от 10 до 15 минут.
Разливочный ковш 0400-4015 чистить скребком 0020-0001 СТП 212-61-78 после каждого слива металла.
Разливка алюминиевого сплава АК12М2МгН (АЛ25) в раздаточную печь Л-101 для алитирования нирезистовых вставок.
После разливки алюминиевого сплава АК12М2МгН (АЛ25) в раздаточную печь Л-101 с графитовым тиглем для алитирования нирезистовых вставок, довести температуру металла до температуры указанной в технологическом процессе 05786459.01110.50701. Эксплуатация графитовых тиглей согласно технологической инструкции 05786459.25210.50016.
Плавильщику снять шлак с поверхности металла шлакоочистителем 0400-4395.
Заливщику продуть сплав аргоном согласно разделу 11 настоящей инструкции и приступить к алитированию нирезистовых вставок согласно технологическому процессу 05786459.01110.50701.
Замену алюминиевого сплава в раздаточной печи Л-101 для алитирования производить два раза в смену.
Перед заливкой новой партии сплава, заливщику необходимо вручную ковшом 0150-4017 и (или) 0150-4013, ручка ковша не должна опираться на кромку тигля, перелить весь оставшийся металл от предыдущего алитирования в изложницы 0400-4336 или 0400-4396, установленные на полу. Изложницы должны быть сухими, внутри зачищены от поднутрений, неровностей и окрашены.
Разливка алюминиевого сплава АК9ч в раздаточные печи с последующей подшихтовкой алюминиево-магниевой лигатурой
После разливки алюминиевого сплава АК9ч в раздаточные печи, для определенной номенклатуры отливок с допустимым содержанием магния до 0,4 %, необходимо произвести подшихтовку. Подшихтовку алюминиевого сплава производит плавильщик алюминиево-магниевой лигатурой до нужного химсостава непосредственно в раздаточной печи на рабочем месте заливщика.
Приготовление алюминиево-магниевой лигатуры согласно разделу 15 настоящей инструкции.
Плавильщик при помощи клещей 0011-0001 СТП 212-66-78 осторожно опускает в расплавленный металл чушки алюминиево-магниевой лигатуры, предварительно разогретые на крышке раздаточной печи.
По мере добавления чушек и выдержки алюминиевого сплава в течение 5 минут, плавильщику тщательно перемешивать металл шлакоочистителем 0170-0001.
Заливщику заливочной ложкой 0400-4251/1 СТП 212-97-71 залить пробу для определения химсостава сплава в предварительно прогретый на крышке раздаточной печи в течение времени от 10 до 15 минут кокиль 0429-4262. Плавильщику отнести извлеченную из кокиля и охлажденную пробу в экспресс-лабораторию на экспресс-анализ химсостава сплава.
Количество расплавленных чушек алюминиево-магниевой лигатуры в раздаточной печи зависит от результатов химического анализа на содержание магния. Содержание магния в алюминиевом сплаве должно быть от 0,35 % до 0,4 %.
При положительном результате экспресс-анализа, заливщику продуть сплав аргоном согласно разделу 11 настоящей инструкции и приступить к работе по изготовлению алюминиевых отливок согласно технологическому процессу.
При отклонениях результатов химического анализа, плавильщик доводит металл до нужного химсостава с последующей отливкой пробы на экспресс-анализ.
Разливку алюминиевого сплава АК5М4 в раздаточные печи и приготовление “кашеобразного” сплава производить согласно разделу 8 настоящей инструкции.
Температура металла в раздаточных печах контролируется временными диаграммами - самописцами, которые хранятся в службе энергетика ЦАЛ в течение 6 месяцев после последней записи.
Дополнительный контроль за температурой в раздаточных печах осуществляет пирометрист с помощью переносной термопары ТХА-1199/32 (L - 0,5 м) через каждые 60 минут с обязательной записью на доске показания температуры.
Заливщик обязан в течение смены контролировать (сверять) температуру металла на доске показания температуры с температурой металла, указанной в технологическом процессе. При отклонении температуры металла, заливщику или наладчику произвести доводку до температуры, указанной в технологическом процессе.
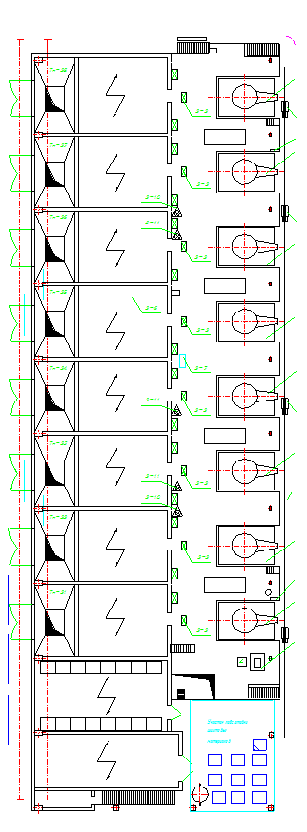
Рисунок 1 – Схема плавильного отделения цеха цветного литья ОАО «ММЗ»