

2.2. Литье под давлением
Сущность метода состоит в том, что жидким металлом принудительно (под давлением) заполняют металлическую пресс-форму. Принудительное питание отливки жидким металлом устраняет образование усадочных раковин, рыхлот и пустот и дает возможность отказаться от прибылей. Ускоренная кристаллизация отливки способствует образованию мелкозернистой структуры и повышает ее механические свойства. Благодаря внешнему давлению растворенные в металле газы не выделяются и остаются в растворе, что снижает газовую пористость, повышает плотность, а следовательно, и прочность отливок. Детали, отлитые под давлением, обладают высокой точностью (10…12 квалитет точности) и шероховатостью поверхностей отливки Rz > 10 мкм. Поэтому в большинстве случаев они не нуждаются в механической обработке и направляются непосредственно на сборку. Литьем под давлением можно изготовить отливки с глубокими полостями, малыми отверстиями (диаметром до 2 мм), резьбой и толщиной стенок до 0,5 мм. К преимуществам этого вида литья также относится высокая производительность и взаимозаменяемость получаемых деталей. Металлические пресс-формы довольно сложны и дороги. Поэтому этот метод применяется в массовом производстве для получения тонкостенных отливок небольшой массы (до 50 кг) из цветных сплавов, обладающих сравнительно невысокой температурой плавления.
Литье под давлением осуществляется на специальных машинах, основными узлами которых являются: камера сжатия, металлическая пресс-форма и устройство для выталкивания отливок. По способу создаваемого давления машины делят на поршневые (широко используемые в практике) и компрессорные. Поршневые гидравлические машины бывают с горячей и холодной камерами сжатия. Машины с горячей камерой сжатия применяются в основном для получения отливок из сплавов с низкой температурой заливки (на основе цинка, олова, свинца), а с холодной камерой сжатия — для получения отливок из всех цветных сплавов. Устройство и работа поршневых машин. Поршневые машины могут быть выполнены с вертикальной и горизонтальной камерой сжатия.
На машинах с вертикальной холодной камерой сжатия камера отделена от печи с расплавленным металлом (рис. 2.2, а).
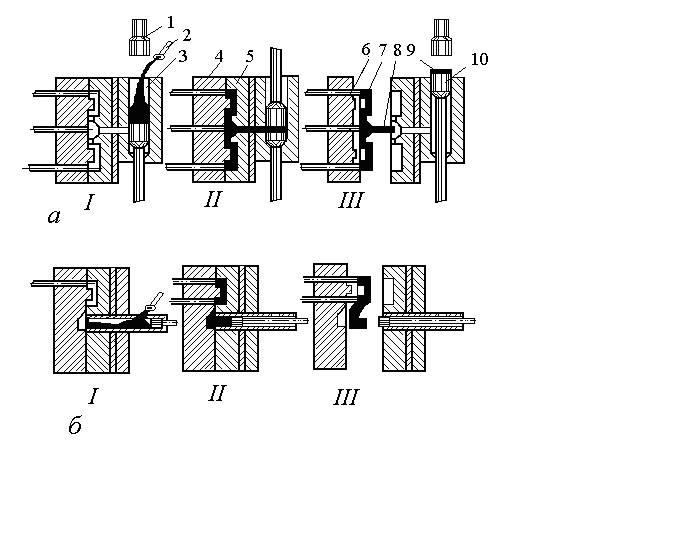
Рис. 2.2. Поршневые машины для литья под давлением с холодной камерой сжатия
Сплав 2 заливают мерной ложкой в камеру сжатия 3 (положениеI). Верхний поршень 1, опускаясь, оказывает давление на сплав, а нижний поршень 10, перемещаясь, открывает литниковый канал. Сплав заполняет полость формы, состоящей из двух половин 4 и 5 (положение II). После затвердевания металла подвижная полуформа 4 отходит в сторону, и отливка 7, вместе с литником 8, выталкивается толкателями 6, а излишек металла 9 —поршнем 10 (положение III). Процесс литья под давлением на машине с горизонтальной холодной камерой сжатия (рис. 2.2, б) протекает в той же последовательности.
Рис.
2.3.
Поршневая машина с горячей камерой
прессования
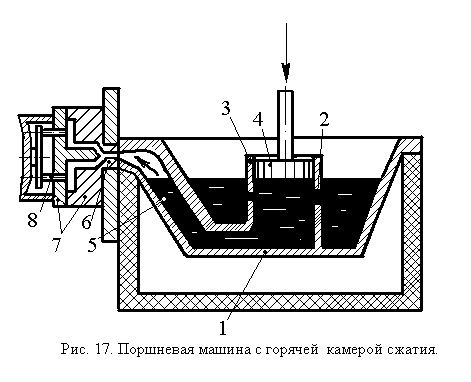
К преимуществам машин с горячей камерой сжатия относится возможность большей автоматизации, большая производительность, меньшие потери металла и улучшение условий труда. Однако на них нельзя получать отливки из сплавов с температурой плавления выше 450 °С и, кроме того, поршень, находящийся в расплаве, быстро изнашивается.
В машинах с холодной камерой поршень непродолжительно соприкасается с расплавом и поэтому изнашивается меньше. В этих машинах можно применять большие давления, что обеспечивает хорошую плотность отливок.