

3.2. Технологічні розрахунки лінії
3.2.1. Продуктивність лінії
Тривалість режима роботи конвеєра приймається згідно норм проектування і становить Тr = 15 хв. Річна продуктивність лінії становить
Плр = NдּПпдּVпб = 247ּ96ּ0,9 = 21341 м3/рік,
де Nд – кількість робочих діб конвеєрної лінії за рік ;
nпд – кількість плит за добу, шт
nпд = NзּТзּnпг = 3ּ8ּ4 = 96 шт ;
Nз – кількість робочих змін на добу ;
Тз – тривалість робочої зміни, год ;
nпг – кількість плит за годину
nпг = 60/Тr = 60/15 = 4 шт ;
Vпб – об´єм бетону в плиті, м3.
3.2.2. Характеристика основного конвеєра лінії
Лінія основного конвеєра складається із підготовчо-формувальної гілки і підземної щілинної камери. На підготовчо-формувальної гілці виконується розпалублення, очищення і змащення форми-візка, переоснащення її по необхідності, армування напружуваною арматурою і формування виробу. На восьмому і дев´ятому постах виконується доводка виробу і одночасно відбувається попереднє витримування бетону. В щілинній камері завершується попереднє витримування виробів і здійснюється їх тепловологісна обробка.
Довжина підготовчо-формувальної гілки визначається з умови розміщення на ній всіх постів і необхідних проміжків між ними
lл = nфлּlф+(nфл+1)ּl1л = 9ּ6,5+(9+1)ּ2,5 = 83,5 м,
де Пфл – кількість постів (форм-візків) на підготовчо-формувальній гілці, шт ;
lф – довжина форми-візка, м ;
l1л – відстань між формами на підготовчо-формувальній гілці, м.
Тривалість часткового попереднього витримування на постах доводки (8 і 9) становить
tвл = 2ּ15 = 30 хв.
Тривалість витримування в щілинній камері дорівнює
tвк = tв-tвл = 2-0,5 = 1,5 год.
Щілинна камера розташована під підготовчо-формувальною гілкою і складається з горизонтальнорозташованих ярусів. Довжина всіх ярусів однакова і рівна довжині підготовчо-формувальної гілки lя = lл = 83,5 м.
Кількість форм-візків, які можна розмістити в межах одного ярусу становить
nфя = (lя-l1к)/(lф+l1к) = (83,5-0,4)/(6,5+0,4) = 12,04,
де l1к – відстань між формами-візками в кожному ярусі.
Приймаємо в кожному ярусі по 12 форм-візків.
При наявності одного ярусу тривалість перебування виробу у ньому становить
tя = nфяּTr/60 = 12ּ15/60 = 3 год.
Для завершення попереднього витримування і проведення тепловологісної обробки необхідна тривалість перебування виробів у камері становить
Ткн = tвк+tн+tі+tо = 1,5+3,5+6,5+2=13,5 год,
Розрахункова кількість ярусів у щілинній камері
nяр = Ткн/tя = 13,5/3 = 4,5, приймаю nя = 5 ярусів.
Тривалість перебування виробів у щілинній камері
Тк = nяּtя = 5ּ3 = 15 год.
3.2.3. Форми-візки і їх технологічна характеристика
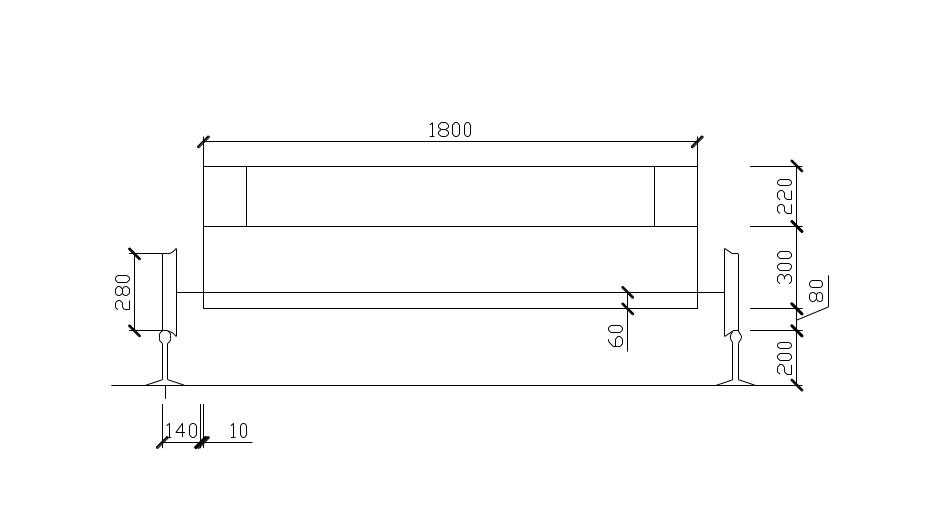
Розміри форми-візка
bф = bп+2ּ(0,14+0,01) = 1800+2ּ(0,14+0,01) = 2100 мм ;
lф = 6500 мм ;
hф = 300+80+220 = 600 мм.
Висота щілини
hщ = hр+hф+hз = 0,2+0,6+0,1 = 0,9 м,
де hз – відстань від верху виробу до верху щілини (hз = 0,1 м) ;
hр – висота рейки, м.
Загальна висота щілинної п´ятиярусної камери
hк = hщּnя+h4(nя-1) = 0,9ּ5+0,2ּ(5-1) = 5,3 м,
де h4 – товщина перекриття між ярусами (h4 = 0,2 м).
Маса форми-візка
mфв = mф+mоб+mот = 2,8+1,35+0,1 = 4,25 т,
де mоб – маса бортового оснащення, т ;
mот – маса транспортного оснащення, т ;
mф – маса піддона, т.
Необхідна кількість форм, що знаходяться в експлуатації
nфе = nфл+nфк+1 = 7+60+1 = 68 шт.
де Пфл – кількість форм, що знаходяться на лінії конвеєра ;
Пфк – кількість форм в щілинній камері
nфк = nфяּnя = 12ּ5 = 60 шт.
Маса форм, які знаходяться в експлуатації
mфе = mфвּnфе = 4,25ּ68 = 289 шт.
Питома формомісткість виробництва
qфв = mфе/Плр = 289000/21341 = 13,5 кг/м3.
Питома металомісткість форм
qфм = mфв/Vпв = 4,25/0,9 = 4,72 т/м3.
Тривалість обороту форми-візка
Тоф = Тр+Тп+Та+Тф+Тд+Тт+Тк = 0,25+0,5+0,25+0,25+0,5+0,25+15 = 17 год,
де Тр – тривалість розпалублення Тр = Тr = 0,25 год ;
Тп – тривалість підготовки Тп = 2Тr = 0,5 год ;
Та – тривалість армування Та = Тr = 0,25 год ;
Тф – тривалість формування Тф = Тr = 0,25 год ;
Тд – тривалість доводки Тд = 2Тr = 0,5 год ;
Тт – тривалість транспортування форми в камеру Тт = Тr = 0,25 год ;
Тк – тривалість перебування в камері Тк = 15 год.
Коефіцієнт оборотності форми-візка
Коф = 24/Тоф = 24/17 = 1,4