

5.1.4 Контроль числа дефектних виробів
У тому випадку, коли необхідно зробити контроль числа дефектних виробів у малосерійної партії, що складає з N екземплярів, lт можна підрахувати по формулі
 (5.13)
(5.13)
де dm — число дефектних виробів у вибірці обсягом у т екземплярів; D0 — число дефектних виробів у партії доброї надійності, D1 — число дефектних виробів у партії поганої надійності.
Формула (5.13) практично може бути використана тільки для дуже малих партій (N≤150). Але й при цих умовах розрахунки lт громіздкі, що ускладнює контроль.
Більше зручної й досить точної є формула
![]() (5.14)
(5.14)
де
![]() ;
;
![]() ;
;
![]() .
.
Для полегшення процедури контролю можна заздалегідь підрахувати для певних значень dm=0, 1, 2, 3, ... приймальні (mпр) і бракувальні (mбр) обсяги випробувань:
![]() (5.15)
(5.15)
![]() (5.16)
(5.16)
Розрахований у такий спосіб план контролю може бути представлений у табличній або графічній формі. На рис. 5.1 показаний графік контролю, де область П, що лежить нижче лінії 1, — область приймання, область Б, що лежить вище лінії 2, — область бракування, область ПІ, укладена між лініями 1, 2 й осями координат, — область продовження випробувань.
Графіки контролю можна будувати по трьох характеристичних точках:
а)
dm
=0, ![]() ;
;
б)
dm
= D0, ![]() ;
(5.17)
;
(5.17)
в)
dm
=(
D0+
D1)/2
, ![]() .
.
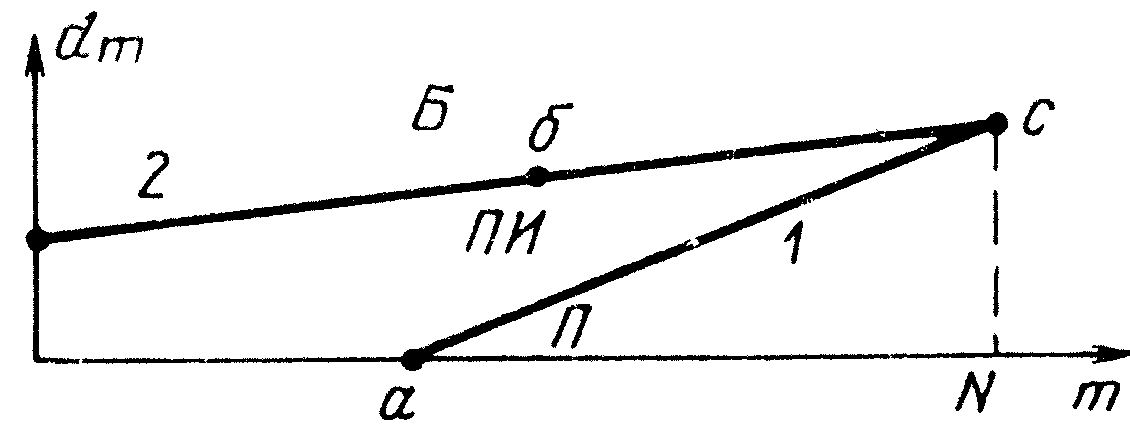
Рисунок 5.1 - Графік контролю
Для контролю надійності більших партій виробів (N≥1000), а також відновлюваних виробів доцільно користуватися біноміальними планами, одержуваними зі співвідношення
 (5.18)
(5.18)
де q0 — імовірність відмови в кожнім одиночному випробуванні для партії з гарною надійністю; q1 — те ж для партії з поганою надійністю.
З (5.18) випливають формули для приймальних (dnp) та бракувальних (dб,p) чисел дефектних виробів із числа т випробувань:
![]() (5.19)
(5.19)
де
![]()
![]() (5.20)
(5.20)
![]()
Приймальні й бракувальні числа для ряду значень m можуть бути підраховані заздалегідь і представлені у вигляді таблиць плану. Для практичних цілей зручніше представляти план контролю у вигляді графіка (рис. 5.2). З (5.19) треба, що приймальні (dnp) і бракувальні (dбр) числа лінійно залежать від обсягу випробувань, причому h1 й h2 визначають відрізки на осі ординат, a s — тангенс кута нахилу прямих до осі абсцис. Якщо величина ризику постачальника α і ризику замовника β рівні, то h1=h2. При побудові графіка плану корисно визначити мінімальне число випробувань, при якому можна прийняти партію, коли число відмов d=0. З (5.19) одержуємо
![]() (5.21)
(5.21)
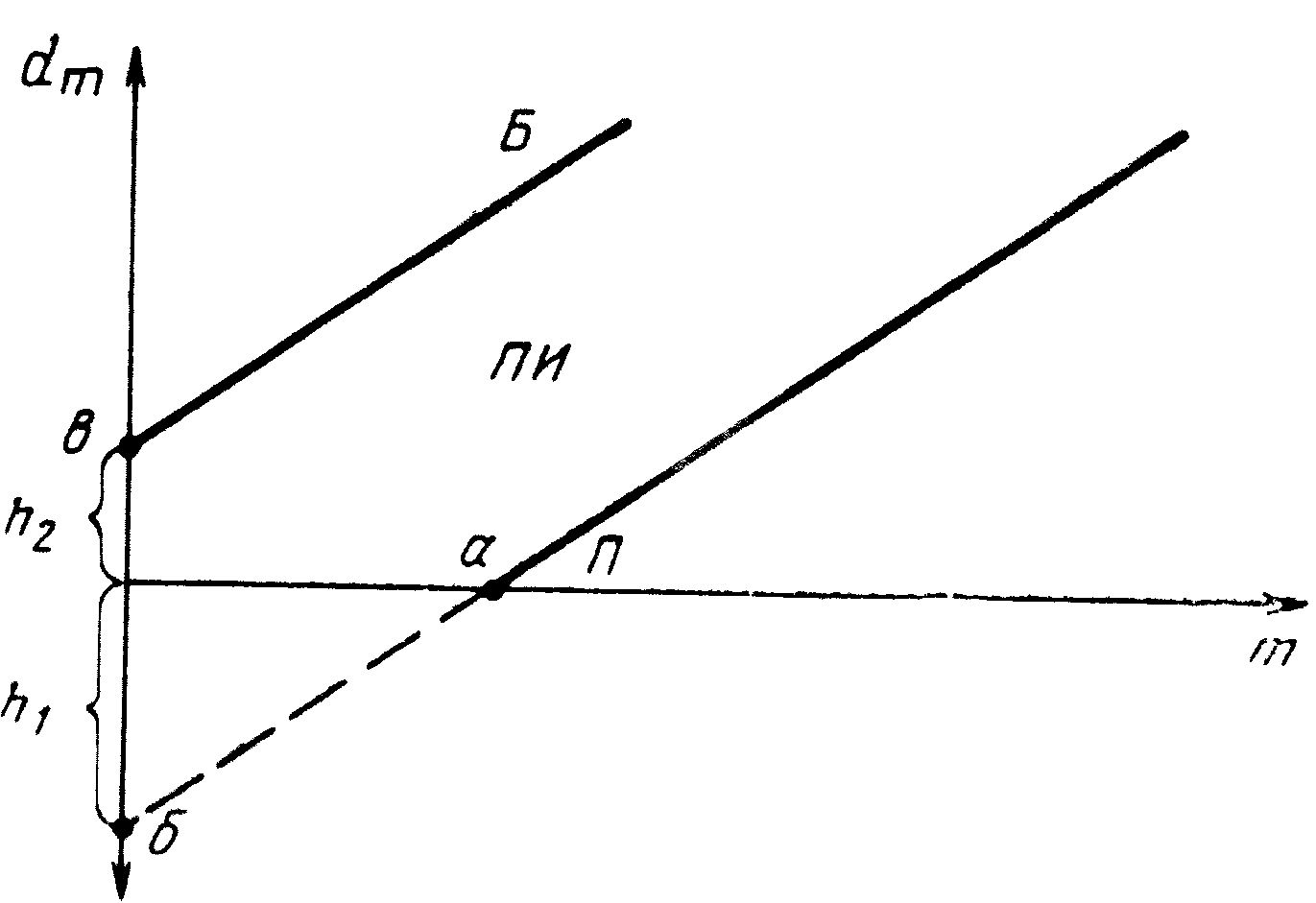
Рисунок 5.1 - План контролю
Обчисливши m0, можна побудувати графік плану по трьох характеристичних крапках:
а) dm = 0, m0 = — h1/s;
б) dm = h1, m = 0; (5.22)
в) dm == h1, m = 0.
Якщо контролюється надійність великої партії виробів ((N≥1000)) або виробів, відновлюваних у процесі контролю, за умови q1≤0.1, т.б. виходячи з розподілу Пуассона, маємо
 (5.23)
(5.23)
Тоді вихідні величини для побудови графіка контролю визначаються співвідношеннями
 (5.24)
(5.24)
Усі інші положення послідовного контролю залишаються такими ж, як й у біноміальному плані.