

5. Винтовые конвейеры
5.1.Устройство и области применения
Винтовые конвейеры нашли широкое применение в различных отраслях промышленности: химической, пищевой, металлургической, при производстве строительных материалов, в сельскохозяйственном производстве и машиностроении [5, 6, 8]. Винтовые конвейеры и питатели используются в качестве рабочего органа в различных пробоотборниках, винтовых прессах, в дорожных машинах; в шнекороторном снегоочистителе, в подметально-уборочной машине и др.
На предприятиях по переработке торфа винтовые конвейеры используются как распределительные в подготовительном, сушильном и прессовом отделениях брикетных заводов, для транспортирования горячей пылящей сушенки из сушильного в прессовое отделение ТБЗ. Шнеки являются рабочим органом смесителей при производстве субстратных блоков и гранулированных удобрений, а также винтового подпрессовывателя брикетных прессов.
В торфяных машинах винтовые конвейеры применяются как для транспортирования фрезерного торфа (пневмовалкователь ПВП, комбайн ФКМ), так и для перемещения и переработки торфа-сырца (МТК-12, МТК-16, стилочная машина). Кроме того, шнеки, применяемые в торфяных машинах, используются в качестве основного рабочего органа машины для захвата, экскавации и перемещения торфа (МТП-52, РК-1А) [9].
Широкое применение винтовые конвейеры получили благодаря простоте конструкции и эксплуатации, небольшим габаритам, возможности транспортирования горячих, пылящих и остропахнущих грузов, удобству промежуточной загрузки и разгрузки. Кроме этого, при использовании шнека легко совместить транспортирование материала с технологическими операциями, например, перемешиванием, охлаждением, сушкой.
Перемещение материала в винтовом конвейере происходит волоком по неподвижному желобу при вращении винта. Отсюда высокие удельные энергозатраты на транспортирование груза и повышенный износ винта и желоба, вероятность заклинивания частиц твердых материалов между винтом и желобом, налипания вязких материалов на поверхности винта. Поэтому винтовые конвейеры не рекомендуется применять для транспортирования липких, вязких, а также абразивных грузов. К недостаткам винтовых конвейеров относятся также скопление груза у промежуточных опор и связанные с этим перегрузки привода.
Винтовые конвейеры подразделяются на горизонтальные, наклонные и вертикальные. Наклонные винтовые конвейеры, в свою очередь, делятся на пологонаклонные, у которых угол наклона конвейера β не превышает угла естественного откоса транспортируемого материала φ, и крутонаклонные, имеющие β > φ.
По принципу действия пологонаклонные винтовые конвейеры подобны горизонтальным, а крутонаклонные – вертикальным.
В вертикальном винтовом конвейере винт имеет повышенную частоту вращения. Центробежной силой материал прижимается к стенкам желоба, и возникающая при этом сила трений между материалом и стенками препятствует совместному его вращению с винтом, вследствие чего груз проталкивается наклонной винтовой поверхностью вверх вдоль оси конвейера.
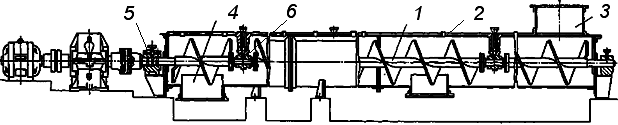
Винтовой конвейер состоит из винта 1 (рис. 37), желоба 2, загрузочного 3 и разгрузочного 4 устройств. Вал винта опирается на концевые 5 и промежуточные подвесные подшипники 6. В качестве опор использованы подшипники качения. Для уменьшения габаритов промежуточных опор в них устанавливают подшипники скольжения.
О
Рис.
37. Конструкция винтового конвейера
С
Рис.
38. Элементы винтовых конвейеров: а –
установка промежуточной опоры; б –
типы винтов (1 – сплошной, 2 – ленточный
винты, 3 – лопастный сплошной, 4 –
лопастный прерывистый); в – заготовка
витка
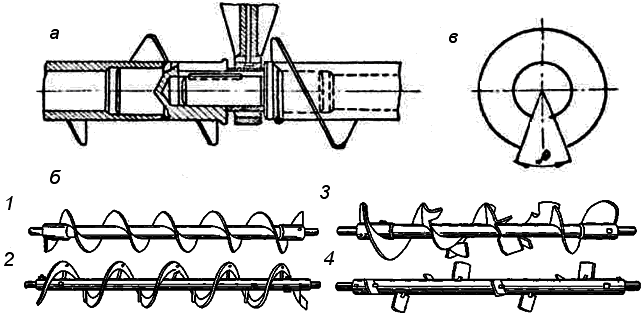
При длине конвейера более 3 м в месте соединения секций устанавливают промежуточные опоры. Промежуточные опоры частично перекрывают поперечное сечение желоба. Поэтому, чтобы не происходило забивания материала у промежуточных опор, коэффициент использования поперечного сечения желоба у винтовых конвейеров меньше, чем в других транспортирующих машинах. На ТВЗ "Усяж" дли подачи сушенки из сушильного отделения в прессовое последовательно установлено два винтовых конвейера длиной каждый по 9,5 м. Вместо желоба использована труба стандартной длины. Винт закреплен на двух концевых опорах. Отсутствие промежуточных опор позволило повысить наполнение желоба и соответственно производительность конвейеров.
Винт выполнен со сплошной поверхностью в виде ленты, закрепленной на спицах (рис. 38), или отдельных лопастей, расположенных по винтовой линии. Сплошные винты используются для перемещения сухих порошковых или мелкозернистых материалов, не склонных к слеживанию, лопастные и ленточные винты применяются при транспортировании слеживающихся грузов или для обеспечения перемешивания материала в процессе его передвижения.
Винтовая поверхность сплошного винта создается из отдельных витков, которые изготавливают из стальной плоской кольцевой заготовки толщиной 1÷1,5 мм с радиальным вырезом (рис. 38 в). При изгибе заготовки получается виток.
Размеры заготовки (рис. 38 в) определяют по формулам [9]:
наружный диаметр
![]() ,
,
внутренний диаметр
![]() ,
,
угол выреза
 ,
,
где D и d – соответственно – наружный и внутренний диаметры винта; S – шаг винта.
Желоб винтового конвейера делают из листовой стали толщиной 3÷6 мм. Зазор между винтом и желобом должен составлять 8÷10 мм. Сверху желоб закрывается съемными крышками. Выпускные отверстия перекрываются шиберными затворами и имеют размеры по ширине и длине не менее диаметра винта.