

4. Порядок выполнения работы
Приготовить рабочее место.
Ознакомиться с рабочим чертежом детали, определить контролируемые параметры и требования, предъявляемые к ним (допуск, погрешность формы, взаимного положения, шероховатость и т.п.). Записать сведения о контролируемых параметрах в протокол (приложение 2). Зарисовать эскиз детали и схему измерений.
Ознакомиться с накладными измерительными инструментами и приборами, представленными для выбора, записав в протокол их основные метрологические характеристики.
По таблицам 1 и 2 приложения 1 предварительно определить одно или несколько средств измерений для каждого контролируемого параметра в зависимости от точности и номинальной величины искомого размера.
По таблице 3 приложения 1 определить пределы допустимых погрешностей измерения для каждого контролируемого параметра в зависимости от его точности и номинальной величины.
По таблицам 4 и 5 приложения 1 для выбранных средств измерений определить предельные погрешности измерения
 .
.Выбрать средство измерений, для которого выполняется условие:
 .
.Построить поле допуска контролируемого параметра и определить положение приемочных границ при введении производственного допуска, для чего:
в случае, если точность технологического процесса не известна, по таблице 6 приложения 1 определить значение величины С;
рассчитать предельные размеры контролируемого параметра с нанесением приемочных границ.
4.9. Выполнить измерения контролируемого параметра и определить годность детали в соответствии с поставленной задачей.
4.10. Заполнить все графы протокола и оформить его.
Приложение 1
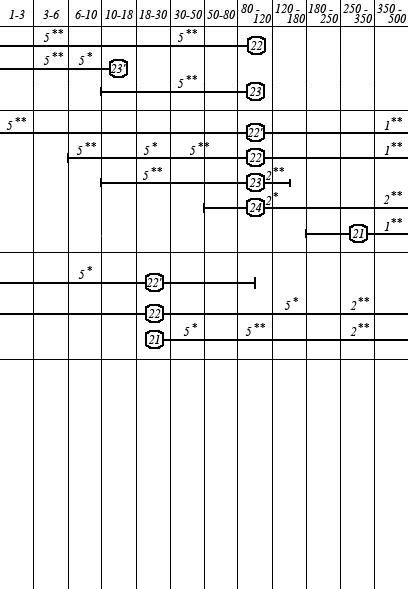
Таблица 1
УНИВЕРСАЛЬНЫЕ ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ |
|||
Квалитет точности |
Интервалы размеров в мм |
Рекомендуемые измерительные приборы |
|
|
Шифр |
Наименование |
|
5 |
24 |
Скоба индикаторная ГОСТ 11098. Установка по концевым мерам длины 3-го класса. Используемое перемещение измерительного стержня 0,1 мм для класса 2 и 3 мм для класса 3. |
|
6 |
23 |
Скоба рычажная
ГОСТ 11098. Установка по концевым мерам
длины 4-5 разряда (2 класс). Использование
участка шкалы
|
|
23 |
Скоба рычажная ГОСТ 11098. Установка по концевым мерам длины 4-5 разряда (2 класс). Использование всего предела измерения по шкале. |
||
7 |
|
||
22' |
Микрометр рычажный ГОСТ 4381. Настройка на размер по концевым мерам длины 4-5 разряда (2 класс). Использование отсчета по шкале делений. |
||
8 |
|
||

Продолжение таблицы 1
УНИВЕРСАЛЬНЫЕ ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ |
||||
Квалитет точности |
Интервалы размеров в мм |
Рекомендуемые измерительные приборы |
||
|
Шифр |
Наименование |
||
8 |
22 |
Микрометр рычажный ГОСТ 4381. Настройка на нуль по установочной мере. Использование полного предела измерений – 25 мм. |
||
8-9 |
|
|||
21 |
Микрометр гладкий ГОСТ 6507. Настройка на нуль по установочной мере. |
|||
1 |
Штангенциркули цена деления 0,05 (ШЦ-II 0200; 0320; ШЦ-III-0500). |
|||
10-11 |
|
|||
2 |
Штангенциркули цена деления 0,1 мм. ГОСТ 166. |
|||
12-13 |
||||
|
|
температурный режим 2º (разность темп. деталь-инструмент). Мерительный инструмент находится в руках. |
||
14 |
|
|
температурный режим 2º. Мерительный инструмент в теплоизолирующей прокладке |
|
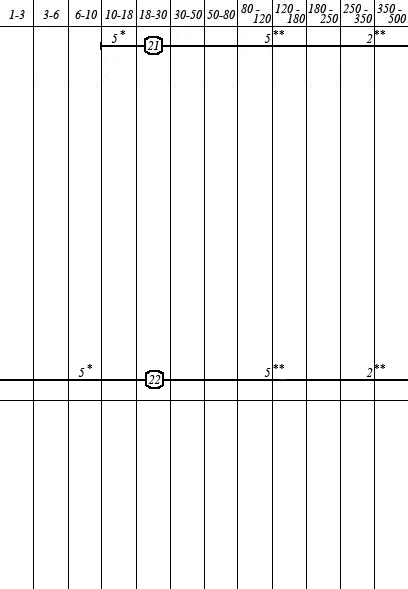
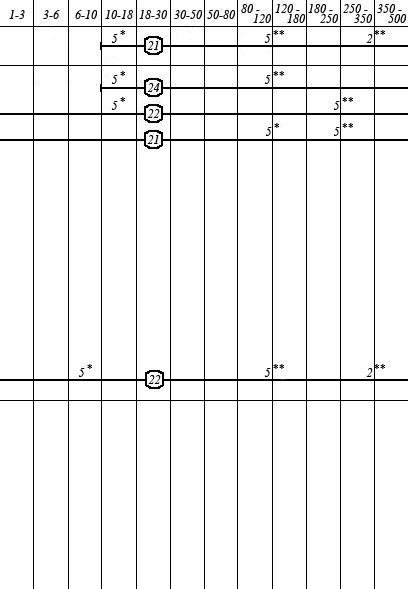
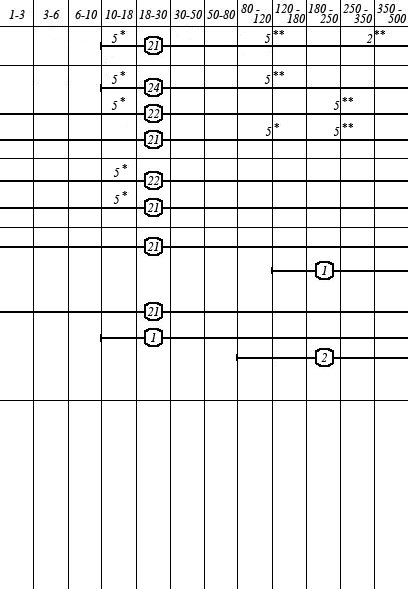
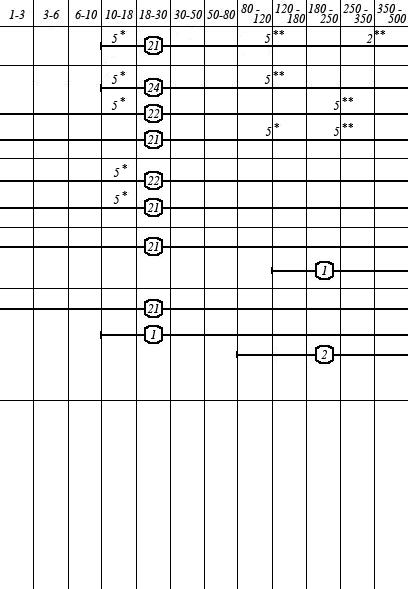
Таблица 2
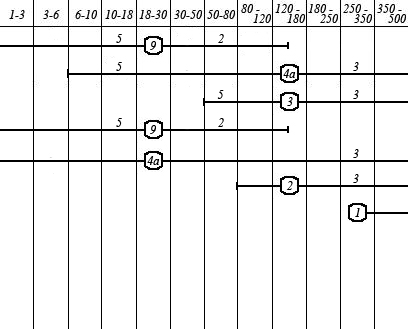
УНИВЕРСАЛЬНЫЕ ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ |
|||
Квалитет точности |
Интервалы размеров в мм |
Рекомендуемые измерительные приборы |
|
|
Шифр |
Наименование |
|
6 |
9 |
Микроскопы инструментальные БМИ ГОСТ 8074. |
|
7 |
7 |
Оптиметр горизонтальный для внутреннего измерения ГОСТ 5405 цена деления 0,001 мм. Установка по концевым мерам длины 4-го разряда (1-го класса) с боковинками. Используемое перемещение измерения стержня ±0,06 мм. |
|
8 |
6 |
Нутромер ГОСТ 9244 цена деления 0,001 и 0,002 мм. Установка по концевым мерам длины 4-5 разряда (2-го класса) с боковинками или аттестованные кольца. Используемое перемещение измерения стержня 0,03 мм-0,1 мм. |
|
8-9 |
4 |
Нутромер индикаторный ГОСТ 868 цена деления 0,01 мм. Установка по концевым мерам длины 3 класс с боковинками или по микрометрам. Используемое перемещение измерительного стержня для вариантов: а - весь расход г - 0,1 мм |
|
10 |
|||
11 |
|||

Продолжение таблицы 2
УНИВЕРСАЛЬНЫЕ ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ |
||||
Квалитет точности |
Интервалы размеров в мм |
Рекомендуемые измерительные приборы |
||
|
Шифр |
Наименование |
||
12-13 |
3 |
Нутромер микрометрический ГОСТ 10 цена деления 0,01 мм. Используемое перемещение измерения стержня – 13 мм. Аттестуется размер собранного нутромера или микропара настраивается по установочной мере. |
||
2 |
Штангенциркули ГОСТ 166 цена деления 0,05 мм. |
|||
14 |
1 |
Штангенциркули ГОСТ 166 цена деления 0,1 мм. |
||
|
|
температурный режим (разность температур деталь-инструмент) |
||
Приложение 1
Таблица 3