

2.2 Виды и краткая характеристика сварных изделий и деталей
2.2.1 Виды и краткая характеристика сварных деталей
Сварные детали могут представлять собой законченную для реализации на рынке продукцию и могут представлять собой составные части сварных изделий, конструкций и сооружений.
В качестве примера сварных деталей, предназначенных после изготовления для продажи, могут быть названы сварные диски легковых и грузовых автомобилей и
сварные трубы.
Сварные трубы изготавливаются с наружным диаметром от 6 до 1420 мм длиной от 6 до 12 метров. Трубы диаметром от 6 до 529 мм изготавливают из рулонного листового проката с прямым швом, а трубы диаметром более 529 мм – со спиральным швом из рулонного проката и из отдельных листов с прямыми швами.
Примером сварных деталей, являющихся составными частями изделий и конструкций разного назначения, могут служить сварные обечайки (рис. 1), которые применяют для изготовления узлов авиационных двигателей, корпусов цистерн, сосудов и других сварных изделий, имеющих цилиндрическую, эллипсную или конусообразную форму.
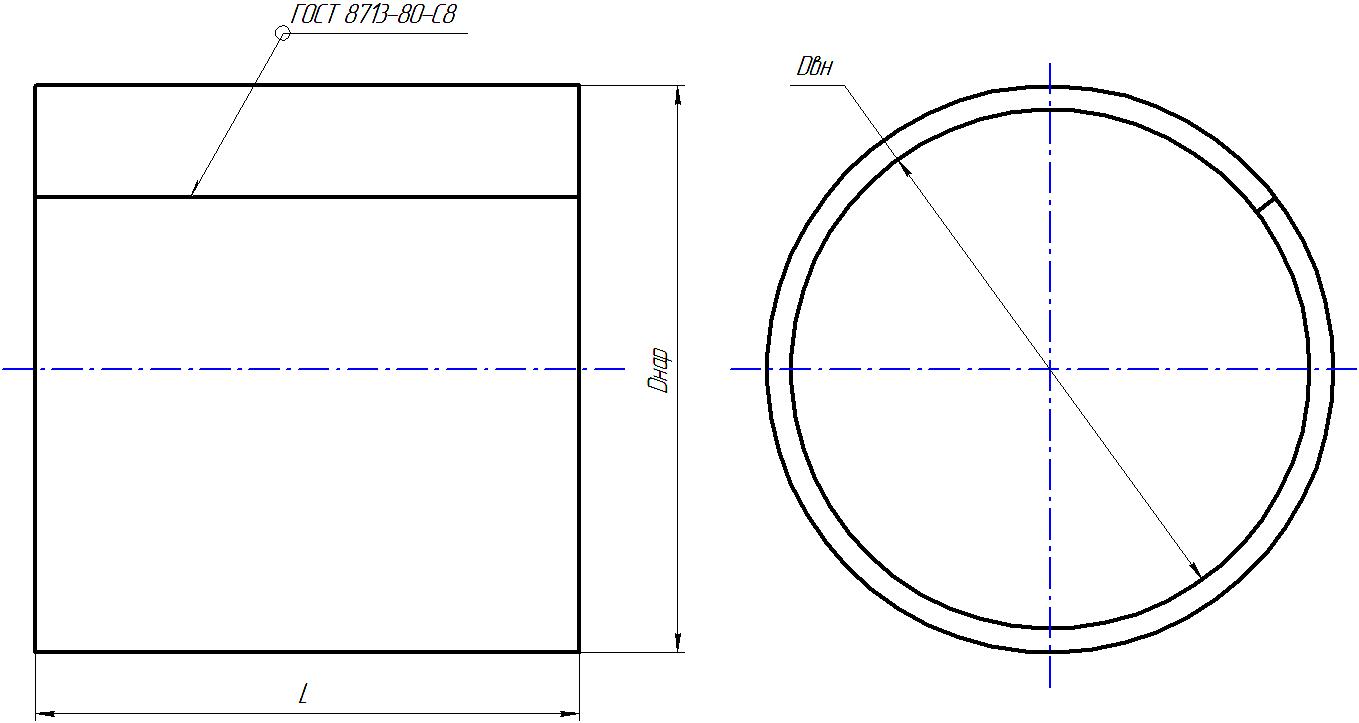
Рис. 1. Обечайка цилиндрической формы с продольным сварным швом
В зависимости от назначения и конструкции изделия, для которых они изготавливаются, обечайки могут иметь разные значения наружного диаметра Dнар, разную ширину L и толщину. Изготавливаются сварные обечайки, как правило, из листового проката.
Сварными деталями могут быть также днища сосудов и цистерн (рис. 2), сварные фланцы большого диаметра и другие виды деталей больших размеров.
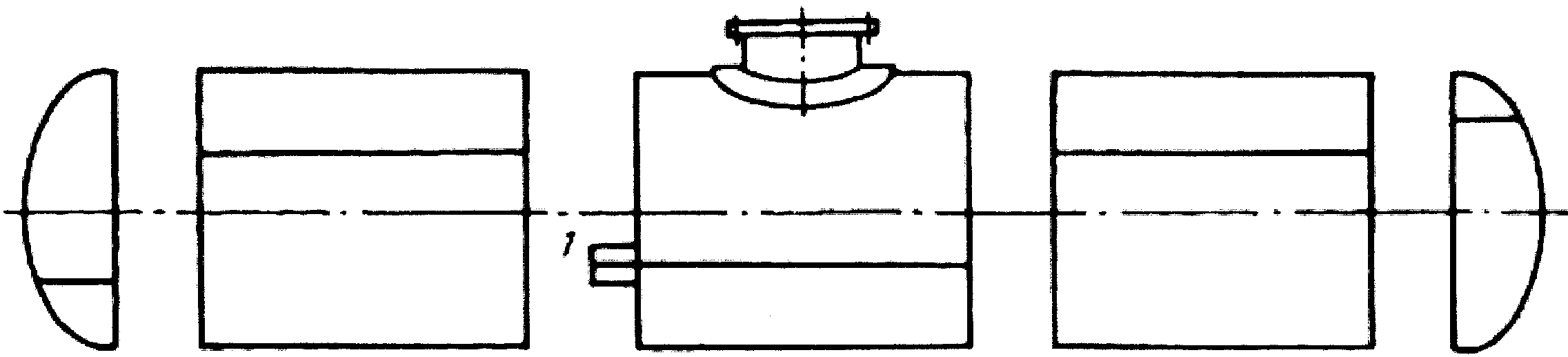
а б в г д
Рис. 2. Сварные изделия–детали (днища а, д, обечайки б, г) и предварительно собранный с помощью сварных соединений технологический узел цистерны, состоящий из обечайки, смотрового люка и усилительной накладки (в)
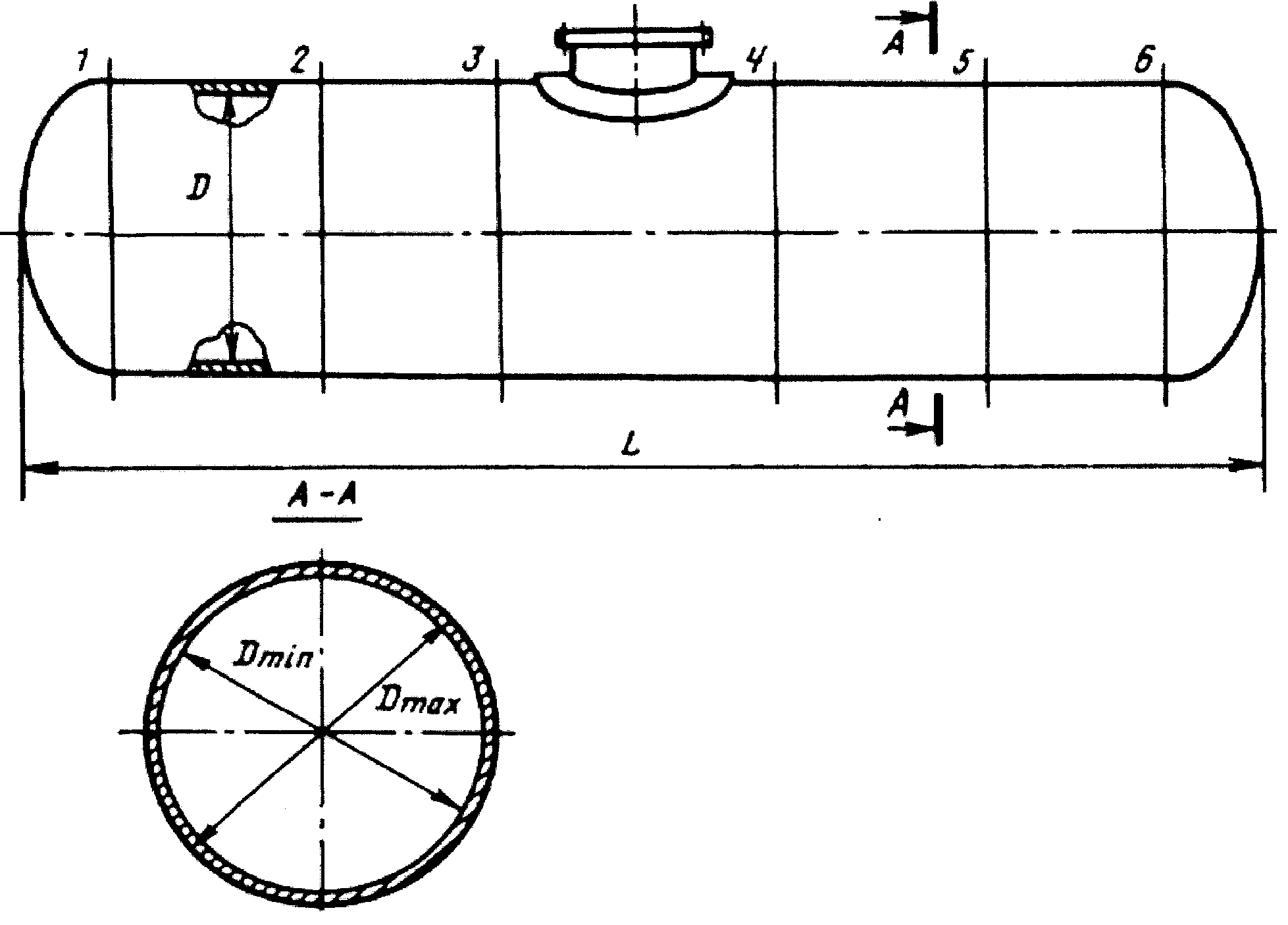
Рис. 3. Сварная цистерна
2.2.2 Виды и краткая характеристика сварных изделий
2.2.2.1 Примеры сварных изделий летательных аппаратов
Одним из наиболее ярких примеров широкого применения сварки, пайки и других видов сварочных технологических процессов при их изготовлении могут служить авиационные двигатели (рис. 4 – 9). Современные реактивные и турбореактивные авиационные двигатели представляют собой сложные и ответственные изделия. Составными частями авиационных двигателей, изготовленных с помощью сварки, являются корпус направляющего аппарата 1 ступени компрессора (рис.5), наружный корпус камеры сгорания (рис.6),
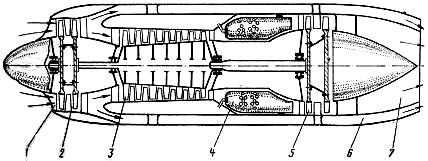
Рис. 4. Турбореактивный авиационный двухконтурный двигатель с общей форсажной камерой: 1 - входное устройство; 2 - компрессор низкого давления; 3 - компрессор высокого давления; 4 - камера сгорания; 5 - турбина; 6 - выходное устройство внешнего контура; 7 - выходное устройство внутреннего контура
жаровая труба (рис. 7), сварной диск и моноколесо с лопатками компрессора низкого давления (рис. 8, 9) и ряд других сварных узлв.
Корпус направляющего аппарата 1 ступени компрессора представляет собой сварную конструкцию, которая состоит из фланцев и обечайки, соединенных сварными швами. Данное изделие предназначено для изменения потока воздуха и преобразования скоростной энергии в давление. Оно работает при температуре воздуха 250-270 0С и давлении 2.5 МПа в условиях высоких статических и динамических нагрузок, эрозионных, коррозионных и вибрационных воздействий. Именно они во многом определяют ресурс и надежность газотурбинного двигателя.

Рис. 5. Корпус направляющего аппарата 1 ступени компрессора
авиационного двигателя: 1 и 3 -фланцы; 2-обечайка
Наружный корпус камеры сгорания состоит из фланца 1, обечайки 2 и фланца 3, соединенных между собой сваркой плавлением. Фланец 1 и фланец 3 изготавливаются методом токарной обработки из штамповок. Обечайка 2 изготавливается из листового материала методом гибки. В заднем фланце имеются 24 отверстия для соединения с корпусом турбины. В переднем фланце также имеются 24 отверстия для закрепления с корпусом компрессора. Наружный корпус камеры сгорания является элементом горячей части газотурбинного двигателя. Наружный корпус расположен между корпусом компрессора, к которому крепится передним фланцем, и корпусом турбины, к которому крепится задним фланцем.

Рисунок 6. Сварной наружный корпус камеры сгорания
Одним из наиболее ответственных сварных изделий-узлдов авиационного двигателя, определяющего ресурс его эксплуатации, является жаровая труба. Труба жаровая (рис.7) входит в состав узла камеры сгорания и служит для образования топливовоздушной смеси, её последующего воспламенения и сгорания.
Труба жаровая состоит из головки (поз.1), смесителей внутреннего (поз.2) и наружного (поз. 3), трех втулок фиксатора (поз. 4), двух видов муфт (поз. 5 и 8) и двух видов втулок плавающих (поз. 6 и 7).
Жаровая труба устанавливается в кожухе камеры сгорания с помощью трех фиксаторов, которые своими концами входят во втулки 4, приваренные к стенке жаровой трубы. Подвижное соединение фиксаторов с втулками обеспечивает свободное радиальное расширение жаровой трубы при нагревании во время работы. К кожуху камеры сгорания фиксаторы крепятся двумя винтами и уплотняются по посадочным местам прокладками.
Эксплуатация узла происходит на больших высотах до 9000 м при высоких давлениях до 559 кПа. Среда – газовая. Температура среды - 550-570С. Соединение данных деталей осуществляется при помощи аргонодуговой сварки неплавящимся электродом с присадочной проволокой.

Рис. 7. Труба жаровая
Диск III ступени компрессора низкого давления служит для подачи потока воздуха в компрессор высокого давления для дальнейшего разгона турбины. Температура воздуха на выходе из III ступени компрессора низкого давления около 200°C. Диск состоит из диска (поз.2) и цапфы (поз.1). Обе детали представляют собой тела вращения и изготавливаются методом токарной обработки из штамповок титанового сплава ВТ9. Между собой детали соединяются электронно-лучевой сваркой.
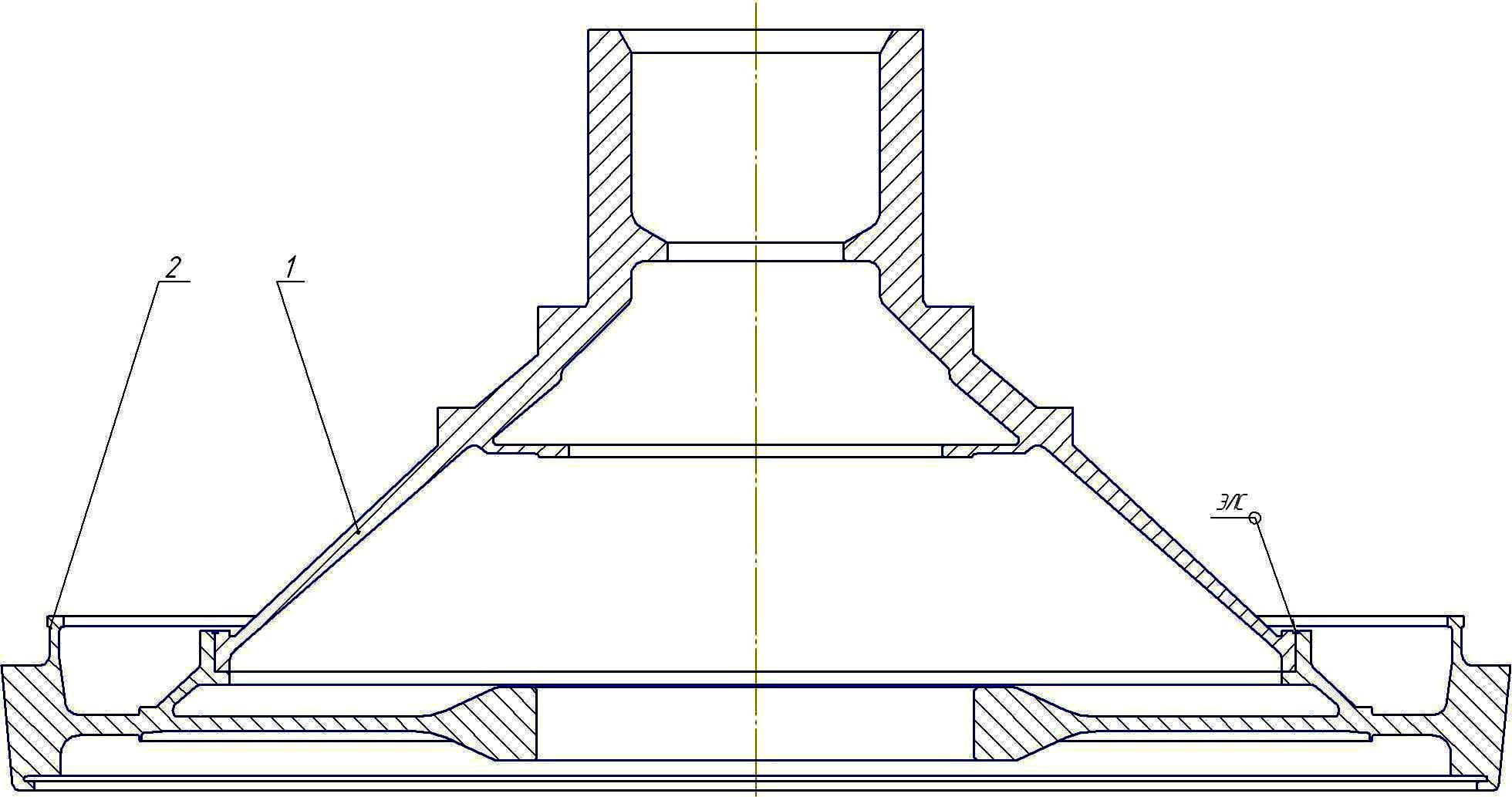
Рис. 8. Сварной диск III ступени компрессора низкого давления
Моноколесо является главной частью компрессора низкого давления и изготавливается из титанового сплава ВТ-20. При изготовлении моноколеса заготовки лопаток 1 приваривают к ротору 2.
Температура на
выходной ступени компрессора низкого
давления достигает 150 °С. На компрессор
От ГТД передаются большие вибрации.
Лопатки во время работы испытывают
большие статические и динамические
нагрузки. 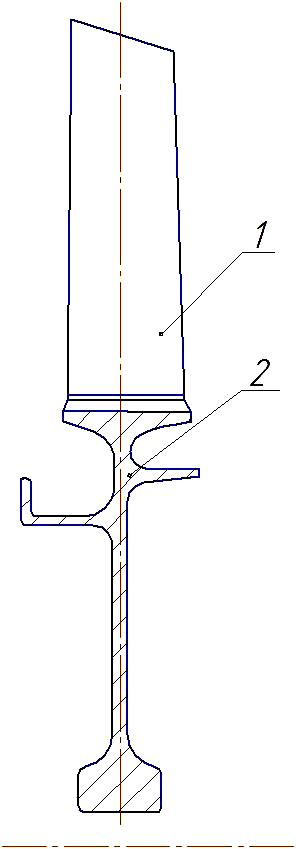
На рисунке 9 показана часть моноколеса
Рис.9. Часть моноколеса
компрессора низкого давления
Наряду с двигателем сварные изделия устанавливаются и эксплуатируются и в других узлах и системах летательных аппаратов. Одним из таких сварных изделий, используемых в системе воздухоснабжения летательных аппаратов, является угловой патрубок (рис. 10). Он располагается в системе отбора и перепуска воздуха и работает под воздействием давления воздуха и вибрации.

Рис. 10 Патрубок угловой
1и 4 – фланцы; 2,3 – левая и правая половинки патрубка; 5 - бобышки
Изготавливается с помощью сварных соединений из двух фланцев и углового патрубка, предварительно изготовленного из двух половинок штампованных угловых заготовок с приваренными к ним бобышками.