

Газове зварювання
Джерелом теплоти для розплавлення є газове полум’я, що утворюється при спалюванні пального газу в атмосфері кисню.
Пальні гази, що застосовують: ацетилен С2Н2, водень, природні гази, пропан, бутан, пари бензину.
Найчастіше застосовують ацетилен С2Н2, тому що він дає найбільшу температуру полум’я – 3200оС. Ацетилен одержують в генераторах за реакцією:
СаС2 + 2Н2О = С2Н2 + Са(ОН)2
З балонів ацетилен і кисень подають в інжекторний пальник (рис.2.30). В змішувальній камері пальника утворюється пальна суміш, яка згорає на виході з пальника. Зони полум’я: ядро, середня робоча зона, факел полум’я (рис.2.28).
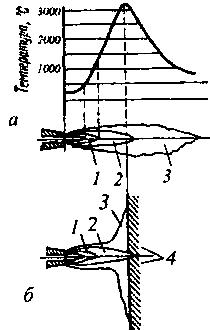
Рисунок 2.28. Схема нормального ацетилено-кисневого полум'я:
1 - ядро; 2 – робоча зона; 3 – факел полум’я; 4 - зварювальні частини
В зоні 2 – температура максимальна. Факел виконує захисні функції, прикриваючи рідкий метал зварювальної ванни від кисню і азоту повітря.
Зварювальне полум’я розплавляє метал, відновлює, навуглецьовує або окислює ванну в залежності від співвідношення пального газу і кисню.
Газове полум’я нагріває метал повільніше і плавніше, ніж зварювальна дуга, тому воно має переваги при зварюванні малих товщин.
Застосування: зварювання заготовок із сталей, кольорових металів товщиною до 3 мм, заварка дефектів литва з сірого чавуну і бронзи.
Переваги способу:
простота методу;
нескладність обладнання;
відсутність джерел струму.
Недоліки:
менша продуктивність;
нижче механічні властивості;
складність механізації.
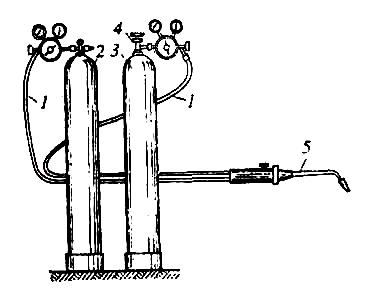
Рисунок 2.29. Схема поста газового зварювання з живленням
від балонів:
1 - шланг; 2, 3 - балони; 4 - редуктор; 5 – пальник.
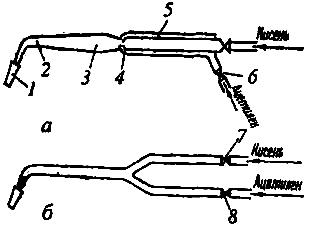
Рисунок 2.30. Схема інжекторного (а) і безінжекторного (б) газових пальників:
1 - мундштук; 2 - трубка; 3 - камера; 4 - канал; 5 -інжектор; 6, 7, 8 – крани.
Плазмове зварювання
Джерело нагріву – плазма (стиснута дуга). Плазма – іонізований газ або потік газу, що пропускають крізь стовб електричної дуги. Температура плазми – 10 – 20 тисяч оС. Плазмовий струмінь створюють у плазмотроні. Зварюють на змінному або постійному струмі прямої полярності.
Цим способом можна зварювати практично всі метали.
Переваги: висока продуктивність, універсальність.
Контактне зварювання
Це основний вид зварювання тиском. Застосовується тиск і нагрів електричним струмом місця зварювання.
Види контактного зварювання (рис.2.31):
стикове;
точкове;
шовне.
Стикове зварювання.
Заготовки закріплені в зажимах (електродах) стикової машини, стискаються осьовою силою Р. При вмиканні трансформатора через заготовки протікає струм, що нагріває заготовки, а найбільше – місце контакту. Пластичність підвищується, під дією осьової сили відбувається пластична деформація, утворюється зварне з’єднання.
Стикове зварювання здійснюється без розплавлення металу – зварювання опором та з розплавленням металу – зварювання оплавленням.
Точкове зварювання.
Листові заготовки збирають внапуск, стискають між двома електродами і пропускають струм. В місці контакту метал розплавляється, утворюється рідке ядро, яке після затвердіння перетворюється на зварну точку. Кристалізація відбувається під тиском електродів, що попереджує усадочні дефекти. Буває двох- і одностороннім. При односторонньому точковому зварюванні електроди розміщені з одного боку листів, знизу – мідна підкладка для збільшення струму – одночасно утворюється дві і більше точок.
Шовне зварювання.
Виконується безперервним швом дисковими електродами, що обертаються. Електроди – у вигляді роликів, передають зусилля стискання заготовкам, підводять струм і пересувають заготовки. Утворюється суцільний герметичний шов (ряд зварних точок, що перекривають одна одну). Застосовують для виготовлення ємкостей з товщиною стінки 0,3 – 3 мм.
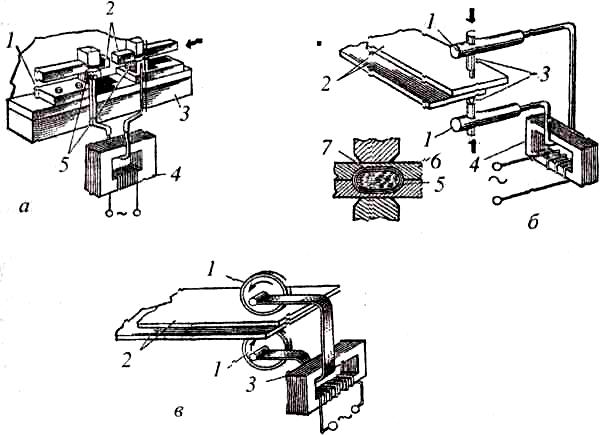
Рисунок 2.31. Схеми різноманітних видів контактного зварювання:
а – стикове: 1 - контактна плита; 2 - зварювані деталі; 3 - станина; 4 - трансформатор; 5 - електроди; б – точкове: 1 - хобот; 2 - зварювані деталі; 3 -
електродотримач; 4 - трансформатор; 5 - зона термічного впливу шва; 6 - пластична зона; 7 - розплавлене ядро; в – роликове: 1 - ролик; 2 - зварювані деталі; 3 - трансформатор.