

Тема 5: Установчо - затискні пристрої пристосування
Зміст: 1 Види установчо – затискних пристроїв
2 Їх призначення , конструкції та принцип дії
3 Формули для визначення зусилля затиску
Мета заняття: Установчо - затискуючи механізми застосовують для підвищення точності положення координатної системи технологічної бази, відносно координатної системи пристосування при установці.
Література (2, с. 105-124)
Установчо - затискні механізми застосовують для підвищення точності положення координатної системи технологічної бази, відносно координатної системи пристосування при установці. Такі механізми виконують одночасно функції установчих і затискуючих елементів. Тому такі установочні елементи в механізмі повинні бути рухливі в напрямку затиску і виготовлені з високою точністю.
Установчо – затискуючи механізми можуть бути орієнтируємі – тобто визначають одну площину симетрії деталі і самоцентруючими – визначають дві взаємно перпендикулярні площини.
а)
в)
А А1 В1 В
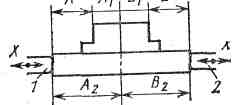
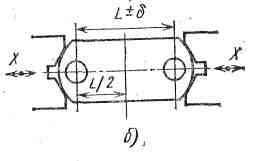
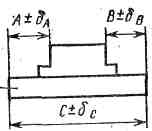
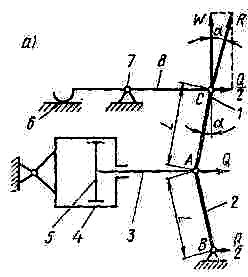
Рисунок 1 - Принципові схеми орієнтуючих механізмів
Принцип дії орієнтируючого механізму (рисунок 1).
Два елемента 1 і 2 переміщаються в напрямку Х. На їх рух накладають три умови:
- різнонаправленість;
одночасність;
- рівна швидкість.
При проектуванні і виготовленні пристосування положення цієї площини точно витримують відносно якоїсь поверхні корпуса, а при установці заготовки в пристосуванні домагаються поєднання з нею координатної площини технологічної бази заготовки.
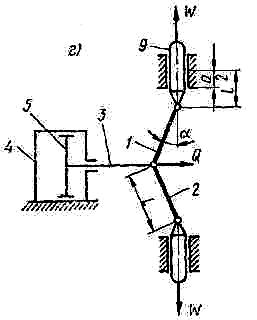
Принцип дії самоцентруючих механізмів.
Для визначення положення двох координатних площин технологічної бази в механізмі потрібно мати не менше трьох елементів (рисунок 2), які переміщаються до центру О або від нього одночасно і з однаковою швидкістю; при двох елементах, які переміщаються, вони повинні бути виготовлені у вигляді призми (рисунок 1б)
Самоцентруючі механізми застосовують в тих випадках, коли вимагається забезпечити високу точність розмірів, заданих на деталі від осі технологічної бази.
а) б)
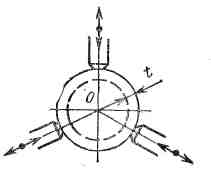
Рисунок 2 – Схеми самоцентруючих механізмів
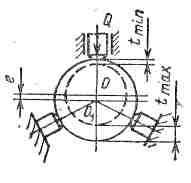
Якщо обробляти циліндричну деталь в трьох кулачках – два з яких нерухомі, а третій затискує заготовку (рисунок 2а), тоді за рахунок похибки базового діаметра утворюється неспіввісність е обробляємої і базової поверхні
Трьохкулачковий патрон.
Три умови:
рівнонаправленість;
одночасність;
рівна швидкість.
Вісь базової поверхні заготовки співпадає з віссю патрона.
Крім великої співвісності самоцентруючий механізм забезпечує рівномірну глибину різання t , це дає змогу зменшувати припуск на обробку.
Застосування установчо–затискних механізмів дозволяє витримувати не тільки розміри від технологічної бази, а й від геометричної вісі деталі. Необхідність в цьому виникає:
- якщо потрібно розподілити допуск між декількома розмірами на відстані від якої задані розміри (рисунок 1а);
- якщо витримують два розміри А і В, установча база 1, то похибка для розміру А => εδА = 0, для розміру В => εδВ =2δС .
А при застосуванні орієнтируючого механізму (рисунок 1в) похибка базування для розмірів А і В=> εδА = εδВ = δС , що підвищує точність обробки.
Положення обробляючої поверхні задано відносно вісі деталі (рисунок 1б).
Потрібно
обробити два отвори, симетрично
розташованих відносно центру деталі
О. При застосуванні любої бази
технологічної в координатному напрямку
любих поверхонь заготовки призведе до
похибки базування розміру
 , а застосування самоцентруючого
механізму зведе похибку до нуля.
, а застосування самоцентруючого
механізму зведе похибку до нуля.
Похибку установки заготовки в самоцентруючому пристосуванні називають похибкою центрування, так як вісі базової поверхні і вісі обробленої поверхні не співпадають, тому що з’являється знос і неточність виготовлення деталей механізму самоцентрування.
Самоцентруючі механізми розрізняються між собою формою робочої поверхні рухомих елементів і конструкцією механізму, який забезпечує взаємо зв’язаність їхніх рухів.
Розрізняють по першому признаку: призматичні і кулачкові механізми (форма поверхні);
по другому признаку : гвинтові, реєчно-важельні, реєчно-зубчасті, спірально-рейкові, клиноплунжерні, клиношарикові, з пружнодеформіруючими елементами (цангові, мембранні, гідропластові).
Визначають їх за двома характеристиками: похибкою центрування і величиною, яку створює сила затиску.
Гвинтові мають велику погрішність центрування (0,3—0,5 мм). В той же час за допомогою цього механізму можна створити велику силу затиску, легко скомпонувати з механізованим приводом, тому їх широко застосовують на чорнових і напівчистових операціях.
Рейково-зубчасті механізми використовують в лещатах замість гвинтових для забезпечення зустрічного переміщення призм.
Погрішність центрування цих механізмів подібна з погрішністю гвинтових механізмів
Затискачі реєчно-важельні складаються з рейки 3, рейкового зубчатого колеса 5, встановленого на валу 4, і важеля (рукоятки) 6. Обертаючи рукоятку проти годинникової стрілки, опускають рейку і через проміжну деталь (наприклад, плиту 2) або безпосередньо закріплюють оброблювану заготівку 1. Величина сили затиску залежить від сили N, прикладеної на рукоятці. Для того, щоб зберегти одержану силу затиску, після зняття руки робітника з рукоятки в механізм вводять замикаючий пристрій (замок). Останній попереджає зворотний поворот рейкового зубчатого колеса під впливом пружних сил, що виникли в ланках системи, що передає силу затиску.
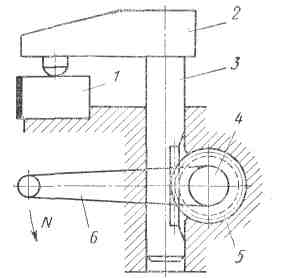
Рисунок 3 - Схема реєчно - важільного затиску
Спірально-рейкові механізми використовують для переміщення кулачків в токарних патронах.
Клиноплунжерні механізми часто використовують в патронах для токарної обробки для центрування як по внутрішній, так і зовнішній циліндровій поверхні. Схема механізму приведена на рисунку 4.
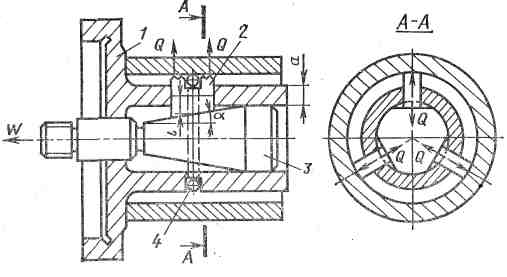
Три плунжера 2, розташовані під кутом 120° один до одного, переміщаються в трьох радіальних пазах корпуса 1. Переміщення плунжеров здійснюється клином 3, що має відповідно три клинові скоси. Клин 3 сполучений з штоком силового приводу. При русі клину 3 вліво плунжери розходяться, центрують і закріплюють заготівку. При русі клину 3 вправо плунжери сходяться до центру під дією зусилля стиснення пружини 4.
Силу тяги приводу W, необхідну для забезпечення сили затиску Q, можна визначити по формулі прийнявши, що tgφ2=0, оскільки клин 3 під дією трьох однакових сил, що сходяться в його центрі, як би плаває, не притискаючись до направляючих:

Погрішність центрування в клиноплунжерних механізмах складає 0,2—0,5 мм. Тому патрони з такими механізмами звичайно застосовують для установки по чорних базах на чорнових операціях. Токарні патрони з клиноплунжерними кулачками виконують згідно ГОСТ 16886.
Клиношарикові механізми застосовують в пристосуваннях токарних і шліфувальних верстатів при базуванні по внутрішній і зовнішній циліндричній поверхні. Принципова схема патрона для центрування по зовнішньому циліндру приведена рисунку 5а. У корпус патрона 1 запресована конусна втулка 2, по конусу якої перекочуються шарики 3, розташовані в сепараторі 4. Від випадання шариків оберігає шайба 5. При русі обойми під дією сили приводу вліво шарики 3 подібно плунжерам зміщуються до центру, центрують і затискують заготівку 6. Переваги такого механізму в порівнянні з клиноплунжерними є зменшення втрат на тертя в направляючих плунжерах (шариках) і підвищення точності центрування за рахунок зменшення числа кінематичних ланцюгів(шарики замість центрального
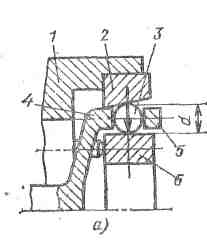
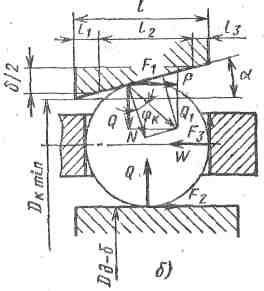
Рисунок 5 Схема клиношарикового самоцентрируючого патрона
клину і плунжерів) і підвищення їх точності при виготовленні. Силу затиску таким механізмом можна визначити з схеми на рисунку 5б.
В момент затиску найбільша сила тертя виникає в точці контакту кульки з конусною втулкою, оскільки N > Q > W. Під дією цієї сили кулька котиться по конусу, прослизаючи в сепараторі і на заготівці.
Сила затиску
З формули видно, що клиношариковий механізм дає велике передавальне відношення сил і може розвивати значну силу затиску Q. Проте величина використовуваної при нормальній роботі сили Q залежить від площі контакту між шариками і заготівкою (точка) і можливістю у зв'язку з цим пластичної деформації її поверхні. Такі механізми застосовують на операціях з невеликими силами різання. Кут конуса а вибирають в межах 5—10°.
При установці довгих деталей застосовують дворядне розташування роликів в одному або різних сепараторах.
Широке поширення шарикові патрони набули на фінішних операціях шліфування базових отворів зубчатих коліс. На цих операціях забезпечується висока співвісність зубчатого вінця і отвору за рахунок установки зубчатого колеса по евольвентних поверхнях зубів.
Механізми з пружньодеформіруючими елементами.
Самоцентруючі механізми мають значну погрішність центрування, Яка визвана великим числом сполучень деталей, що забезпечують зустрічне переміщення установчих елементів. Найбільшу точність центрування дають механізми, установчі елементи яких об'єднані в одну деталь і переміщаються в межах її пружної деформації. Такий механізм можна виготовити з високою точністю і забезпечити точність пружного переміщення окремих частин. Тому цю групу механізмів називають прецизійними. До них відносяться цангові, мембранні і гідропластові механізми.
Цангами називаються розрізні пружині втулки, які можуть центрувати заготівки по зовнішній і внутрішній поверхнях. Цангові механізми використовують для центрування і затиску пруткового матеріалу різного профілю і окремих заготівок.
На рисунку 6а і б приведені конструкції цангових механізмів для центрування по зовнішньому діаметру: тягнуча цанга, яка застосовуються для закріплення штучних заготівок (для орієнтування заготівки в осьовому напрямі всередині цанги встановлений упор); штовхаюча цанга, найчастіше вживаною для закріплення пруткового матеріалу (для фіксації прутка в осьовому напрямі упор встановлений попереду цанги).
Подовжні прорізи перетворюють кожну пелюстку цанги в консольно закріплену балку, яка одержує радіальні пружні переміщення при повздовжньому русі цанги за рахунок взаємодії конусів цанги і корпусу. Оскільки радіальні переміщення всіх пелюстків цанги відбуваються одночасно і з однаковою швидкістю, то механізм набуває властивість самоцентрування.
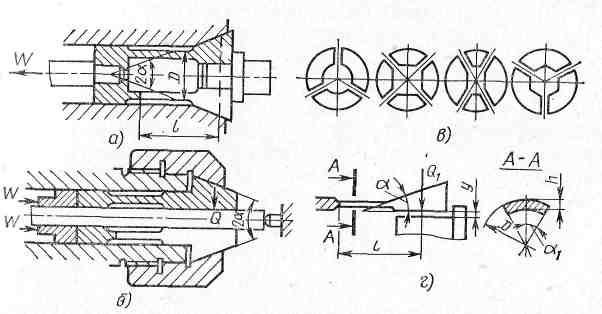
Рисунок 6 - Схема цангових механізмів
Число пелюсток цанги залежить від її робочого діаметру d і профілю затискних заготівок (рисунок 6в). При d ≤30 мм цанга має три пелюстки, при 30 < d < 80 мм — чотири, при d ≥80 мм — шість.
Для збереження працездатності цанги деформація її пелюсток не повинна виходити за межі пружної зони. Це визначає підвищені вимоги до точності базового діаметру заготівки, який повинен бути виконаний не грубіше 9 квалітету.
Цанги виготовляють із сталі У8А або 65Г, крупні цанги — із сталі 15ХА або 12ХНЗА. Робочу частину гартують до твердості HRCэ 57—63. Хвостову частину піддають відпустці до твердості HRCэ 32—42.
Погрішність центрування обумовлена неточністю виготовлення цангових патронів і не перевищує 0,05—0,1 мм.
Кожна пелюстка цанги є плоским односкосним клином (рисунок 5а, б). Тому сила тяги цанги буде рівна

де Е – модуль пружності матеріалу цанги, кг/ см² ;
J – момент інерції сектора перерізу цанги в місці розрізу пелюстків;
 ;
;
D –зовнішній діаметр поверхні пелюстків, см;
h – товщина пелюстка, см ;
α1- половина кута сектора пелюстка, рад,;
l - довжина пелюстка, см;
n - число пелюстків;
y – стріла прогину пелюстка, тобто радіальний зазор між цангою і заготовкою.
Мембранні механізми застосовують для центрування по зовнішній і внутрішній циліндровій поверхні деталей типу дисків, кілець, втулок і т.п. Основною деталлю такого механізму є мембрана.
Застосовують мембрани трьох основних видів: ріжкові, чашкові, кільцеві. Найточнішими є ріжкові і чашкові. У схемі на рисунку 7 оброблювана деталь 1 затискається внутрішніми силами пружності мембрани 2 за допомогою її кулачків 3. Сила тяги W розводить ккулачки при відкріпленні деталі 1.
Силовий розрахунок такого механізму можна провести, розглядаючи мембрану як круглу, закладену по контуру пластинку, навантажену рівномірно розподіленим по колу розташування кулачків згинаючим моментом. Конструкції і основні параметри мембранних патронів ГОСТах 21277 , 21278 , 21279.
Чашкові і кільцеві мембрани (тарільчаті пружини) нормалізовані.
Чашкові і ріжкові мембрани виготовляють із сталей 65Г, У10А, ЗОХГС і нормалізують до твердості HRCэ 40—45.
Патрони з ріжковими і чашковими мембранами можуть забезпечити точність центрування 0,003—0,005 мм.
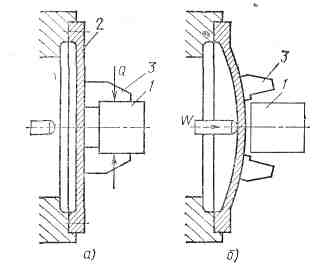
Рисунок 7 – Схема самоцентруючого патрона з мембраною
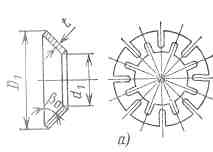
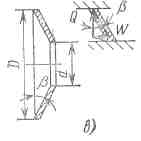
Кільцеві мембрани застосовуються у випадках, коли при значних навантаженнях вони повинні мати малі габаритні розміри. Ці мембрани звичайно застосовують у вигляді пакетів.
 На
рисунку 8а
показана
кільцева мембрана
і на рисунку
8б
схема
механізму з
двома пакетами мембран.
На
рисунку 8а
показана
кільцева мембрана
і на рисунку
8б
схема
механізму з
двома пакетами мембран.
На корпус 1 надіті два пакети мембран 4, між якими розташована втулка 3. Якщо стержень 5 буде переміщатися вліво, то пакети сплющаться, збільшаться в діаметрі і деталь 2 центрується і затискується.
Діаметри кілець можуть збільшуватися на 0,15—0,4 мм залежно від розміру. Базуючи поверхні можуть бути 7—11 квалітету. Точність центрування може бути в межах 0,01—0,03 мм.
Для визначення необхідної величини осьової сили тяги W розглянемо рівновагу мембрани в кінцевому положенні (рисунок 8в). Наявність радіальних прорізів дозволяє з достатньою для практичних розрахунків точністю розглядати мембрану як похилу розпірку між корпусом і заготівкою. Тоді з силового трикутника
 ,
,
де β — кут нахилу мембрани в деформованому стані; для мембран з d < 50 мм β= 9..10°; з d > 50 мм β= 12°; коефіцієнт 0,75 введений з розрахунку, що 25% сили тяги витрачається на деформацію мембрани в межах зазору між базовим отвором заготівки і мембраною в недеформованому стані.
Широке поширення набули пружні патрони з використанням гідропластмаси. На рисунку 9 показана схема такого механізму. У корпусі 1 запресована тонкостінна втулка 5. Між корпусом і тонкостінною частиною втулки розточена кільцева замкнута порожнина, заповнена гідропластмасою 6. Гвинтом 2 через плунжер 3 на гідропластмасу діє тиск ρ. Цей тиск деформує тонкостінну частину втулки, яка центрує і затискує заготівку.
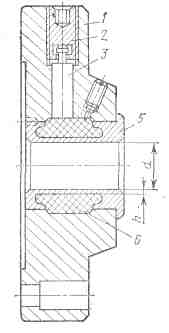
Рисунок 9 - Самоцентруючий патрон з гідропластмасою
Такі патрони застосовують для центрування заготівок як по зовнішньому, так і по внутрішньому діаметру. Точність базових поверхонь закріплюваних деталей повинна бути не нижчою 7-9 квалітету. Погрішність центрування 0,01мм.
При проектуванні механізмів з гідропластмасою розраховують: параметри пружних тонкостінних втулок; розміри затискуючих гвинтів і плунжерів у пристосувань з ручним приводом; розміри плунжерів, діаметр циліндра і хід поршня у пристосувань з механізованим приводом.
Точний розрахунок оправки з гідропластмасою як пружної оболочки, навантаженої тиском р, дуже складний.
Для виготовлення тонкостінних втулок застосовують сталі марок У7А, ЗОХГС, які піддають термообробці до твердості HRCэ 35—40.
Контрольні запитання
1 Застосування установчо - затискних механізмів
2 Які бувають установчо - затискні механізми
3 Принцип дії
4 Похибка установки
5 Самоцентруючі механізми
6 Похибка центрування
7 Мембранні механізми
8 Матеріал установчо - затискних механізмів
Заняття № 18-19 (продовження теми 5) (4 години)
Тема : Механізми – посилювачі затиску заготовки
План: 4 Призначення і конструкція
5 Принцип дії і устрій важільних, клинових та інших комбінованих підсилювачів
6 Переваги і недоліки механізмів посилювачів
7 Схеми та принципи розрахунку зусиль затиску при використанні посилювачів різних типів
Мета заняття: Застосування механізмів – посилювачів слугує підвищенню величини початкової сили механізованого приводу,коли для затиску оброблюваної деталі в пристосуванні потрібна більша сила, ніж початкова сила механізованого приводу.
Література : 1,с.52-72; 2, с.155-167
Самостійна робота №6
ТЕМА : Механізми – посилювачі затискних пристроїв пристосування
ЗМІСТ: 1 Одноважільні і двоважільні шарнірні механізми-підсилювачі
2 Багатоплунжерні самоцентруючі механізми
3 Механізовані та багатоланкові з гідропласмасою
Література (1,с.52-72, 2,с.105-124; 4,с.191-210,-1979р., або с. 248-279,-1971р.)
Механізми-підсилювачі служать для підвищення величини початкової сили механізованого приводу, яка передається затискним пристроєм пристосування для затиску деталей. Вони є проміжною ланкою, що пов'язує привід із затискним пристроєм пристосування, і застосовуються, коли для затиску оброблюваної деталі в пристосуванні потрібна більша сила, ніж початкова сила механізованого приводу.
За принципом дії механізми-підсилювачі верстатних пристосувань розділяють на важільні, клинові, шарнірно - важільні, плунжерно-клинові, гвинтові і комбіновані. Всі вони є поєднанням ряду елементарних механізмів.
Величинами, що характеризують роботу механізмів-підсилювачів, є передавальне відношення ic сил і передавальне відношення iп переміщень точок додатку сил.
Передавальне відношення ic є відношенням сили затиску W деталі в пристосуванні до початкової сили Q приводу:
ic = W/Q
звідки
W = ic Q
Найбільше застосовуються важільно – шарнірні механізми як швидко діючі важільні затискачі , або як посилювачі в механізованих приводах .
Бувають одноважільні, двохважільні, односторонньої дії, двохсторонньої дії, самоцентруючі. Вузли, які застосовуються – стандартизовані і взаємозамінні.
Важільні механізми – посилювачі.
Розглянемо дві схеми
Перша схема
Друга схема
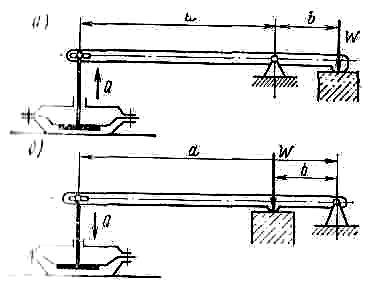
Збільшення початкової сили Q приводу підсилювачами важелів залежить від співвідношення довжин плечей важелів.
Сила затиску деталі з важелем – посилювачем (перва схема)
W = Q(а / b)
Сила затиску деталі з важелем – посилювачем (друга схема)
W = Q(а + b) / b
де W – сила затиску деталі в пристосуванні, Н;
Q – сила на штоці привода; а і b – довжина плеч важеля
В приведених формулах члени біля Q – це є передаточне відношення ic сил.
Такі важільні механізми – посилювачі збільшують початкову силу 2-3 рази.
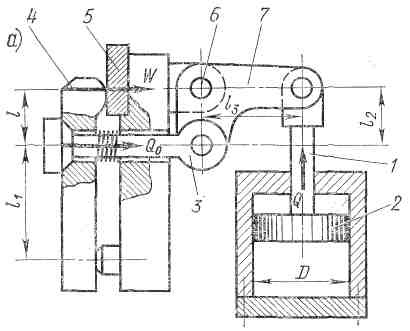
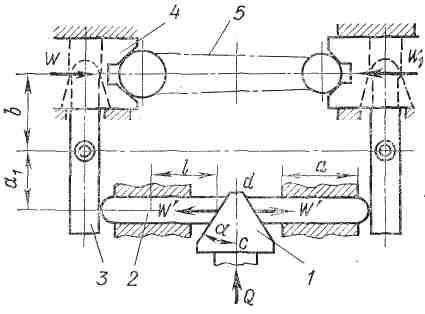
Одноважільні шарнірні механізми – посилювачі односторонньої дії
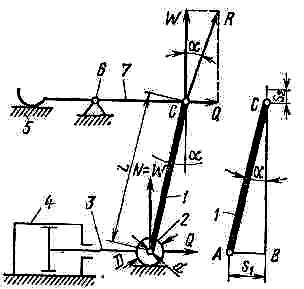
Рисунок 1 – Схема одноважільного шарнірного механізму – посилювача односторонньої дії
На рисунку 1 показана схема шарнірного механізму-підсилювача одноважільного односторонньої дії у вигляді важеля 1 з роликом 2. Початкова сила Q, що розвивається механізованим приводом 4, через шток 3 і ролик 2 передається на важіль 1, що зв'язаний віссю з роликом 2. Від ролика 2 діє сила реакції N = W.
Рівнодіючої сил Q і N є сила R, діюча уздовж осі важеля 1. Ця сила R, прикладена на кінці важеля 1 в точці С, розкладається на дві сили W і Q. При подачі стислого повітря в ліву порожнину пневмоциліндра 4 шток 3 переміщає нижній кінець важеля 1 з роликом 2 вправо, а його верхній кінець повертає важіль 7 біля нерухомої опори 6 і лівий кінець важеля затискає оброблювану деталь 5.
Сила затиску деталі, що розвивається таким механізмом-підсилювачем
W = Q / [tg (α+β) + tgφ2пр]
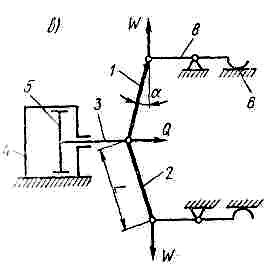
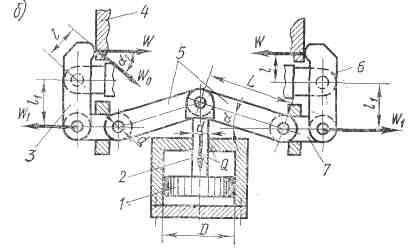
Двохважільні шарнірні механізми – посилювачі односторонньої дії
W = Q / [ 2tg (α + β) ]
Рисунок 2 – Сема двохважільного шарнірного механізму – посилювача односторонньої дії
Сила Q, що розвивається пневмоциліндром 4, через шток 3 передається важелям 1 і 2. При подачі стислого повітря в ліву порожнину пневмоциліндра 4 поршень 5 з штоком 3 переміщується вправо і шток повертає важелі 1 і 2, наближаючи їх до вертикального положення. При цьому важіль 1, який шарнірно зв'язаний з важелем 8, повертає його біля нерухомої опори 7 і лівий кінець важеля 8 затискає оброблювану деталь 6.
Сила затиску, що розвивається двохважільним шарнірним посилювачем односторонньої дії
W = Q / [ 2tg (α + β) ]
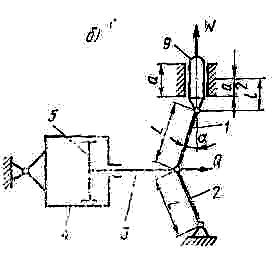
Рисунок 2 – Сема двохважільного шарнірного механізму – посилювача односторонньої дії з плунжером
В цьому випадку враховується тертя в шарнірах і тертя в на плунжері, і сила затиску його
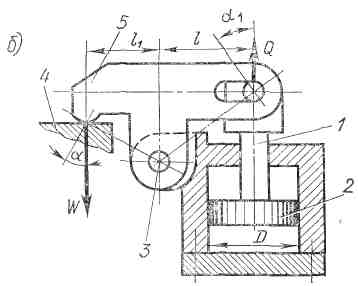
Двохважільні шарнірні механізми – посилювачі двохсторонньої дії, що є як би здвоєні одноважільні механізмами-підсилювачі.
При подачі стислого повітря в ліву порожнину пневмоциліндра 4 поршень 5 з штоком 3 переміщається вправо і шток повертає важелі 1 і 2,наближаючи їх до вертикального положення. При цьому важелі 1 і 2 повертають важелі 8 біля нерухомих опор і останні затискають деталь 6.
Сумарна сила затиску, що розвивається двохважільним шарнірним механічним підсилювачем двосторонньої дії
Wсум = Q / tg (α + β); ic = Wсум/Q ; W = Wсум /2; Wсум = 2W
Двохважільний шарнірно - плунжерний механічний посилювач двохсторонньої дії
При подачі стислого повітря в ліву порожнину пневмоциліндра 4 поршень 5 з штоком 3 переміщається вправо і шток через важелі 1 і 2 переміщує плунжери 9 від центра на затиск деталі
Сумарна сила затиску
Важільні шарнірні механізми – посилювачі з пневмоприводом

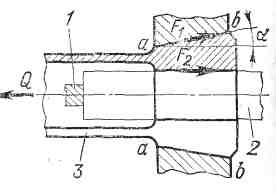
Клиноплунжерний посилювач Багатоклиновий цанговий
У багатоклинових самоцентруючих механізмах, наприклад цангових і клинових патронах, клинових оправках, всі клини затискають деталі з однаковою силою.
Кожен клин багатоклинових самоцентруючих механізмів, що переміщається по конічній поверхні деталі пристосування, що сполучається, працює як односкосий клин з тертям тільки по одній або по двох робочих поверхнях клину.
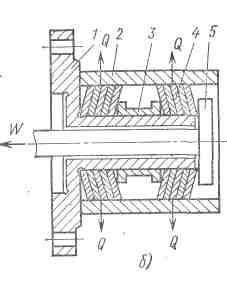
Багатоланкові механізми з гідропластмасою. На рисунку 3 показано багатоланкове багатоплунжерне пристосування (оправка), внутрішня порожнина якої заповнена гідропластмасою. У отвори корпусу 1 оправки вставлені плунжери 2. При подачі стислого повітря в праву порожнину пневмоприводу (на рисунку відсутній) поршень з штоком і тягою 4, переміщаючись вліво, натискає на гідропластмасу, яка розсовує плунжери 2 від центру і деталь 3 затискається. Тоді в порожнині з гідропластмасою багатоплунжерної оправки виникає гідростатичний тиск ρ[ IIа (кгс/см²)], а тяга 4 і затискні плунжери 2 не переміщуються.
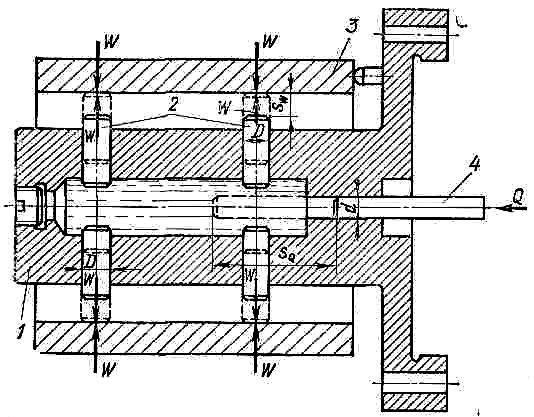
Рисунок 3 - Схема до розрахунку багатоплунжерної оправки з гідропластмасою
Сила тиску тяги 4 на гідропластмасу
Q = πd²ρ/4.
На кожен плунжер 2 гідропластмаса тисне з силою
W = πD²ρ/4.
Розділивши формулу для визначення сили W на формулу для визначення сили Q, одержимо
W/Q = (D/d)².
З цієї формули знайдемо залежність між силами W і Q з ККД
W =Q (D/d)²η.
де Q — початкова сила на штоці механізованого приводу, Н
D – діаметр затискуючого плунжера
D - діаметр тяги
η = 0,9
Контрольні запитання
1 Механізми-підсилювачі - призначення
2 Важільні механізми – посилювачі
3 Багатоклинові самоцентруючі механізми
4 Багатоланкові механізми з гідропластмасою
5 Сила затиску важільних механізмів
6 Сила затиску клинових механізмів
7 Сила затиску механізмів з гідропластмасою