Порядок выполнения работы Изготовление стержня
Стержень в разъемном стержневом ящике изготавливается в следуйщей последовательности:
рабочую поверхность стержневого ящика протирают ветошью;
половинки стержневого ящика собирают, центрируя по штифтам, и скрепляют струбциной;
в вертикально установленный стрежневой ящик засыпают стержневую смесь;
по центру стержня ставят каркас;
трамбовкой уплотняют стержневую смесь и гладилкой выравнивают знаковые части стержня;
душником накалывают в стержне вентиляционные каналы;
киянкой обстукивают стенки стержневого ящика и снимают струбцину;
осторожно снимают одну половину стержневого ящика;
на вторую половину стержневого ящика со стержнем накладывают сушильную плиту, поворачивают на 180 градусов, после чего половину стержневого ящика снимают и стержень остается на сушильной плите;
стержень вместе с сушильной плитой отправляют на сушку в печь.
Изготовление формы
Для изготовления разовой формы по разъемной модели в двух опоках необходимо осуществить следующие операции в такой последовательности:
на подмодельную доску кладут нижнюю половину модели и накрывают нижней опокой;
полумодель покрывают облицовочной смесью толщиной 15- 30 мм, остальную часть опоки засыпают с избытком наполнительной смесью;
смесь в опоке уплотняют ручной трамбовкой;
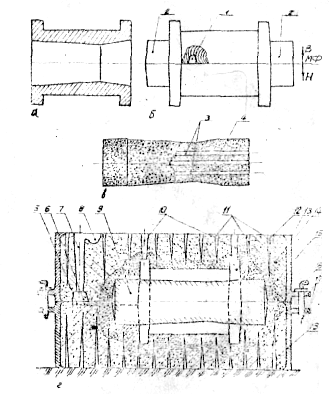
линейкой срезают излишки формовочной смеси на одном уровне с опокой и иглой (душником) накалывают вентиляционные каналы 2 (см. рис. 1, г);
готовую нижнюю
полуформу переворачивают на 180 градусов
и на нижнюю пол умодель
умодель
устанавливают (по шипам) верхнюю полумодель;
плоскость разъема нижней полуформы посыпают разделительным сухим песком и устанавливают верхнюю опоку, соединяя с нижней с помощи ушок и штырей;
Устанавливают модели литниковой системы (питатели, шлакоуловители, стояк, выпоры ) и повторяют все операции, выполняемые при набивке нижней полуформы;
в готовой верхней полуформе возле модели стояка вырезают литниковую чашу;
удаляют из верхней полуформы модели стока и выпоров;
снимают верхнюю полуформу и устанавливают рядом с нижней, перевернув на 180 градусов (вверх плоскостью разъема) ;
подъемник забивают в полумодели, расталкивают их в стороны и осторожно удаляют из полуформ (верхней и нижней);
так же удаляют модели питателей из нижней и модель шлакоуловителя из верхней полуформ;
форму поправляют и отделывают формовочным инструментом;
в нижнюю полуформу устанавливают готовые высушенные стержни на стержневые знаки;
форму собирают и нагружают;
собраную форму заливают металлом и после выдержки выбивают готовую отливку.
Составные отчета по работе
Отчет по работе должен содержать: номер работы; наименование работы; цель работы; краткие теоретические сведения; последовательность операций при изготовлении стержня и формы; рис. 1 (выполняется в уменьшенном масштабе прямо в контексте подраздела "Краткие теоретические сведения" (рис. 2 )выполняется на отдельном листе бумаги формата А4).
Вывод : мы ознакомились с процессом изготовления разовой литниковой системы, а также модельным комплектом в который входит: модель, опоки, литниковая система, инструменты.
Процесс изготовления одноразов ой литниковой системы включает в себя изготовление стержней а также полуформ.