Условия применения относительной геометрической точности формы цилиндрических поверхностей.
Относительная геометричская точность |
Среднее соотношение допусков формы и размера, % |
Условия применения |
Нормальная |
60 |
Поверхности в подвижных соединениях при небольших скоростях относительных перемещений и нагрузках; в соединениях с натягом или переходными посадками при необходимости разборки и повторной сборки. |
Повышенная |
40 |
Поверхности в подвижных соединениях при средних скоростях относительных перемещений и нагрузках, при повышенных требованиях к плавности хода и герметичности уплотнений; в соединениях с натягом при повышенных к точности и прочности в условиях больших скоростей и нагрузок, ударов, вибраций. |
Высокая |
25 |
Поверхности в подвижных соединениях при высоких скоростях и нагрузках, высоких требованиях к плавности хода, снижению трения, герметичности уплотнения; в соединениях с натягом в условиях воздействия больших нагрузок, ударов, вибраций. |
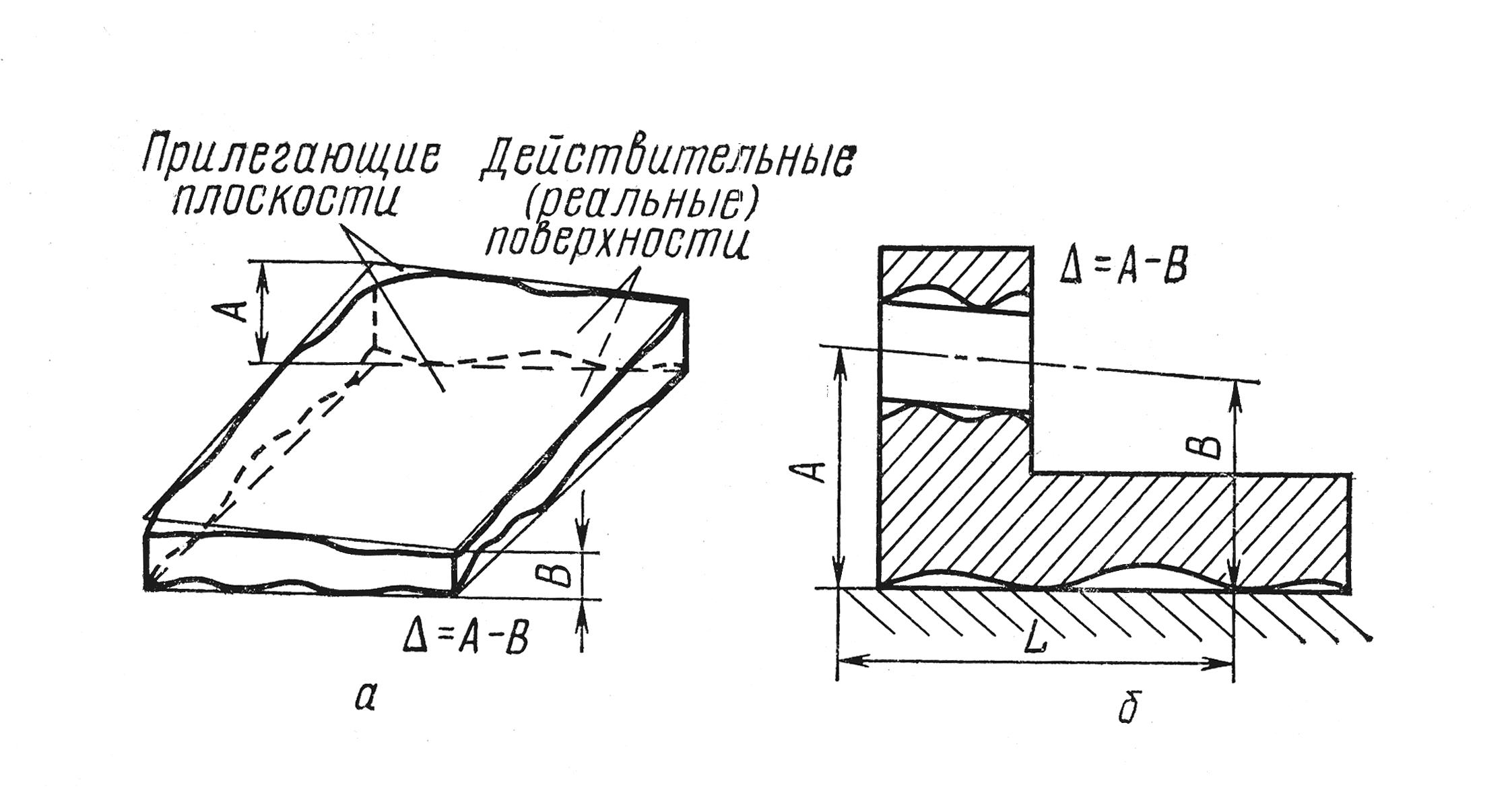
Отклонением расположения поверхности называется отклонение от номинального расположения рассматриваемой поверхности, ее оси или плоскости симметрии относительно баз или отклонение от номинального взаимного расположения поверхностей. Причинами возникновения отклонений расположения поверхности являются погрешности обработки деталей, погрешности приспособлений для установки деталей и др.
Отклонения ∆ расположения поверхностей показаны на рисунках 1.12 – 1.18.
Отклонения расположения поверхностей от их номинального значения чрезвычайно отрицательно сказываются на надежности и долговечности работы машин, вызывая в отдельных деталях и соединениях дополнительные статические и динамические нагрузки, что приводит к быстрому износу и усталостному разрушению деталей.
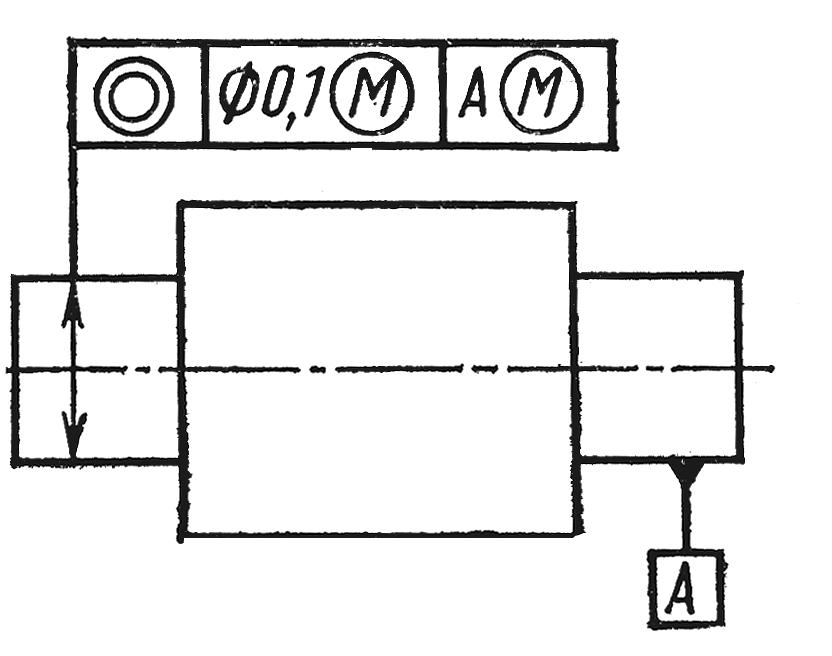
Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями или текстом в технических требованиях. Применение условных обозначений предпочтительно (таблицы 1.5; 1.6.)
Условные обозначения допусков помещают в прямоугольную рамку, разделенную на две или три части. В первой проставляют условный знак допуска, во второй - числовое значение допуска в мм., в третьей - буквенное обозначение базы или другой поверхности, к которой относится отклонение.
Рамки вычерчивают сплошными тонкими линиями и располагают горизонтально. Высота цифр, букв и знаков, вписываемых в рамки, должна быть равна размеру шрифта, размерных чисел, а высота рамки - на 2…3 мм больше. Не допускается пересекать рамку какими- либо линиями. В случае необходимости допускается вертикальное расположение рамки.
Базовая поверхность, ось или плоскость симметрии обозначается равносторонним зачерненным треугольным и соединяется с рамкой.
Р и с.1.12. Отклонение параллельности плоскостей (а) и осей (б)
Р и с.1.13. Отклонение от перпендикулярности плоскостей, осей
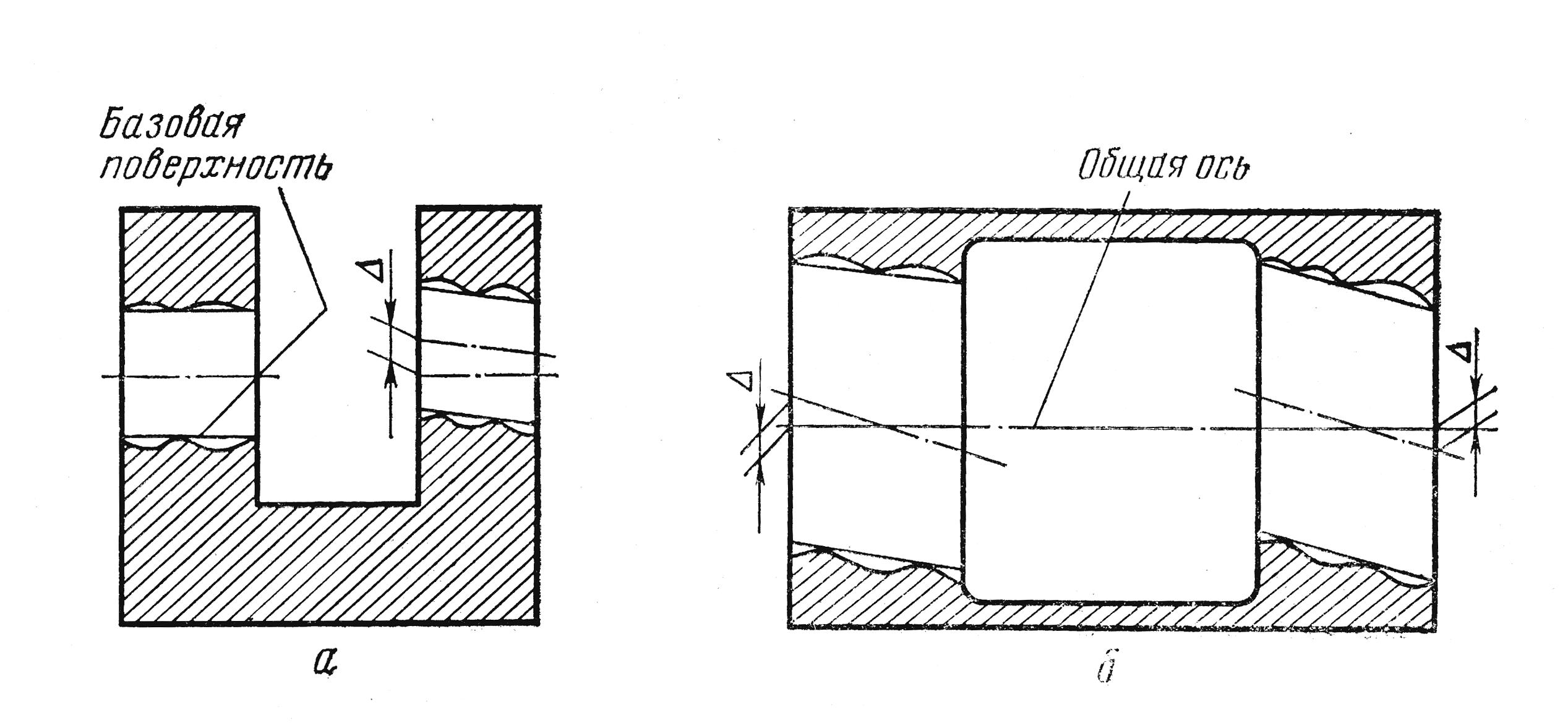
Р и с.1.14. Отклонение от соосности
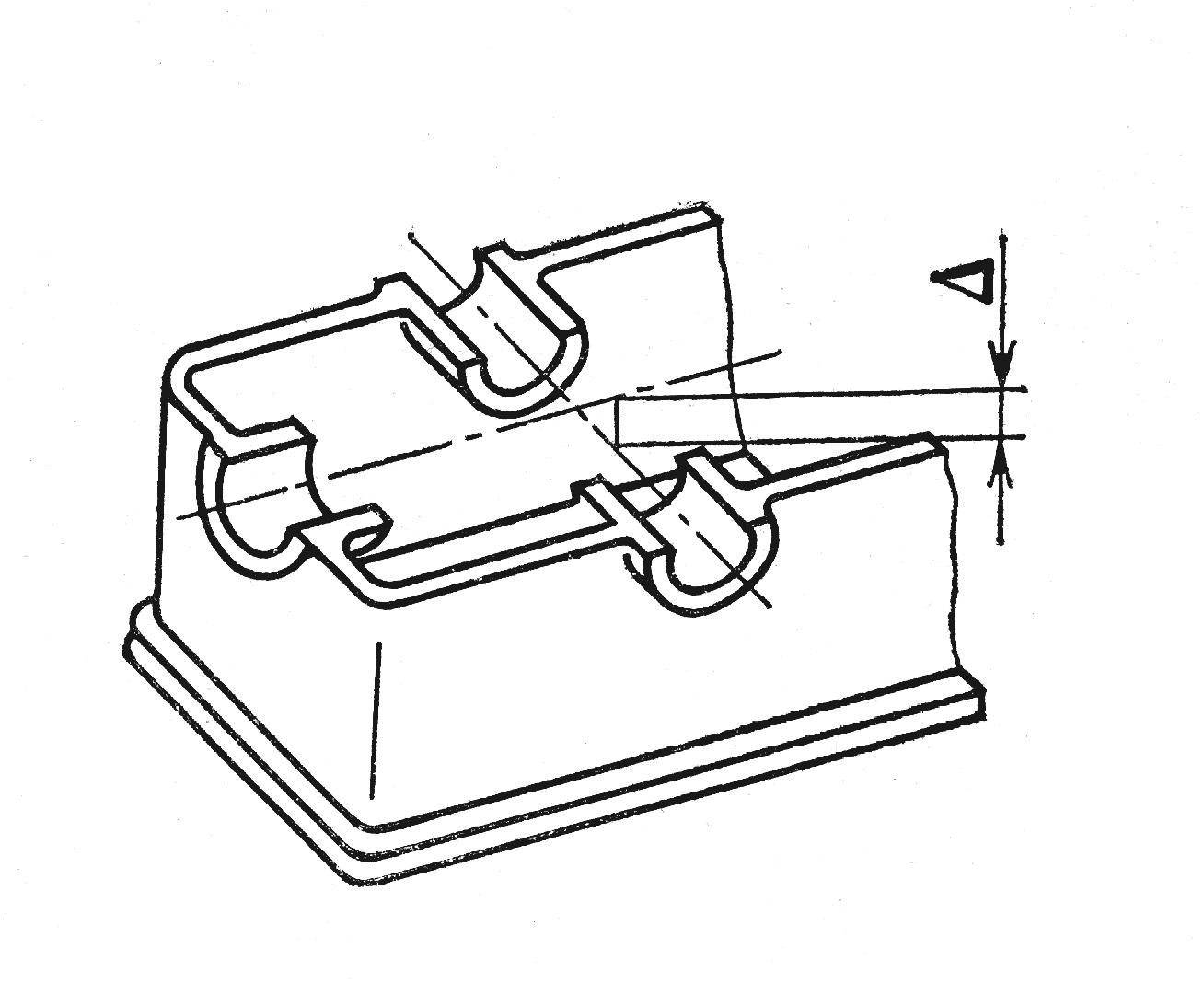
Р и с.1.15. Отклонение от пересечения осей
Р и с.1.16. Отклонение от симметричности |
Р и с.1.17. Позиционное отклонение
|
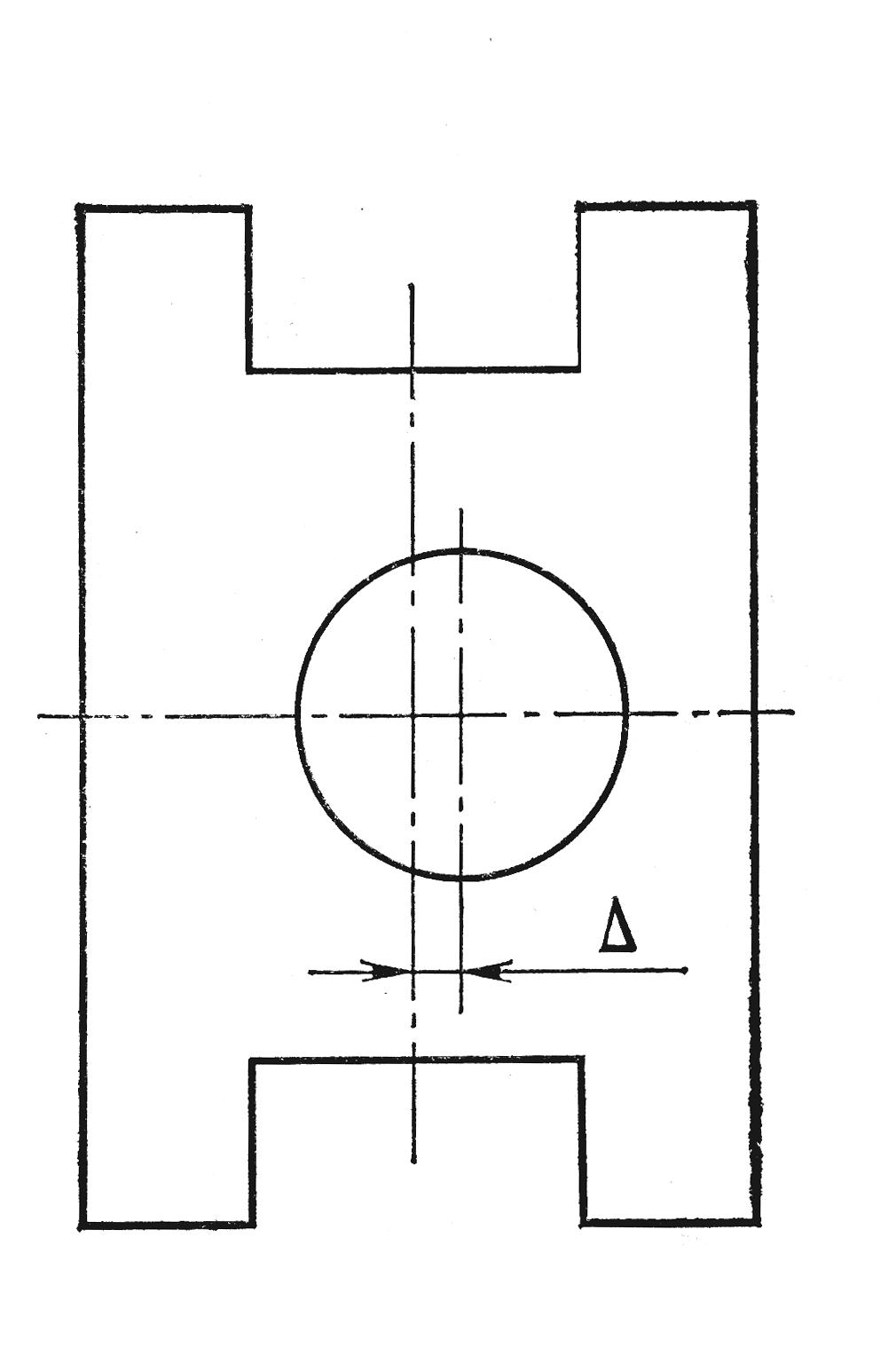
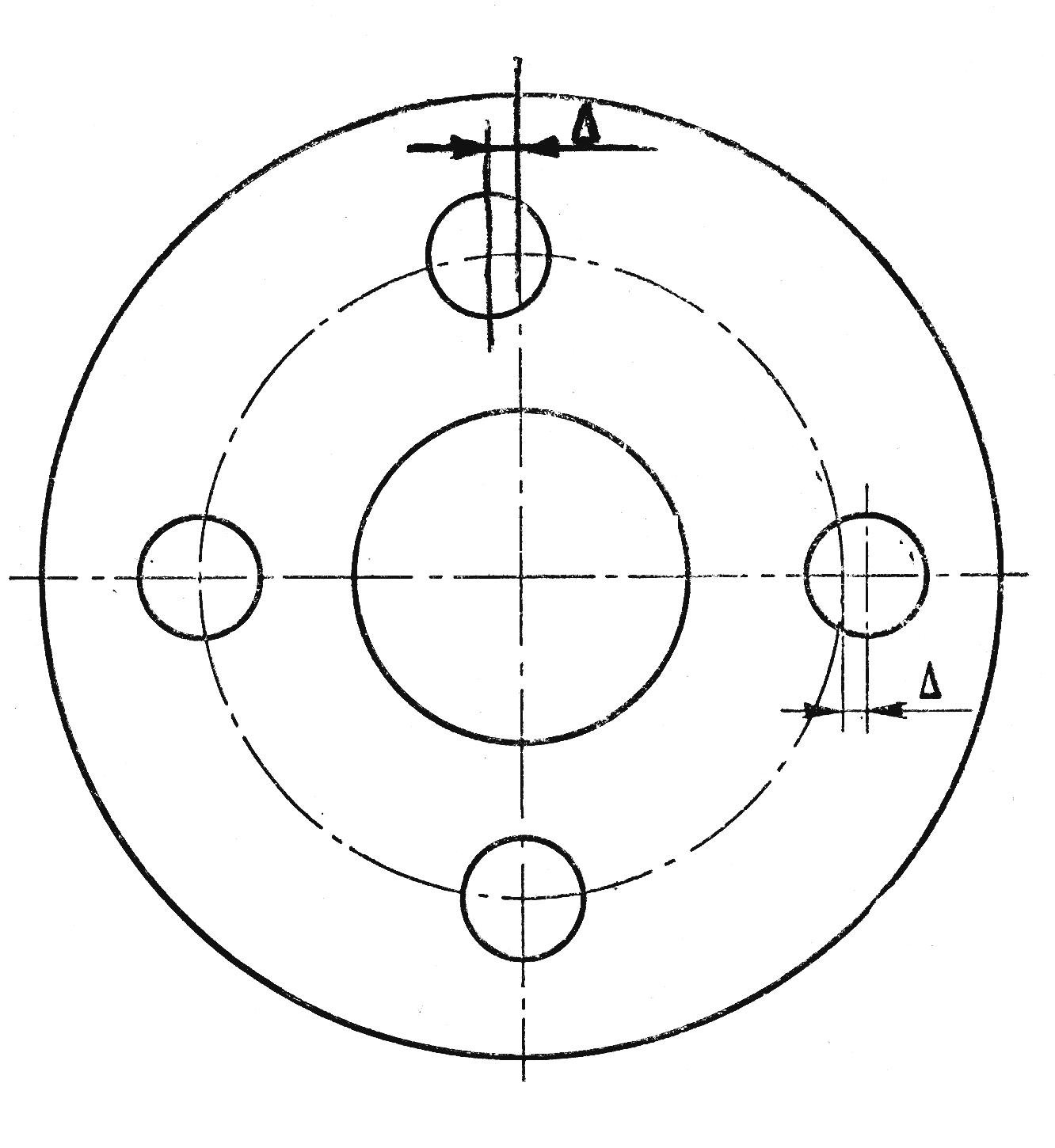
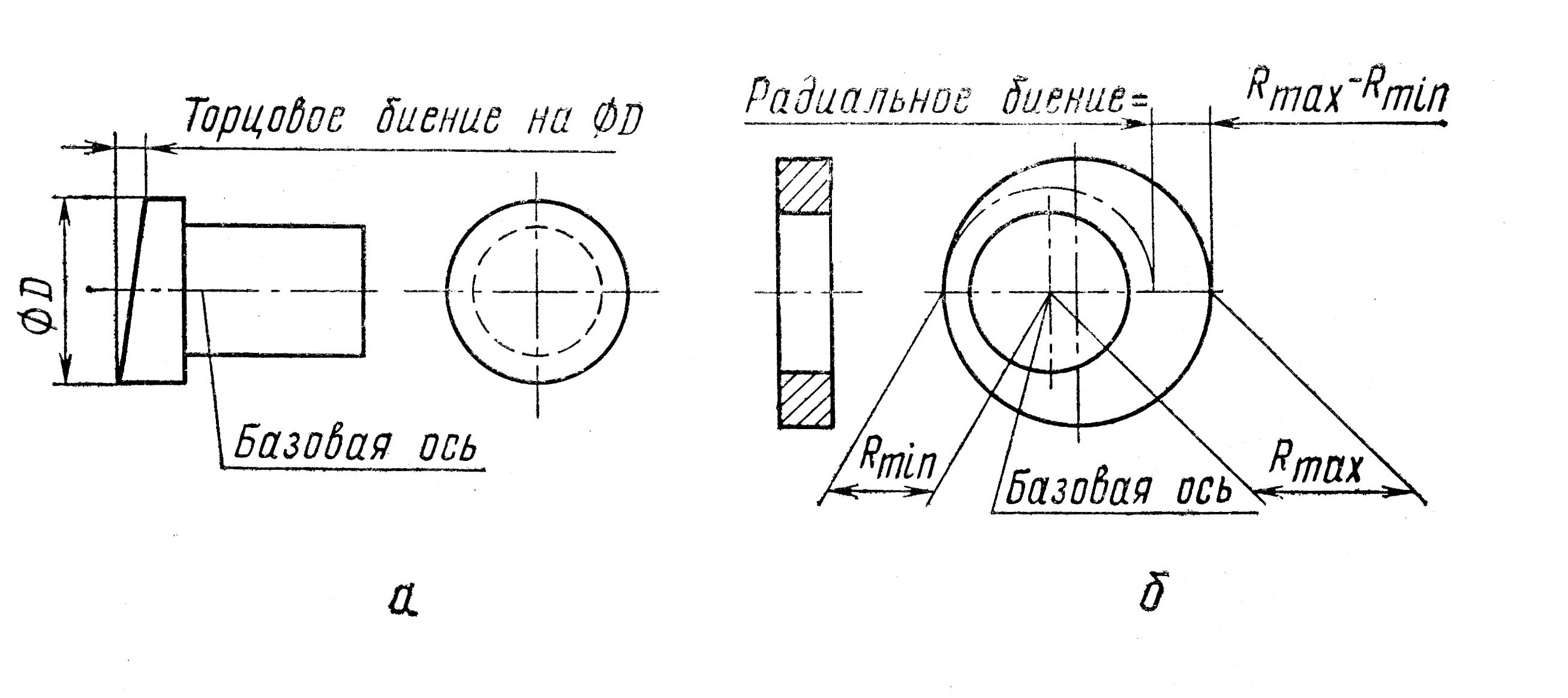
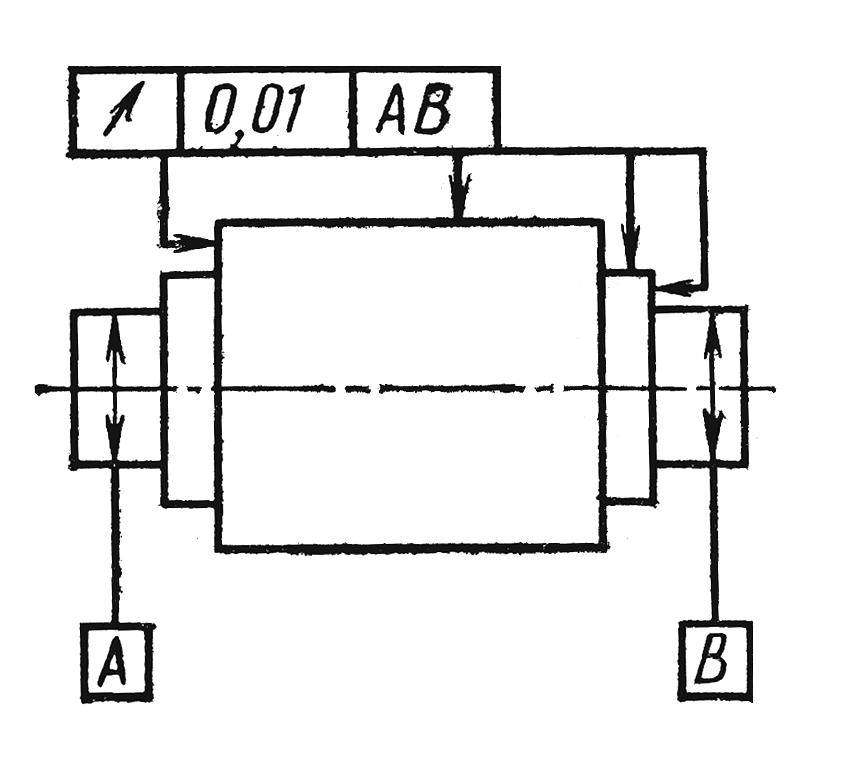
Рис.1.8. Торцовое (а) и радиальное (б) биение
Таблица 1.6.
Условные обозначения допусков формы и расположения поверхностей
Группа отклонений и допусков |
Отклонение формы или расположения |
Допуск формы или расположения |
Условный знак допуска по СТ СЭВ 368—76 |
|
Отклонение от плоскостности |
Допуск плоскостности |
|
|
Отклонение от круглости |
Допуск круглости |
|
|
Отклонение от цилиндричности |
Допуск цилиндричности |
|
Отклонения и допуски расположения |
Отклонение от параллельности |
Допуск параллельности |
|
|
Отклонение от перпендикулярности |
Допуск перпендикулярности |
|
|
Отклонение от наклона |
Допуск наклона |
|
|
Отклонение от соосности |
Допуск соосности |
|
|
Отклонение от симметричности |
Допуск симметричности |
|
|
Отклонение от пересечения осей |
Допуск пересечения осей |
|
|
Радиальное биение |
Допуск радиального биения |
|
|
Торцовое биение |
Допуск торцового биения |
|
 Отклонения
и допуски формы
Отклонения
и допуски формы









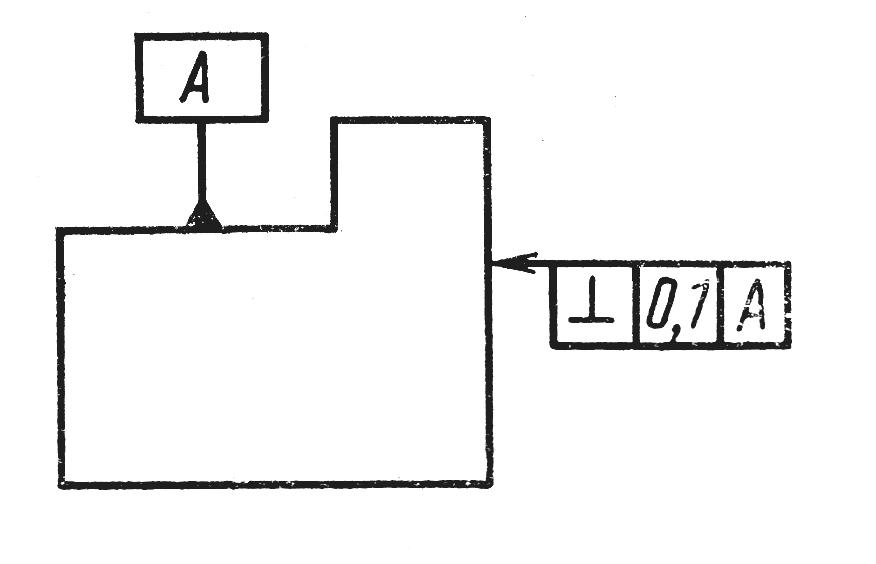
Чтобы не затемнять чертеж, в случае необходимости разрешается базовую или другую поверхность, к которой относится отклонение, обозначать прописной буквой, вписываемой в третью часть рамки. Эту же букву вписывают в квадратную рамку, которую соединяют с обозначаемой поверхностью линией, заканчивающейся треугольником или стрелкой, в зависимости от того, обозначает ли она базу или небазовую поверхность.
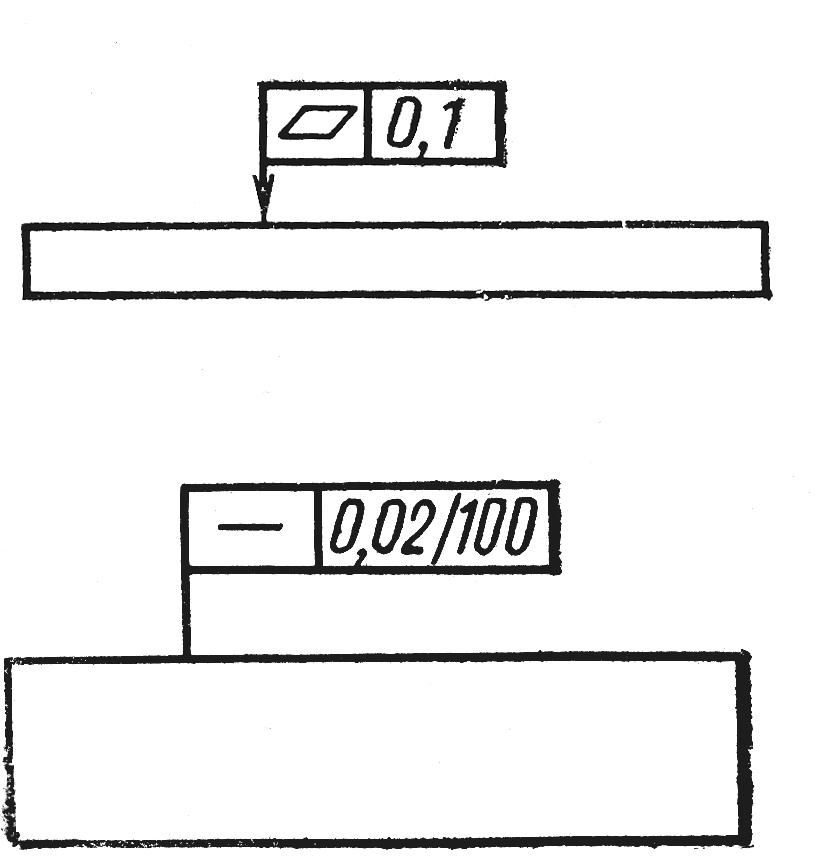
Указанный в рамке допуск формы или расположения поверхности относится ко всей длине поверхности. Если же допуск относится к участку поверхности заданной длины, то ее указывают после предельного отклонения, отделяя наклонной чертой.
На чертеже оси шестерни (рис. П2) приведены требования симметричности шпоночных пазов относительно вертикальной оси детали и радиального биения поверхностей 65g6 относительно баз Г и Д, т.е. 45H9.
Остальные обрабатываемые поверхности могут иметь отклонения, по форме не превышающие допуск на эти поверхности. Например, для 65h8(-0,046) отклонения по круглости и цилиндричности не должны превышать 46 мкм.
Таблица 1.7
Примеры условных обозначений на чертежах допусков формы
и расположения поверхностей
Элементы условного обозначения |
Пример условного обозначения |
Пояснение |
Указание нормируемого участка |
|
Допуск относится ко всей поверхности (длине) элемента
Допуск относится к любому участку поверхности (элемента), имеющему заданную длину (или площадь)
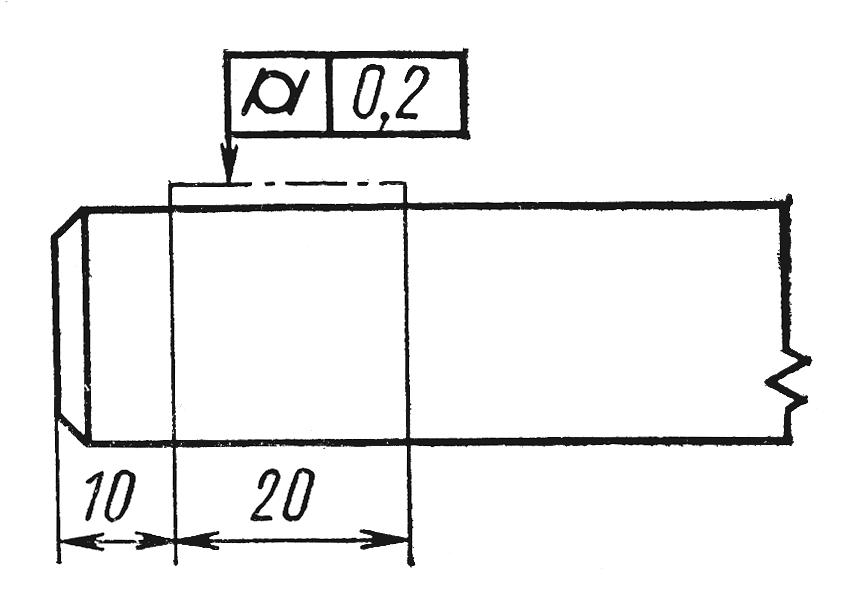
Допуск относится к нормируемому участку, расположенному в определенном месте (участок обозначают штрих-пунктирной линией и указывают размер) |
Обозначение баз |
|
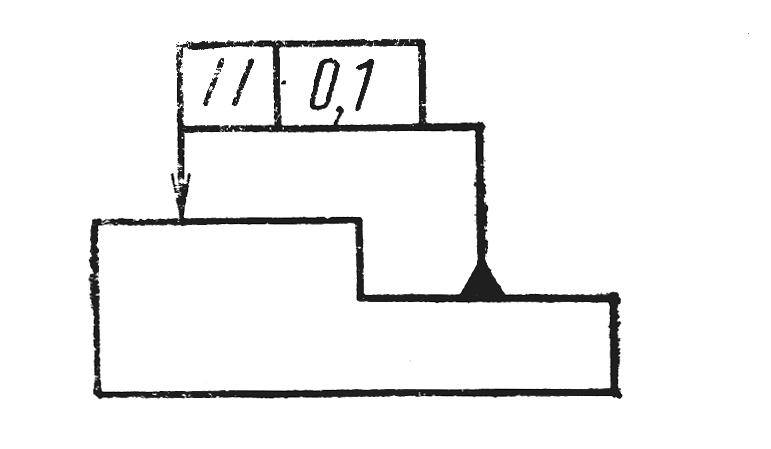
Знак базы – зачерненный равносторонний треугольник с высотой, равной размеру шрифта размерных чисел
Если соединение рамки, содержащее обозначение допуска с базы, неудобно, то базу обозначают прописной буквой и указывают ее в третьем поле рамки допуска |
Указание зависимых допусков |
|
Числовое значение зависимого допуска связано с действительными размерами нормируемого и базового элементов |
Одинаковые условные обозначения, относящиеся к разным элементам |
|
Повторяющиеся допуски, обозначаемые одним и тем же условным знаком и имеющие одно и то же числовое значение |