

2.8.4.3. Конструктивные особенности внутришлифовального станка
В зависимости от типа обрабатываемой заготовки и ее размеров внутришлифовальные станки разделяют на две основных группы: 1) станки, в которых вращаются шпиндель со шлифовальным кругом и заготовка;
2) станки, у которых заготовка неподвижна, а шлифовальный круг наряду с вращением получает движение по образующей обрабатываемого отверстия (станки планетарного типа).
Для станков первой группы распространены три основные компоновки: 1) поперечное и продольное движения подачи осуществляются шлифовальным кругом с прямолинейным перемещением; 2) поперечное движение подачи осуществляется шлифовальным кругом, а продольное — заготовкой; 3) поперечное и продольное движения подачи производит шлифовальный круг.
Внутришлифовальные станки оборудованы для обработки наружного торца заготовки специальным приспособлением с дополнительным шпинделем. Внутришлифовальные станки обрабатывают отверстия диаметром 3—800 мм.
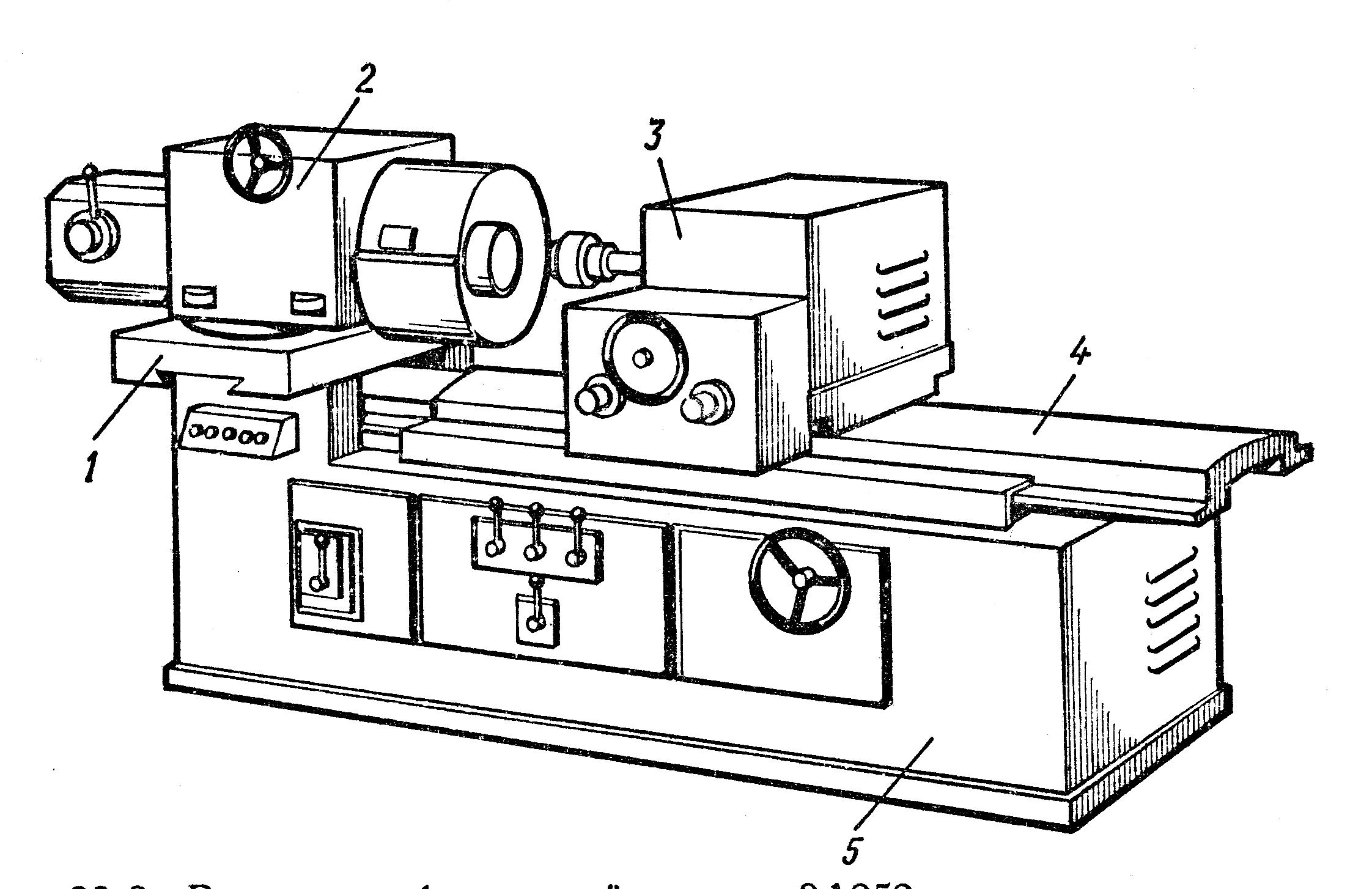
Р и с. 2.73. Внутришлифовальный станок 3А252
На рис. 2.73 показан общий вид внутришлифовального станка ЗА252. На станине 5 установлен мост 1 со шпиндельной бабкой 2. Шпиндельная бабка перемещается во время наладки станка в поперечном направлении по направляющим моста. Приспособление для шлифования торцов также устанавливают на корпусе бабки изделия. Стол 4 со шлифовальной бабкой 3 совершает возвратно-поступательное движение по направляющим станины. Внутришлифовальный станок, как и шлифовальные станки других типов, оборудован системой охлаждения с магнитным сепаратором, электронасосом. Шпиндельная бабка может поворачиваться на угол до 45°, что позволяет обрабатывать внутренние конусные поверхности.
2.8.4.4. Конструктивные особенности бесцентрово-шлифовального станка
К конструктивным особенностям бесцентрово-шлифовальных станков относятся, прежде всего, различные компоновки двух основных узлов: шлифовальной бабки 2 (рис. 2.74, а, б) и бабки 7 ведущего круга. По основной компоновке бесцентрово-шлифовальные станки подразделяют на станки с неподвижной и подвижной шлифовальными бабками. В станках с неподвижной шлифовальной бабкой суппорт 1 (рис. 2.74, е) ножа и бабка ведущего круга установлены на отдельной каретке. Каретка перемешается при врезном шлифовании и при компенсации изнашивания ведущего круга. Эти станки обладают высокой жесткостью, но недостатком является смещение оси обрабатываемой заготовки по мере изнашивания шлифовального круга.
В станках с подвижной шлифовальной бабкой опорный нож жестко закреплен на станине станка (см. рис. 2.74, б), а шлифовальная бабка и бабка ведущего круга, перемещаясь перпендикулярно своим осям, компенсируют изменение положения оси заготовки по мере изнашивания кругов. Благодаря такой компоновке эти станки обрабатывают заготовки типа труб и прутков, и существенно облегчается встраивание их в автоматические линии.
Бесцентрово-шлифовальные станки различаются также по расположению линии центров и могут быть подразделены на горизонтальные, наклонные и вертикальные (см.рис. 2.74, а, в, д).
Наиболее распространены станки с горизонтальным расположением линии центров. Направляющие этих станков хорошо защищены от попадания шлама и эмульсии, что влияет на точность и долговечность оборудования.
Станки с наклонным расположением линии центров (см. рис. 2.74, е, г) используют при обработке заготовок больших диаметра и массы. При такой компоновке уменьшается сила прижима заготовки к ножу и увеличивается сила прижима заготовки к ведущему кругу. Иногда применяют станки с вертикальной линией центров. Эту компоновку применяют при врезном шлифовании при тангенциальном движении подачи заготовки.
По конструктивным особенностям шпиндельной группы бесцентрово-шлифовальные станки подразделяют на станки с консольным расположением кругов (см.рис. 2.74, е) и станки с расположением кругов между опорами (рис. 2.74, ж}. Станки с консольным расположением кругов наиболее распространены; они просты в наладке, удобны в обслуживании, но из-за малой высоты кругов (не более 300 мм) снятие большого припуска за один рабочий ход затруднено. У станков с расположение кругов между опорами высота кругов достигает 1000 мм, чем обеспечивается снятие большого припуска за 1 рабочий ход.
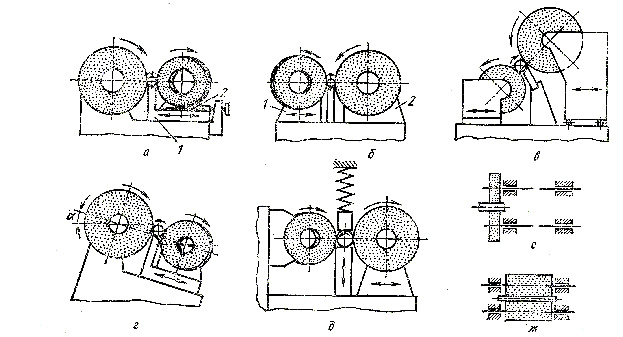
Р и с. 2.74. Компоновки бесцентрово-шлифовальных станков и схемы обработки
Г л а в а 3. Технология машиностроительного производства
3.1 ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ