

2.8.2. Основные типы абразивных инструментов.
При использовании алмазных кругов под концентрацией алмазов понимают содержание алмазных зерен в единице объема алмазного слоя. За 100%-ную концентрацию принято содержание 0,878 мг алмазного порошка в 1 мм алмазоносного слоя или 25% по объему. Алмазные и эльборовые инструменты изготовляют с концентрацией 25...50; 100 и 150%.
Основные типы абразивных инструментов, применяемые для абразивной обработки цельных и составных инструментов, в зависимости от формы делятся на шлифовальные круги, головки, сегменты, бруски и ленты. Выпускается много типоразмеров абразивных инструментов. В табл. 2.3 приведены широко применяемые формы абразивных и алмазных инструментов.
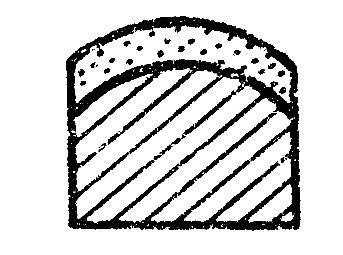
Алмазные инструменты содержат алмазоносный слой толщиной обычно не более 3 мм, закрепленный на металлическом корпусе. Распространенным абразивным инструментом является лента, имеющая один или два слоя абразивных зерен, приклеенных к гибкой основе. Гибкость ленты и небольшая толщина позволяют применять ее для обработки фасонных поверхностей, труднодоступных мест и т. п.
Таблица 2.3
Разно-видности |
Абразивный |
Алмазный |
||||
Эскиз сечения |
Обоз-наче-ние |
Эскиз сечения |
Обоз-наче-ние |
|||
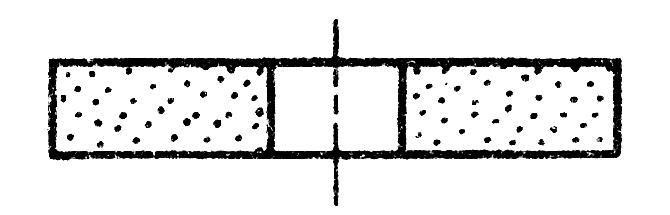
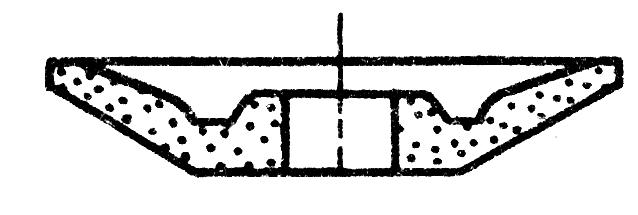
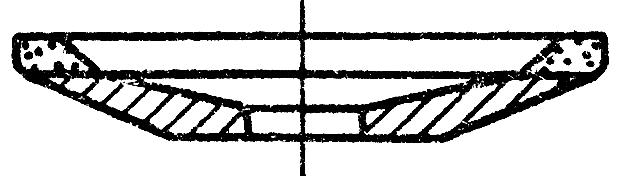
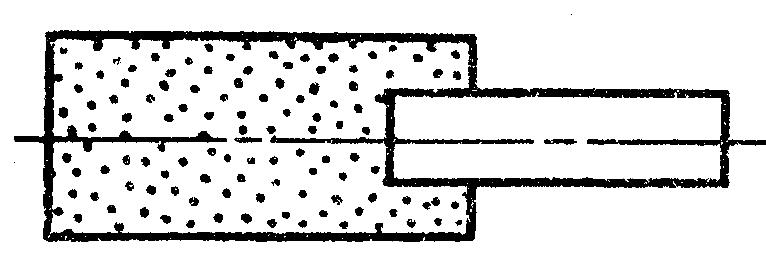
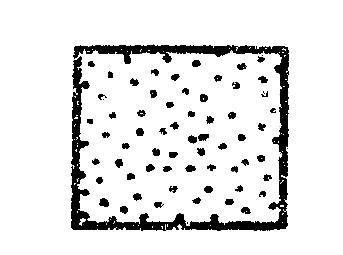
Плоские: прямого профиля |
а |
|
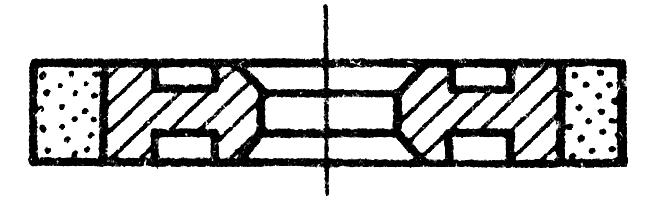
ПП |
б |
|
АПП |
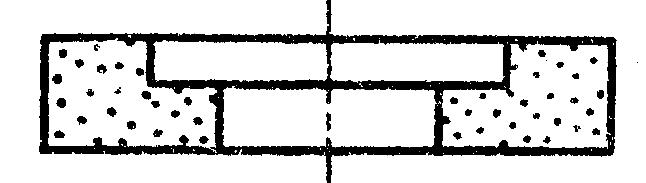
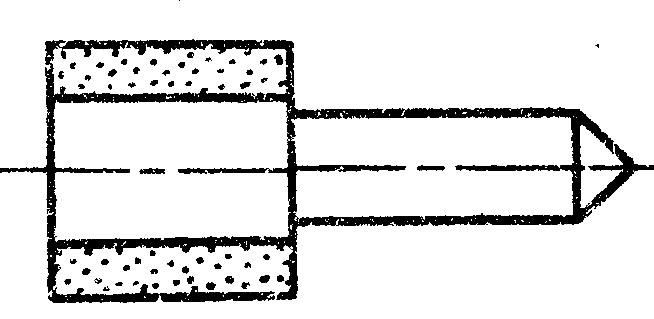
С выточкой |
в |
|
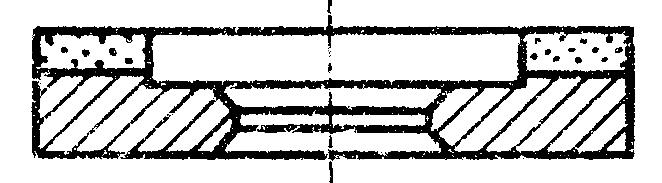
ПВ |
г |
|
АПВ |
Дискм |
д |
|
Д |
е |
|
АОК |
Тарелки |
ж |
|
Т |
з |
|
АТ |
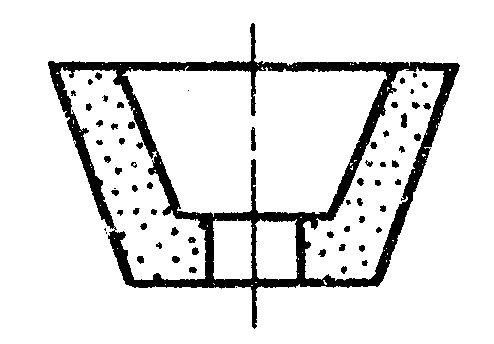
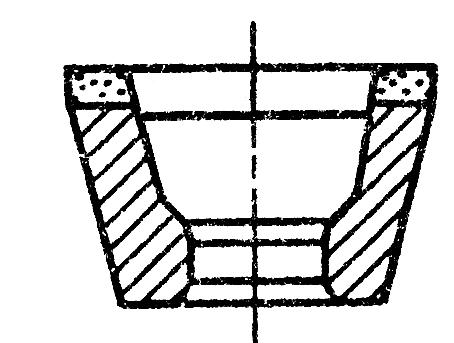
Чашки: коничес-кие |
л |
|
ЧК |
м |
|
АЧК |
Головки цилинд-рические |
н |
|
ГЦ |
о |
|
АГЦ |
Бруски хонинго-вальные |
п |
|
БХ |
р |
|
АБХ |
Вследствие расширяющихся экономических связей с зарубежными странами в Россию импортируется абразивный инструмент, имеющий маркировку, соответствующую стандарту страны-экспортера. Ниже для примера представлены данные по маркировке абразивного инструмента, соответствующие стандарту США ANSI В 74.13—1972.
Абразивный материал обозначают следующими буквами: электрокорунд—А; эльбор— В; карбид, кремния (SiC) —С; алмаз — D. Перед обозначением может стоять (но не обязательно) вводный символ изготовителя, указывающий конкретный вид абразивного материала.
Четыре степени зернистости обозначают следующими цифрами: 8, 10, 12, 14, 16, 20, 24 — грубая; 30, 36, 46, 54, 60 — средняя; 70, 80, 90, 100, 120, 150, 180 - тонкая; 220, 240, 280, 320, 400, 500, 600 -- очень тонкая.
Твердость характеризуется 26 степенями, обозначаемыми латинскими буквами: А, В, С. D, Е, Г, G, H, I, J, К (мягкий инструмент); L, M, N, О, Р, Q, R (инструмент средней твердости); S, Т, U, V, W, X, Y, Z (твердый инструмент).
Структуру обозначают цифрами от 1 до 16. Чем большей цифрой обозначена структура, тем она более открытая (открытая структура может обозначаться цифрами и более 16).
Девять видов связок обозначают следующим образом: В — бакелитовая; BF — бакелитовая с усилением; Е — шеллаковая; М — металлическая; О - магнезиальная; R -вулканитовая; RF — вулканитовая с усилением; S—силикатная; V— керамическая.
В качестве примера можно привести следующую маркировку шлифовального круга: 51A35L5V23 (последние цифры являются фирменным элементом маркировки, который может опускаться).