

Индивидуальное задание
1 Основной пульт управления экструдером LC – 2000
Основным местом управления экструдером LC 2000 является пульт управления. Через данный пульт идет управление почти всем экструдером, исключение составляет печка и устройство обработки коронным разрядом.
При включении основного рубильника на шкафах управления включается пульт и раздается сигнал предупреждения. Звуковой сигнал снимается кнопкой «снятие ошибки» (желтого цвета). После загрузки программы управления нажимается синяя кнопка перезагрузки.
Управление экструдером дублировано кнопками, а также сенсорным дисплеем. При загрузке программ на экране отображается основное меню.

Рис. 13 Основное меню управления экструдером
В главном меню показывается текущее время, предусмотрена функция выбора языка. И переход в меню управления экструдером.
Температура (Температурные режимы).
Главный мотор (Управление основными агрегатами экструдера)
Архив неполадок (меню в котором сохраняются все ошибки, возникшие в процессе работы).
Ввод времени (Задается время включения экструдера на прогрев)
Тренды (Показывается )
Системные параметры (Только для электронщиков)
Параметры тока зон нагрева (Проверяется подача тока на нагревательные элементы)
При нажатии на экране на картинку, символизирующую конкретное меню открывается экран на котором отображается данное меню.
Управление нагревом экструдера

Рис. 14 Меню управления нагревом экструдера
При нажатии в основном меню на «картинку» температуры открывается окно на котором изображен весь экструдер и все зоны нагрева на нем. Данный экран является информационным. На нем только показываются фактические температуры каждой зоны. Так же внизу экрана расположены две кнопки включения и выключения нагрева экструдера: «СТАРТ» и «СТОП». При нажатии на конкретную часть экструдера откроется экран, который покажет зоны нагрева этой части экструдера и их заданные температуры и фактические. Например, при нажатии на шнек экструдера откроется данный экран.

Рис 15 управление нагревом шнека экструдера.
На экране (рис. 15) расположены 10 зон нагрева шнека экструдера Z1-Z10. Для каждой зоны снизу показаны заданные температуры (зелённое поле) и фактические (синее поле). При нажатии на зеленое поле с заданными температурам откроется окно ввода температуры. Задается необходимая температура и новые данные подтверждаются клавишей Enter. Ниже показателей температур расположена ячейка (красного или зеленого цвета). Красный цвет окна обозначает, что данная зона отключена. При зеленом цвете окна зона является включенной.
Главный мотор
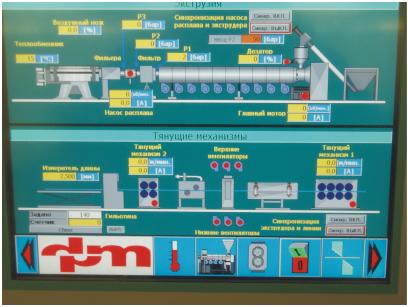
Рис. 16 Меню управления экструдером
Это основное информационное меню. На данном экране показывается весь экструдер от начала до конца. Возле каждого конкретного агрегата составляющего часть экструдера расположены окошки с основными параметрами характеризующими как работу данного агрегата так и всего экструдера в целом. Для основных двигателей это скорость вращения и потребляемый ими ток, для шнека и насоса массы давление. Если на двигателе, обозначенном на экране, горит красная точка, то данный двигатель не работает, если зеленая то он включен. На экструдере предусмотрены два контура синхронизации. Первый контур это синхронизация работы насоса массы и шнека экструдера. При достижении заданного давления на насосе массы Р2 (50 бар) включается синхронизация. При работающей синхронизации обороты шнека подгоняются под обороты насоса массы для поддержания заданного давления (50 бар) (к примеру включается синхронизация и добавляются обороты на насосе массы, давление на насосе Р2 соответственно падает, для поддержания давления в 50 бар экструдер начинает быстрее вращать шнек. Увеличение оборотов происходит до тех пор пока давление не достигнет 50 бар). При включенном первом контуре синхронизации производительность увеличивается только оборотами насоса массы и скоростью тянущих валов. Второй контур синхронизации синхронизирует работу экструдера и тянущих валов. При достижении аппаратом заданного удельного веса материала включается второй контур синхронизации. Теперь для увеличения производительности добавляется только скорость тянущих валов, а обороты насоса массы и шнека экструдера подгоняются для достижения заданного удельного веса. Например: в задании произвести полимерный лист с весом 500г одного метра квадратного. При достижении давления в 50 бар на шестеренчатом насосе включается первый контур синхронизации, при достижении удельного веса квадратного метра продукции в 500грамм включается второй контур синхронизации. Теперь при добавлении скорости тянущих устройств для поддержания веса в 500г/м2 увеличивается скорость оборотов насоса массы, соответственно падает давление на насосе массы и для поддержания данного давления срабатывает первый контур синхронизации как описано выше).
Перемещение дальше по меню происходит двумя способами. Первый, это используя стрелки влево и вправо расположенные внизу экрана, а второй используя иконки внизу экрана символизирующие различные меню.

Рис. 17 Меню управления основными приводами экструдера.
На данном экране отображаются основные приводы экструдера LC 2000.
Экструдер 150
При помощи кнопки СТАРТ можно включить привод шнека экструдера, а при помощи кнопки стоп отключить его. Кнопками + и – изменяется скорость работы данного оборудования. В отдельных окошках показаны фактические значения скорости и тока, а рядом максимальные значения этих показателей.
Насос расплава
При помощи кнопки СТАРТ можно включить привод шестеренчатого насоса, а при помощи кнопки стоп отключить его. Кнопками + и – изменяется скорость работы данного оборудования. В отдельных окошках показаны фактические значения давлений (P1,P2,P3), скорость насоса массы и потребляемый им ток, в соседних окошках расположены максимальные значения данных показателей.
Тянущий механизм №1 и №2.
При помощи кнопки СТАРТ можно включить привод тянущего механизма, а при помощи кнопки стоп отключить его. Кнопками + и – изменяется скорость работы данного оборудования. В отдельных окошках показаны фактические значения скорости тянущих устройств, а в соседних окошках расположены максимальные значения данных показателей.
Дозатор
При помощи кнопки СТАРТ можно включить привод шнека экструдера, а при помощи кнопки стоп отключить его. Кнопками + и – изменяется скорость работы данного оборудования. Для бункера дозатора в окошке показывается обороты шнека питателя в процентах от максимальных оборотов.
Также в данном меню можно включить первый и второй контур синхронизации.
1.3 Меню «Экструзия»

Рис. 18 Меню управления экструзией
В данном меню отображается основные агрегаты ответственные за процесс экструзии. Как и в меню «Главный мотор» здесь возможно управление (включение и изменение скорости) шнеком, насосом расплава и бункером дозатором. Единственное отличие заключается в том что возможно включить синхронизацию бункера дозатора с производительностью экструдера, а так же возможно поменять заданное давление на насосе массы (Р2).
1.4 Меню «Гильотина»
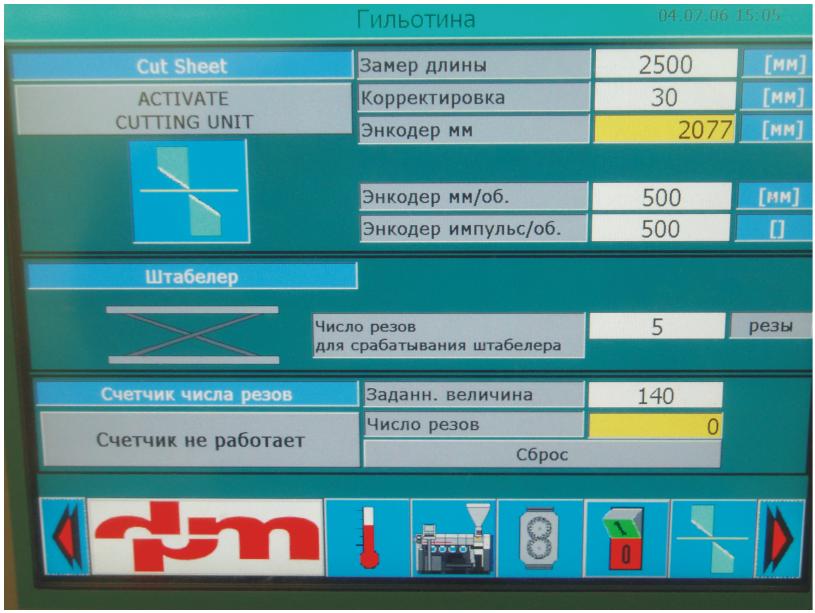
Рис. 19 Меню управления гильотиной и штабелеукладчиком.
В данном меню происходит управление гильотинными ножницами и столом штабелеукладчиком. В левом верхнем углу расположена кнопка с надписью «ACTIVATE CUTTING UNIT» в выключенном состоянии она серого цвета. При нажатии на данную кнопку она меняет свой цвет на зеленый и включается счетчик длинны листа. В правом углу расположены ячейки в которые вводятся следующие параметры:
Замер длинны листа – задается необходимая длинна листа готовой продукции в миллиметрах.
Корректировка – При несовпадении заданной длинны с реально отрезанной вносится корректировка на необходимое отклонение.
Энкодер – Показывает реально отмеренную длину листа.
Меню «Число резов для срабатывания штабелера» - Через заданное количество резов, срабатывает штабелировочный стол и опускается на заданную величину.
Счетчик числа резов – задается необходимое число заготовок необходимых получить на экструдере. При достижении заданного числа срабатывает световая сигнализация.
Заключение