

Термическая обработка
Поковки и штамповки шестерен подвергаются отжигу (нагреву и охлаждению с печью) или нормализации (нагреву в печи и охлаждению на воздухе). Для этих целей применяются шахтные электропечи.
По контролю твердости поковок и штамповок, измеряемой на приборе Бринелля, судят о качестве проведенной термической обработки.
Отжиг - процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений, диффузионный отжиг (еще называетсягомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды:полный,неполный, изотермический отжиги.
Нормализацией называется процесс термической обработки, заключающийся в нагреве до температуры выше Ас3 для доэвтектоидной или Аст для зазвтектоидной стали с последующим охлаждением на воздухе.
П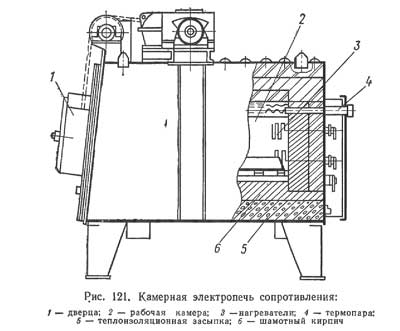 ри
нагреве до температуры нормализации
низкоуглеродистых сталей происходят
те же процессы, что и при отжиге, т. е.
измельчение зерен. Но, кроме того,
вследствие охлаждения, более быстрого,
чем при отжиге, и получающегося при этом
переохлаждения, строение перлита
получается более тонким (дисперсным),
а его количество большим. Механические
свойства при этом оказываются более
высокими (повышенная прочность и
твердость), чем при более медленном
охлаждении (при отжиге).
Нормализация
по сравнению с отжигом — более экономичная
операция, так как не требует охлаждения
вместе с печью. В связи с указанными
преимуществами нормализация получила
широкое распространение вместо отжига
низкоуглеродистых сталей. Нормализация
применяется также для устранения
цементитной сетки в заэвтектоидных
сталях. При нагреве зазвтектоидной
стали с цементитной сеткой выше
критической точки Аст образуется
структура аустенита. Если после такого
нагрева при медленном охлаждении (при
отжиге) цементит выделяется в виде
сетки, то ускоренное охлаждение на
воздухе (нормализация) препятствует
выделению цементита по границам зерен
и образуется мелкая феррито-цементитная
смесь.
ри
нагреве до температуры нормализации
низкоуглеродистых сталей происходят
те же процессы, что и при отжиге, т. е.
измельчение зерен. Но, кроме того,
вследствие охлаждения, более быстрого,
чем при отжиге, и получающегося при этом
переохлаждения, строение перлита
получается более тонким (дисперсным),
а его количество большим. Механические
свойства при этом оказываются более
высокими (повышенная прочность и
твердость), чем при более медленном
охлаждении (при отжиге).
Нормализация
по сравнению с отжигом — более экономичная
операция, так как не требует охлаждения
вместе с печью. В связи с указанными
преимуществами нормализация получила
широкое распространение вместо отжига
низкоуглеродистых сталей. Нормализация
применяется также для устранения
цементитной сетки в заэвтектоидных
сталях. При нагреве зазвтектоидной
стали с цементитной сеткой выше
критической точки Аст образуется
структура аустенита. Если после такого
нагрева при медленном охлаждении (при
отжиге) цементит выделяется в виде
сетки, то ускоренное охлаждение на
воздухе (нормализация) препятствует
выделению цементита по границам зерен
и образуется мелкая феррито-цементитная
смесь.
Для отжига и нормализации применяют камерные, толкательные печи и специальные агрегаты (рис. 2).
3. Токарная обработка (предварительная)
Проводится предварительная (черновая) обработка детали: подрезка торцов, центрование перед сверлением отверстий, сверление, рассверливание отверстий, точение (получистовая обработка) наружных поверхностей, растачивание внутренних поверхностей. Операция производится на токарном станке с ЧПУ. Максимальный диаметр обработки - 700 мм. Наибольшая длина обрабатываемой заготовки - 1500 мм.
Предварительная токарная обработка, выполняемая за одну или несколько операций, в процессе которой окончательно обрабатывается максимально возможное число вспомогательных цилиндрических, конических, резьбовых поверхностей и торцов. Рабочие поверхности обрабатывают предварительно с припуском на последующую обработку.