

4.3.3. Обработка деталей на станках токарной группы
Токарные станки подразделяются на:
- одношпиндельные;
- многошпиндельные;
- револьверные;
- сверлильно-отрезные;
- карусельные;
- винторезные и лоботокарные;
- многорезцовые.
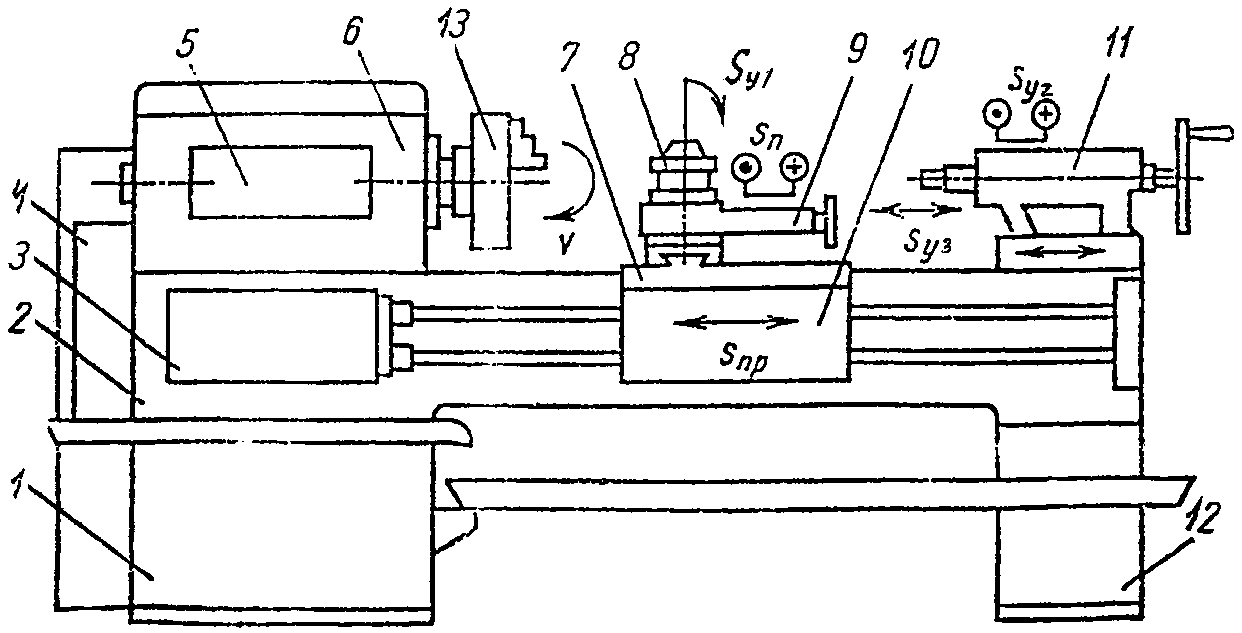
Рисунок 35. Токарный винторезный станок
Станки предназначены для обработки цилиндрических (конических) поверхностей) деталей, тел вращения. Токарный винторезный станок имеет следующие основные узлы: 1 – передняя тумба, в которой находится приводной ЭД; 2 – станина; 3 – коробка подач; 4 – гитара сменных зубчатых колес; 5 – коробка скоростей; 6 – передняя бабка; 7 – продольный суппорт; 8 – резцедержатель; 9 – поперечный суппорт; 10 – фартук; 11 - задняя бабка; 12 – задняя тумба; 13 - шпиндель. На тумбах располагается станина. В передней тумбе находится ЭД главного привода, а в задней – бак для СОЖ (смазочно-охлаждающей жидкости). На станине располагается коробка подач и приводные винты для привода продольного и поперечного суппортов. В передней бабке расположена коробка скоростей и шпиндельный узел. На передний конец передней бабки помещен трех- или четырехкулачковый самоцентрируемые патроны, планшайбы для закрепления обрабатываемых заготовок. В задней бабке закрепляются различные центра, служащие для закрепления длинных заготовок или различного осевого инструмента (сверла, зенкера, развертки). В резцедержателе закрепляются резцы (можно закрепить до 4 резцов в одном резцедержателе). Резцы подразделяют на:
- проходные;
- подрезные;
- расточные;
- фасонные;
- резьбовые.
V – главное движение – вращение обрабатываемой заготовки, закрепленной в специальных приспособлениях; осуществляется от ЭД главного движения, через ременную передачу, реверсивную муфту, коробку скоростей на шпиндель; Sпр – продольная подача – перемещение продольного суппорта по направляющим станины; осуществляется от ЭД привода подач, через гитару сменных зубчатых колес, реверсивный механизм (трензель) на коробку подач и передачу винт-гайга скольжения на привод продольных подач; Sп – поперечная подача – перемещение поперечного суппорта по направляющим продольного суппорта; осуществляется таким же образом. Смена направлений осуществляется в фартуке (продольная → поперечная, и наоборот). Sу1 – установочная подача – угловой поворот резцедержателя или поперечного суппорта на определенный угол; Sу2 – установочная подача – перемещение оси центра задней бабки относительно оси шпинделя; Sу3 – установочная подача – ручное перемещение задней бабки по направляющим станины для закрепления заготовок различной длины в пиноли задней бабки.
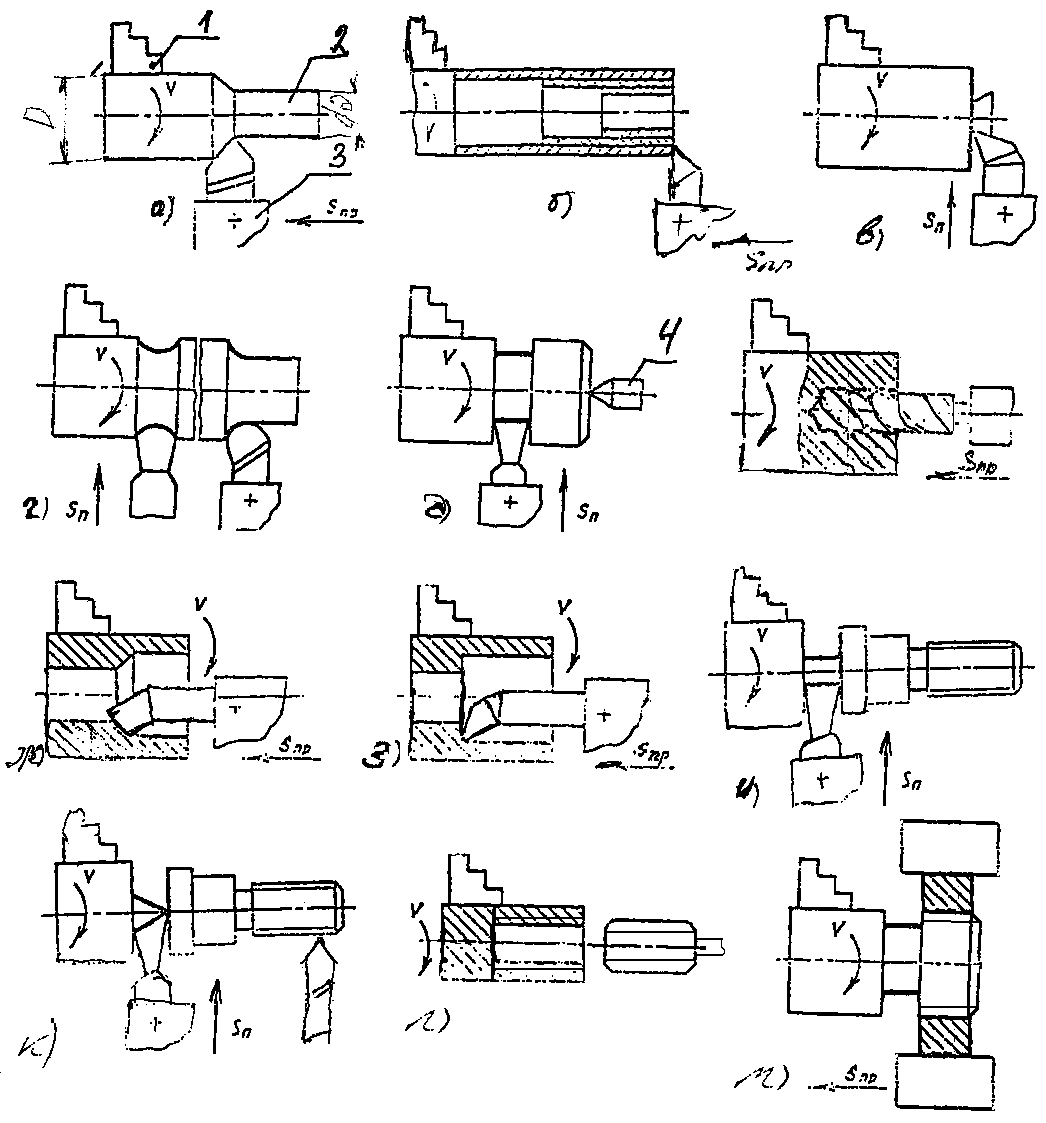
Рисунок 36. Схемы обработки на токарном станке
Схемы обработки на токарном станке:
а) обработка наружных поверхностей деталей, тел вращения при помощи подачи проходным резцом. 1 – зажимное приспособление (патрон); 2 – заготовка; Dз – диаметр заготовки; dд – диаметр детали; 3 – закрепленный в резцедержатель проходной резец.
б) обработка при помощи подрезного резца для получения ступенчатых поверхностей деталей, тел вращения;
в) подрезка торцов при помощи подрезного резца для получения торцевых поверхностей и общих линейных размеров;
г) получение радиусных поверхностей при помощи резца, заправленного под необходимый радиус;
д) протачивание каналов различной формы (профиль) при помощи канавочных резцов;
е) сверление при помощи спирального двухперого сверла, закрепленного в задней бабке;
ж) растачивание сквозного отверстия при помощи сточного резца, закрепленного в резцедержателе;
з) растачивание «глухой» при помощи резца, закрепленного в резцедержателе (соблюдаются линейные размеры);
и) отрезка с заготовок при помощи отрезного резца;
к) нарезание резьбы при помощи резьбового резца;
л) нарезание внутренней резьбы при помощи метчика;
м) нарезание наружной резьбы при помощи плашки (лерки);