

6 Технологический процесс изготовления детали
6.1 Область применения детали, узла, механизма
Заданием на практику предусмотрен выбор технологического процесса изготовления детали для дальнейшего курсового и дипломного проектирования. Деталь должна содержать не менее четырех разнотипных операций.
Таким условиям отвечает деталь _6510-8603031-01_ – _поршень цилиндра._
Поршень цилиндра – это подвижная деталь, в форме диска, движущаяся по штоку внутри цилиндра. Служит для преобразования механической работы в энергию давления жидкости (газа) или наоборот.
Поршень цилиндра является составной частью гидроцилиндра.
Гидроцилиндры – это объемные гидродвигатели с возвратно-поступательным перемещением выходного звена – поршня.
ЧАО “Горловский машиностроитель” изготовляет гидроцилиндры одностороннего действия для автомобилей КрАЗ двух видов, которые служат для подъема кузова (платформы) автомобиля КрАЗ. Гидравлический подъемный механизм, приводится в действие от двигателя.
В гидроцилиндрах одностороннего действия рабочий ход поршня совершается под действием давления жидкости, а возврат, если требуемое усилие невелико, – под действием внешних сил.
Основные технические характеристики гидроцилиндров двух видов приведены в таблице 2.
Таблица 2 – Технические характеристики гидроцилиндров
№ п/п |
Диаметр цилиндра Dц, мм |
Диаметр штока dш, мм |
Длина штока Lш, мм |
Ход поршня
|
Масса m, кг |
1 |
180 |
70 |
1140 |
735 |
140 |
2 |
190 |
70 |
1043 |
674 |
130 |
Подъемный механизм обеспечивает подъем платформы до предельного угла 55 за 15 сек, опускание платформы, остановку в любом промежуточном положении в процессе подъема и опускания.
Управление подъемным механизмом дистанционное, осуществляется из кабины водителя при помощи распределительного крана, рукоятка которого расположена на панели возле щитка приборов.
Подъемный механизм состоит из коробки отбора мощности, масляного насоса, гидравлического цилиндра, перепускного клапана, пневматического распределительного крана управления, масляного бака, трубопроводов и шлангов.
4.2 Металлорежущие станки, применяемые для обработки детали
Для выполнения операций обработки детали _6510-8603031-01_ – поршень цилиндра применяются разные виды металлорежущих станков. Краткий технологический процесс изготовления детали приведен в таблице 3.
Таблица 3 – Технологический процесс изготовления детали 6510-8603031-01.
№ операции |
Наименование операции |
Оборудование |
000 |
Заготовительная |
|
005 |
Отливка |
|
010 |
Дробеструйная |
|
015 |
Токарная |
16К20 |
020 |
Токарная |
16К20 |
025 |
Токарная |
16К20Ф3 |
030 |
Сверлильная |
2Н135 |
035 |
Сверлильная |
2Н135 |
040 |
Шлифовальная |
3М153 |
045 |
Консервация |
Ванна для консервации |
050 |
Слесарная |
Верстак слесарный |
055 |
Контрольная |
|
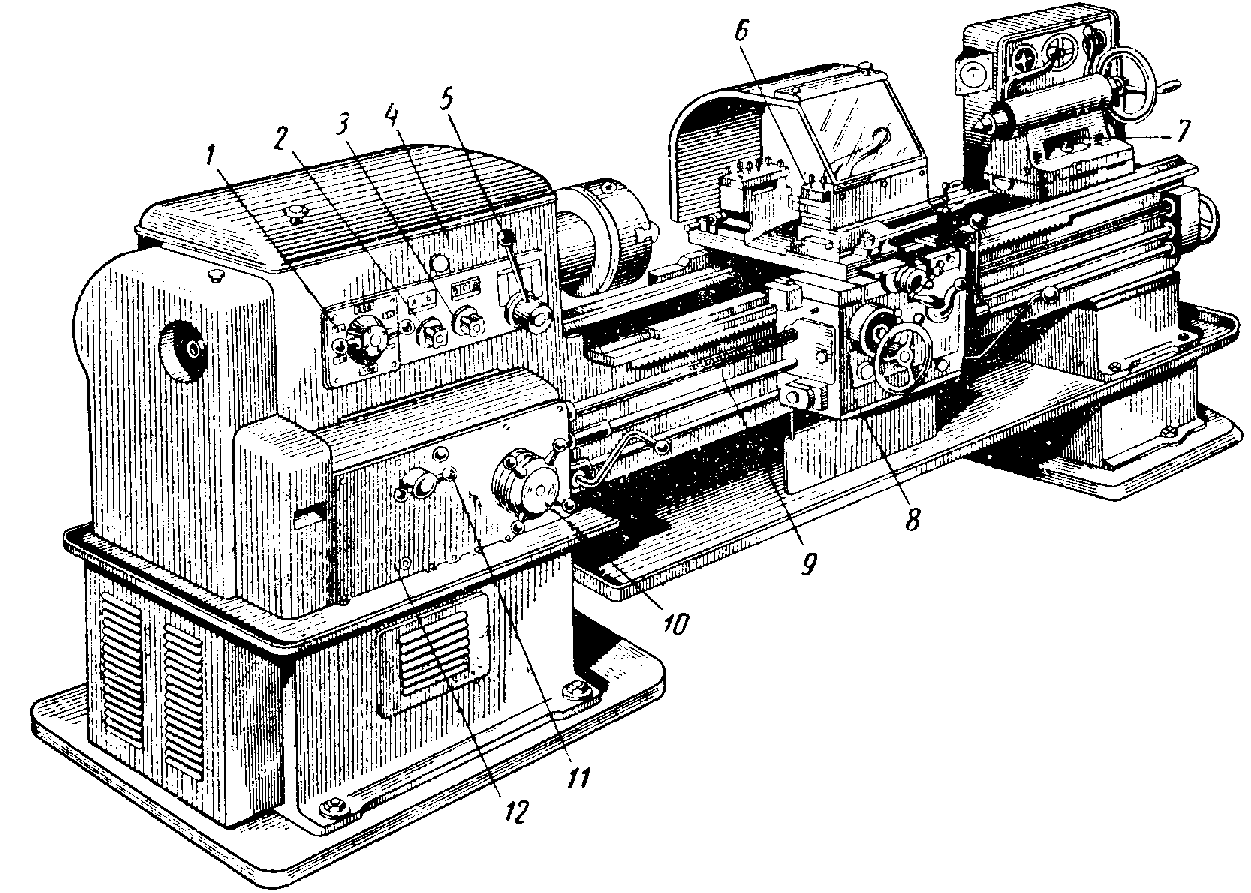 Для
выполнения токарных операций используют
токарно-винторезный станок модели 16К20
(рисунок 4).
Для
выполнения токарных операций используют
токарно-винторезный станок модели 16К20
(рисунок 4).
Рисунок 4 – Токарно-винторезный станок модели 16К20