

4.6. Контроль и измерение резьбы [50, 35]
Точность резьбы можно контролировать дифференцированным(контроль каждого параметра в отдельности) икомплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т. п. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например, о приведенном среднем диаметре резьбы. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
4.6.1. Контроль резьбы калибрами
В систему калибров входят рабочие гладкие и резьбовые проходные (Р-ПР) и непроходные (Р-НЕ) калибры, а также контркалибры (КПР-ПР, КНЕ-ПР, У-ПР, КНЕ-НЕ, КИ-НЕ, У-НЕ) для проверки и регулирования (установки) рабочих резьбовых скоб и колец.
Свинчиваемость рабочего резьбового проходного калибра с резьбой или вхождение на нее скобы означает, что приведенный средний, наименьший внутренний для болта и наибольший наружный для гайки диаметры не выходят за проходные предельные значения. Непроходными резьбовыми калибрами контролируют только собственно средний диаметр резьбы — в случае годности резьбы они не должны свинчиваться с проверяемой резьбой более, чем на два оборота.
Резьбу гаек проверяют с помощью предельных резьбовых калибров — пробок, резьбу болтов — жесткими или регулируемыми резьбовыми кольцами или скобами.
Проходные резьбовые калибры (ПР) имеют полный профиль и длину свинчивания. Они являются как бы прототипами сопрягаемых деталей. Ими контролируют приведенный средний диаметр и одновременно наибольший внутренний диаметр наружной резьбы и наименьший наружный диаметр внутренней резьбы. Непроходные резьбовые калибры (НЕ) имеют укороченный профиль и служат для проверки собственно среднего диаметра резьбы - наименьшего для болта и наибольшего для гайки.
Наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы контролируют гладкими калибрами или универсальными средствами измерений.
Резьбовые и гладкие калибрыдля метрической резьбы цилиндрической и конической, трубной цилиндрической, соединяемой с трубной конической, изготовляются по ГОСТу 24939 – 81.
И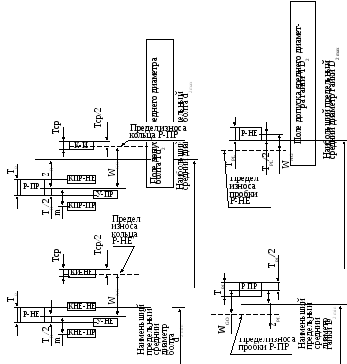 знос
калибра-кольца контролируется контрольным
калибром-пробкой К-И. Калибр-скоба Р-ПР
устанавливается по контркалибру-пробке
У-ПР, а Р-НЕ – по контркалибру-пробке
У-НЕ.
знос
калибра-кольца контролируется контрольным
калибром-пробкой К-И. Калибр-скоба Р-ПР
устанавливается по контркалибру-пробке
У-ПР, а Р-НЕ – по контркалибру-пробке
У-НЕ.
а)б)
Рис. 4.43. Схемы полей допусков резьбовых калибров
Допуски резьбовых калибров.Расположение полей допусков среднего диаметра калибров для контроля наружной резьбы показано на рис. 4.43,а,внутренней — на рис. 4.43,б. Допуски и величины, определяющие положение полей допусков и предел износа калибров, регламентируются по ГОСТу 24997 - 81. Допуски всех контркалибров, приведенных на рис. 2.43, одинаковы и равны ТСР.
Обозначения: ТPL- допуск наружного и среднего диаметра резьбового проходного и непроходного калибров-пробок; ТR- допуск внутреннего и среднего диаметра резьбового проходного и непроходного калибров-колец; WGO- величина среднедопустимого износа резьбовых проходных калибров-пробок и калибров-колец; WNG- величина среднедопустимого износа резьбовых непроходных калибров-пробок и калибров-колец; F1- расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы; ZPL- расстояние от середины поля допуска ТPрезьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы; ZR– расстояние от середины поля допуска TR резьбового проходного калибра до верхнего предела среднего диаметра наружной резьбы.