

4. Расчет предельных размеров и схема расположения полей допусков резьбового соединения.
4.1 Эксплуатационные требования к резьбам зависят от их назначения. Требования надежности, долговечности и свинчиваемости без подгонки независимо от изготовленных резьбовых деталей при сохранении эксплуатационных качеств соединений являются общими для всех резьб.
В заданном узле на резьбовое сопряжение не установлено дополнительных требований по точности, поэтому назначаем средний класс точности. Для обеспечения подвижности сопряжения назначаем предпочтительную посадку M20х1,5 - 6H/6g.
В соответствии с выбранным характером резьбового соединения устанавливаем по стандарту предельные отклонения размеров и заносим их в таблицу.

Рисунок 2 – Схема полей допусков резьбового соединения
Таблица 3 – Численные значения полей допусков для посадки 6H/6g.
|
Диаметры |
Отклонения |
Наружная резьба |
Внутренняя резьба |
|
Наружный |
Верхнее ES, es Нижнее El, ei |
-0,032 -0,268 |
- 0 |
|
Средний |
Верхнее ES, es Нижнее EI, ei |
-0,032 -0,172 |
+0,190 0 |
|
Внутренний |
Верхнее ES, es Нижнее EI, ei |
-0,032 - |
+0,300 0 |
4.2 Определяем предельные размеры. Вычисляем предельные значения диаметров наружной и внутренней резьбы. Заполняем табл. 23.
Таблица 4 - Численные значения предельных размеров для посадки 6H/6g.
|
Диаметры |
Обозначение |
Численное значение, мм | |
|
|
|
наружная резьба |
внутренняя резьба |
|
Наружный |
dmax (Dmax) dmin (Dmin) |
19,968 19,732 |
- 20,000 |
|
Средний |
d2 max (D2 max) d2 min (D2 min) |
18,994 18,854 |
19,216 19,026 |
|
Внутренний |
d1 max (D1 max) d1 min (D1 min) |
18,344 - |
18,676 18,376 |
4.3 Выбор средств контроля резьбового сопряжения
Для назначенного резьбового сопряжения в условиях крупносерийного производства выбираем средство контроля основных элементов резьбы – цилиндрический резьбовой калибр.
Калибры (пробки и кольца) применяют для контроля внутренних и наружных резьб. Контроль резьбовыми калибрами осуществляется комплексно, одновременно проверяют несколько основных элементов резьбы. Резьбовые калибры, так же как и гладкие пробки и скобы для контроля отверстий и валов,
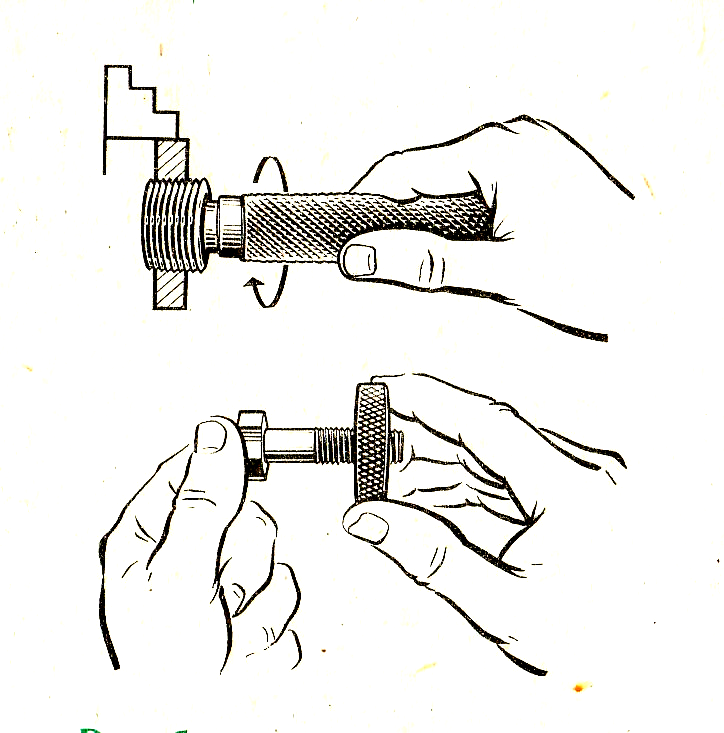

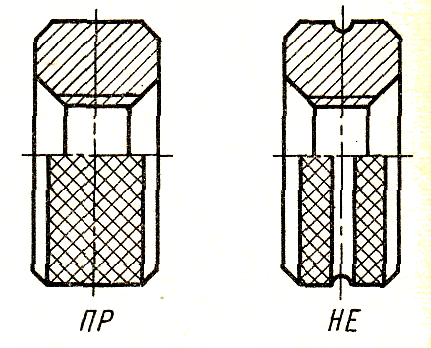
Рисунок 3 – Калибр-пробка и калибр-кольцо.
имеют проходную (ПР) и непроходную (НЕ) стороны. Проходные резьбовые пробки имеют полный профиль резьбы и большую длину. Непроходные резьбовые пробки имеют укороченные профиль и длину, что устраняет влияние погрешности угла профиля и шага при контроле среднего диаметра резьбы. Непроходное кольцо также короче и имеет посредине выточку. Кольца бывают нерегулируемые (цельные) и регулируемые.
Проходная сторона (ПР) резьбовых калибров при завинчивании должна свободно свинчиваться с проверяемой поверхностью контролируемого размера, а непроходная сторона (НЕ) не должна с ней свинчиваться. Допускается ввинчивание на одну-две нитки с торца детали.