

2.5. Контроль качества выполненных работ
Опалубка должна отвечать следующим требованиям: быть прочной, устойчивой, не изменять формы под воздействием нагрузок, возникающих в процессе производства работ; палуба (обшивка) опалубочного щита должна быть достаточно плотной, в ней не должно быть щелей, через которые может просочиться цементный раствор; обеспечивать высокое качество поверхностей, исключающее появление наплывов, раковин, искривлений и т. п.; быть технологичной, т. е. должна устанавливаться и разбираться, не создавать затруднений при монтаже арматуры, а также при укладке и уплотнении бетонной смеси; обладать оборачиваемостью, т. е. многократно использоваться; чем выше оборачиваемость опалубки, тем ниже ее стоимость, отнесенная к единице объема готовой конструкции.
Заготовленные централизованно элементы опалубки доставляют на строящийся объект.
2.6 Техника безопасности при выполнении работ
При эксплуатации зданий не допускается нарушение целостности штукатурного слоя. При обнаружении нарушения целостности штукатурного слоя в любых помещениях следует немедленно осуществить ремонт зоны нарушения. Для крепления бытовых приборов и мебели применять только металлические дюбеля. Металлические дюбеля устанавливать только в зонах расположения монолитных бетонных включений.
Опалубку устанавливают в соответствии с технологическими картами в последовательности, зависящей от ее конструкции; при этом должна быть обеспечена устойчивость отдельных ее элементов в процессе установки.
3. Назначение и условия применения контрольно-измерительных приборов при ручной сварке
Инструменты и приспособления
При визуальном и измерительном контроле применяют:
-лупы, в том числе измерительные;
-угольники поверочные 90 град. лекальные;
-штангенциркули, штангенрейсмасы и штангенглубиномеры;
-щупы;
-стенкомеры и толщиномеры индикаторные;
-калибры;
-шаблоны, в том числе специальные и радиусные, резьбовые и др.;
-поверочные плиты;
-штриховые меры длины.

Линейки измерительные металлические и поверочные лекальные. Угломеры с нониусом.
Микрометры гладкие, резьбовые, призматические и трубные. Другие позиции. Удмуртская республика.

Гибкий технические эндоскоп серии ЭТГ.

Щупы измерительные плоские
Штангенциркуль
Условия применения контрольно-измерительных приборов
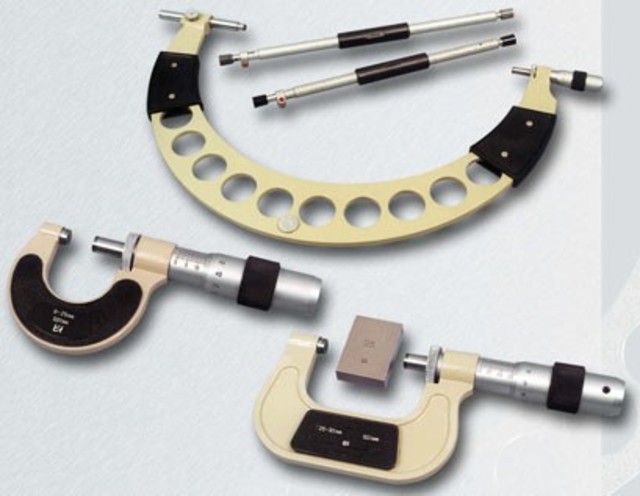
Макрометры
Действие микрометра основано на равномерном перемещении винта вдоль оси при вращении его в неподвижной гайке. Перемещение пропорционально углу поворота винта вокруг оси. Полные обороты отсчитывают по шкале, нанесённой на стебле микрометра, а доли оборота — по круговой шкале, нанесённой на барабане. Оптимальным является перемещение винта в гайке лишь на длину не более 25 мм из-за сложностей при изготовлении винта с точным шагом на большей длине. Поэтому микрометр изготовляют несколько типоразмеров для измерения длин от 0 до 25 мм, от 25 до 50 мм и т.д. Для микрометров с пределами измерений от 0 до 25 мм при сомкнутых измерительных плоскостях пятки и микрометрического винта нулевой штрих шкалы барабана должен точно совпадать с продольным штрихом на стебле, а скошенный край барабана — с нулевым штрихом шкалы стебля. Для измерений длин, больших 25 мм, применяют микрометры со сменными пятками. Чтобы измерить толщину изделия, измеряемый предмет зажимают между измерительными плоскостями микрометра. Обычно шаг винта равен 0,5 или 1 мм и соответственно шкала на стебле имеет цену деления 0,5 или 1 мм, а на барабане наносится 50 или 100 делении для получения отсчёта 0,01 мм. Эта величина отсчёта является наиболее распространённой, но имеются микрометры с отсчётом 0,005, 0,002 и 0,001 мм.
Для ограничения измерительного усилия микрометр снабжён специальным устройством - трещоткой. При плотном соприкосновении измерительных поверхностей микрометра с поверхностью измеряемой детали трещотка начинает проворачиваться с лёгким треском, при этом вращение микровинта следует прекратить после трёх щелчков. Результат измерения микрометром отсчитывается как сумма отсчётов по шкале стебля и шкале барабана
Поверочные плиты
Плиты предназначены для контроля плоскостности по методу «пятен на краску» и для точных разметочных работ. Используются в качестве опорных и установочных поверхностей при сборке различных машин и агрегатов. Плиты изготовляются из чугуна и подразделяются на: 1 - с ручной шабровкой рабочих поверхностей; 2 - с механически обработанными рабочими поверхностями. Плиты выпускаются с шаброванной, шлифованной поверхностью.
Щупы
Щупы плоские измерительные применяются для контроля зазоров между плоскостями.
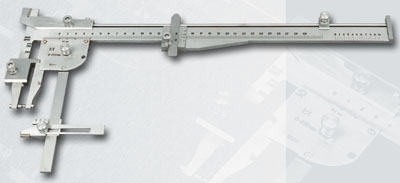
Штангенциркуль
Предназначен для измерения на открытом воздухе элементов верхнего строения пути железнодорожного транспорта с уложенными рельсами.
Измеряемые параметры: - вертикальный износ головки рельса; - боковой износ головки рельса; - вертикальный износ сердечника; - вертикальный износ усовика; - шаг остряка; - понижение остряка против рамного рельса; - ширина желоба между рамным рельсом и контррельсом, в том числе высоким контррельсом; - ширина желоба между усовиком и сердечником; - зазор в рельсовых стыках, стрелочных переводах; - глубина отверстий и впадин.