

3.4 Конвертерное производство стали. Нормативный цикл конвертерной плавки. Общее устройство основного оборудования.
Конвертерное производство — получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превращение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава.
Бессемеровский процесс.
Первый массовый способ получения жидкой стали открыл английский изобретатель Генри Бессемер в 1856. Основной недостаток процесса — невысокое качество металла за счёт неудалённых при продувке вредных примесей (фосфора и серы). Для выплавки бессемеровских чугунов нужны очень чистые по содержанию серы и фосфора железные руды, природные запасы которых ограничены.
Томасовский процесс:
Англичанин Сидни Джилкрист Томас в 1878 вместо кислой динасовой футеровки бессемеровского конвертера применил основную футеровку, а для связывания фосфора предложил использовать известь. Томасовский процесс позволил перерабатывать высокофосфористые чугуны и получил распространение в странах, где железные руды большинства месторождений содержат много фосфора (Бельгия, Люксембург, др.). Однако и томасовская сталь была низкого качества. В 1864 французский металлург П. Мартен разработал процесс получения стали в мартеновской печи. В отличие от конвертерных способов получения стали, мартеновский процесс отличался малой требовательностью к химическому составу исходного материала, позволял переплавлять большое количество стального лома; качество мартеновской стали было выше конвертерной. Однако следует заметить, что время плавки в мартеновской печи гораздо больше, чем в конвертере. Вследствие этого мартеновский способ вытесняется окончательно конвертерным. Единственным достоинством стали выплавленной в мартеновской печи, по сравнению с конвертерной, остается её большой ассортимент, в то время как, для повышения количества марок стали конвертерной используют установку доводки стали. К середине XX века мартеновским способом изготовлялось около 80 % всей стали, производимой в мире.
Кислородно-конвертерный процесс:
В 1936 советский инженер Н. И. Мозговой впервые использовал для продувки чугуна в конвертере кислород, что коренным образом изменило технологию конвертерного производства. Металл, получаемый кислородно-конвертерным процессом, по качеству стал равноценным мартеновской стали, себестоимость стали снизилась на 20—25 %, производительность увеличилась на 25—30 %. На сегодняшний день существует три основных режима работы конвертера: с полным дожиганием окиси углерода, с частичным и без дожигания СО.
Существует много разновидностей кислородно-конвертерного процесса, предназначенного для производства стали требуемого качества из чугунов различных составов: низко- и высокофосфористых, кремнистых и низкокремнистых, марганцовистых и высокомарганцовистых и т. п. Наибольшее распространение получил кислородно-конвертерный способ с верхней продувкой чугуна технически чистым кислородом (чистотой не менее 99,5 %, остальные 0,5 % — азот, аргон, криптон).
Устройство конвертера:
Бессемеровский и томасовский конвертеры представляют собой сосуд грушевидной формы, выполненый из стального листа с футеровкой изнутри. Футеровка бессемеровского конвертера кислая (динасовый кирпич),томасовского-основная (смолодоломит). Сверху в суживающейся части конвертера - горловине- имеется отверстие, служащее для заливки чугуна и выпуска стали. Дутье, подаваемое в воздушную коробку, поступает в полость конвертера через фурмы (сквозные отверстия), имеющиеся в футеровке днища. Дутьем служит воздух, подаваемый под давлением 0,30-0,35 МПа. Цилиндрическая часть конвертера охвачена опорным кольцом; к нему крепятся цапфы, на которых конвертер поворачивается вокруг горизонтальной оси. Стойкость днища бессемеровского конвертера составляет 15-25 плавок, после чего их заменяют. Стойкость остальной футеровки выше: у томасовского конвертера 250-400 плавок, у бессемеровского 1300-2000 плавок.
Нормативный цикл конвертерной плавки.
Основные технологические операции в процессе выплавки стали в кислородном конвертере такие: загрузка металлолома; заливка чугуна; продувка кислородом через погружаемую сверху водоохлаждаемую фурму; отбор проб для химического анализа металла; слив стали и шлака; подготовка конвертера к следующей плавке (табл.2). Как правило, при кислородноконвертерной плавке, длящейся 35…45 мин., содержание углерода уменьшают от уровня, примерно, в 4 % почти до 0,1 % и ниже, повышая при этом температуру расплава до 1635…1650 °С.
Загрузка металлолома и заливка жидкого чугуна 5…10мин. Количество металлолома в шихте 15…25 %, чугуна 75…85 % при температуре 1300…1350 °С.
Продувка жидкой ванны кислородом 14…23минПротекание реакций окисления кремния, углерода, железа, марганца и фосфора; добавка флюсов для формирования шлака.
Отбор проб для определения химического состава стали с его корректировкой при необходимости 4…15мин Температура стали около 1650 °С.
Слив стали из конвертера в разливочный ковш 4…8мин Операция слива стали предполагает отсечку шлака. Слив шлака из конвертера в шлаковоз 3…9мин Большая часть шлака сливается в шлаковоз, а часть остается в конвертере и используется для покрытия футеровки стен. Подготовка конвертера к следующей плавке 3…5мин Торкретирование наиболее поврежденных участков футеровки и раздувание шлака
Общее устройство основного оборудования.
В конвертерах вместимостью 350 – 400т применяюся: 1.механизмы поворота с двухсторонним приводом навесного типа. Установлено по 6 двигателей с двух сторон каждый мощностью по 60кВт. 2. Машина для подачи кислорода в конвертер, предназначена для введения кислорода в конвертор через водоохлаждаемую фурму. 3. Машина для замера температуры и взятия пробы.
3.5.
Изменение состава и температуры металла,
шлака и отходящих газов по ходу продувки
в конвертере.



3.6. Варианты кислородно-конвертерного процесса. Особенности устройства основного оборудования и технологии выплавки стали в конвертерах с донной и комбинированной продувкой. Сравнение технико-экономических и экологических показателей верхнего, донного и комбинированного дутья.










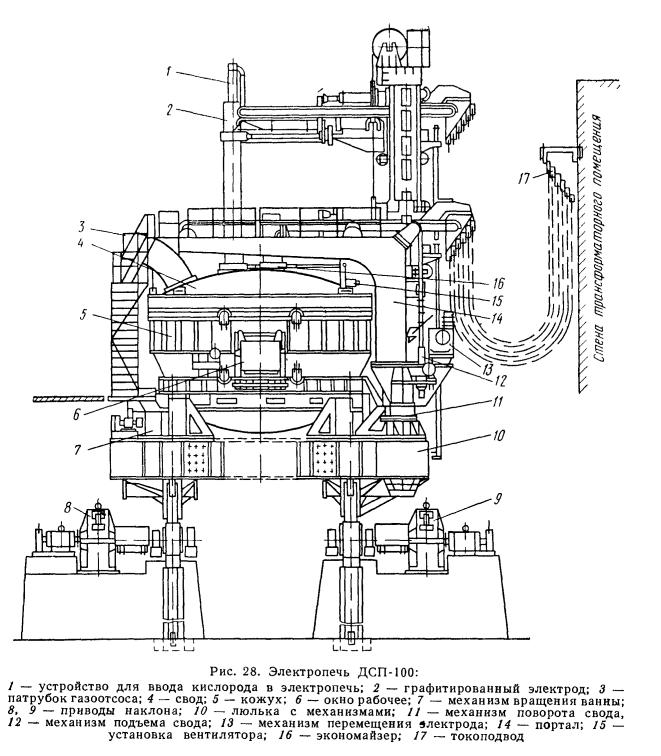
3.8. Электросталеплавильное производство. Классификация способов производства стали с использованием электрической энергии. Устройство дуговых электропечей. Механическое и электрическое оборудование. Современные тенденции в конструировании дуговых сталеплавильных печей.
Электросталеплавильное производство, получение стали в электрических печах металлургических или машиностроительных заводов. Электросталь, предназначенная для дальнейшего передела, выплавляется главным образом в дуговых печах с основной футеровкой. Существует несколько разновидностей электроплавки в дуговых печах; с полным окислением примесей; переплав легированных отходов без окисления н с применением газообразного кислорода; метод смешения; плавка на жидком полупродукте (дуплекс-процесс) и др. Технология плавки с полным окислением примесей включает 3 периода — расплавление, окислительный и восстановительный. В окислительный период плавки присадкой твёрдых окислителей (железные руды, агломерата и др.) или вдуванием газообразного кислорода окисляют примеси стальной ванны (Р, Si и др.). Активное кипение металла, вызванное выделением пузырьков окиси углерода в результате реакции обезуглероживания, способствует быстрому нагреву ванны, дегазации стали, удалению неметаллических включений. В восстановительный период плавки удаляют серу, сталь раскисляют (см. Раскисление металлов) и с помощью ферросплавов корректируют её состав по легирующим элементам. Переплав легированных отходов без окисления позволяет сохранить ценные легкоокисляющиеся легирующие элементы (Cr и др.), что существенно улучшает технологические показатели производства. При переплаве высокохромистых отходов с применением газообразного кислорода горячий ход процесса (1800—1900 °С) обеспечивает низкое содержание углерода в металле (чего нельзя достичь при переплаве без окисления) без заметных потерь хрома. Широкое распространение получили внепечные методы обезуглероживания высоколегированных сталей (коррозионностойких и др.) продувкой металла аргоно-азото-парокислородными смесями в специальных рафинировочных агрегатах конвертерного типа или окислительным вакуумированием. Пути интенсификации электроплавки: сокращение периода расплавления (увеличением удельной мощности трансформаторов, использованием газокислородных горелок, предварит, подогревом шихты), применение кислорода, продувка жидкого металла порошкообразными шлакообразующими материалами, переход на одношлаковый процесс, сокращение восстановительного периода путём применения средств внепечного рафинирования (вакуумная обработка, продувка металла аргоном, обработка стали синтетическими шлаками). Дуговые печи с кислой футеровкой применяются главным образом для получения стали, предназначенной для фасонного литья. Большое сопротивление кислых шлаков (насыщенных SiО2) позволяет быстрее нагреть металл до высокой температуры, что важно для литья тонкостенных изделий. Существенный недостаток кислой плавки — невозможность удаления фосфора и серы из стали.
Классификация способов производства стали с использованием электрической энергии.







Устройство дуговых электропечей.
Первая дуговая электропечь в России была установлена в 1910 г. на Обуховском заводе. За годы пятилеток были построены сотни различных печей. Вместимость наиболее крупной печи в СССР 200 т. Печь состоит из железного кожуха цилиндрической формы со сферическим днищем. Внутри кожух имеет огнеупорную футеровку. Плавильное пространство печи закрывается съемным сводом.
Печь имеет рабочее окно и выпускное отверстие со сливным желобом. Питание печи осуществляется трехфазным переменным током. Нагрев и плавление металла осуществляются электрическими мощными дугами, горящими между концами трех электродов и металлом, находящимся в печи. Печь опирается на два опорных сектора, перекатывающихся по станине. Наклон печи в сторону выпуска и рабочего окна осуществляется при помощи реечного механизма. Перед загрузклй печи свод, подвешенный на цепях, поднимают к порталу, затем портал со сводом и электродами отворачивается в сторону сливного желоба и печь загружают бадьей.
Механическое и электрическое оборудование.

![]()
4)возможность регулирования напряжения под нагрузкой в широких пределах.
![]()





Электромагнитный выключатель

![]()
Механическое оборудование дуговой печи.
Кожух печи должен выдерживать нагрузку от массы огнеупоров и металла. Его делают сварным из листового железа толщиной 16–50 мм в зависимости от размеров печи. Форма кожуха определяет профиль рабочего пространства дуговой электропечи. Наиболее распространенным в настоящее время является кожух конической формы. Нижняя часть кожуха имеет форму цилиндра, верхняя часть—конусообразная с расширением кверху. Такая форма кожуха облегчает заправку печи огнеупорным материалом, наклонные стены увеличивают стойкость кладки, так как она дальше расположена от электрических дуг. Используют также кожухи цилиндрической формы с водоохлаждаемыми панелями. Для сохранения правильной цилиндрической формы кожух усиливается ребрами и кольцами жесткости. Днище кожуха обычно выполняется сферическим, что обеспечивает наибольшую прочность кожуха и минимальную массу кладки. Днище выполняют из немагнитной стали для установки под печью электромагнитного перемешивающего устройства.
Сверху печь закрыта сводом. Свод набирают из огнеупорного кирпича в металлическом водоохлаждаемом сводовом кольце, которое выдерживает распирающие усилия арочного сферического свода В нижней части кольца имеется выступ – нож, который входит в песчаный затвор кожуха печи. В кирпичной кладке свода оставляют три отверстия для электродов. Диаметр отверстий больше диаметра электрода, поэтому во время плавки в зазор устремляются горячие газы, которые разрушают электрод и выносят тепло из печи. Для предотвращения этого на своде устанавливают холодильники или экономайзеры, служащие для уплотнения электродных отверстий и для охлаждения кладки свода. Газодинамические экономайзеры обеспечивают уплотнение с помощью воздушной завесы вокруг электрода. В своде имеется также отверстие для отсоса запыленных газов и отверстие для кислородной фурмы.
Для загрузки шихты в печи небольшой емкости и подгрузки легирующих и флюсов в крупные, печи скачивания шлака, осмотра, заправки и ремонта печи имеется загрузочное окно, обрамленное литой рамой. К раме крепятся направляющие, по которым скользит заслонка. Заслонку футеруют огнеупорным кирпичом. Для подъема заслонки используют пневматический, гидравлический или электромеханический привод.
С противоположной стороны кожух имеет окно для выпуска стали из печи. К окну приварен сливной желоб. Отверстие для выпуска стали может быть круглым диаметром 120—150 мм или квадратным 150 на 250 мм. Сливной желоб имеет корытообразное сечение и приварен к кожуху под углом 10—12° к горизонтали. Изнутри желоб футеруют шамотным кирпичом, длина его составляет 1—2 м.
Электрододержатели служат для подвода тока к электродам и для зажима электродов. Головки электрододер-жателей делают из бронзы или стали и охлаждают водой, так как они сильно нагреваются как теплом из печи, так и контактными токами. Электрододержатель должен плотно зажимать электрод и иметь небольшое контактное сопротивление. Наиболее распространенным в настоящее время является пружинно-пневматический электрододержатель. Зажим электрода осуществляется при помощи неподвижного кольца и зажимной плиты, которая прижимается к электроду пружиной. Ог-жатие плиты от электрода и сжатие пружины происходят при помощи сжатого воздуха. Электрододержатель крепится на металлическом рукаве – консоли, который скрепляется с Г-образной подвижной стойкой в одну жесткую конструкцию. Стойка может перемещаться вверх или вниз внутри неподвижной коробчатой стойки. Три неподвижные стойки жестко связаны в одну общую конструкцию, которая покоится на платформе опорной люльки печи. Перемещение подвижных телескопических стоек происходит или с помощью системы тросов и противовесов, приводимых в движение электродвигателями, или с помощью гидравлических устройств. Механизмы перемещения электродов должны обеспечить быстрый подъем электродов в случае обвала шихты в процессе плавления, а также плавное опускание электродов во избежание их погружения в металл или ударов о нерасплавившиеся куски шихты. Скорость подъема электродов составляет 2,5—6,0 м/мин, скорость опускания 1,0— 2,0 м/мин.
Механизм наклона печи должен плавно наклонять печь в сторону выпускного отверстия на угол 40—45° для выпуска стали и на угол 10—15 градусов в сторону рабочего окна для спуска шлака. Станина печи, или люлька, на которой установлен корпус, опирается на два – четыре опорных сектора, которые перекатываются по горизонтальным направляющим. В секторах имеются отверстия, а в направляющих – зубцы, при помощи которых предотвращается проскальзывание секторов при наклоне печи. Наклон печи осуществляется при помощи рейки и зубчатого механизма или гидравлическим приводом. Два цилиндра укреплены на неподвижных опорах фундамента, а штоки шарнирно связаны с опорными секторами люльки печи.
Система загрузки печи бывает двух видов: через завалочное окно мульдозавалочной машиной и через верх при помощи бадьи. Загрузку через окно применяют только на небольших печах.
При загрузке печи сверху в один-два приема в течение 5 мин меньше охлаждается футеровка, сокращается время плавки; уменьшается расход электроэнергии; эффективнее используется объем печи. Для загрузки печи свод приподнимают на 150—200 мм над кожухом печи и поворачивают в сторону вместе с электродами, полностью открывая рабочее пространство печи для введения бадьи с шихтой. Свод печи подвешен к раме. Она соединена с неподвижными стойками электрододержателей в одну жесткую конструкцию, покоящуюся на поворотной консоли, которая укреплена на опорном подшипнике. Крупные печи имеют поворотную башню, в которой сосредоточены все механизмы отворота свода. Башня вращается вокруг шарнира на катках по дугообразному рельсу. Бадья представляет собой стальной цилиндр, диаметр которого меньше диаметра рабочего пространства печи. Снизу цилиндра имеются подвижные гибкие сектора, концы которых стягиваются через кольца тросом. Взвешивание и загрузка шихты производятся на шихтовом дворе электросталеплавильного цеха. Бадья на тележке подается в цех, поднимается краном и опускается в печь. При помощи вспомогательного подъема крана трос выдергивают из проушин секторов и при подъеме бадьи сектора раскрываются и шихта вываливается в печь в том порядке, в каком она была уложена в бадье.
При использовании в качестве шихты металлизован-ных окатышей загрузка может производиться непрерывно по трубопроводу, который проходит в отверстие в своде печи.
Во время плавления электроды прорезают в шихте три колодца, на дне которых накапливается жидкий металл. Для ускорения расплавления печи оборудуются поворотным устройством, которое поворачивает корпус в одну и другую сторону на угол в 80°. При этом электроды прорезают в шихте уже девять колодцев. Для поворота корпуса приподнимают свод, поднимают электроды выше уровня шихты и поворачивают корпус при помощи зубчатого венца, прикрепленного к корпусу, и шестерен. Корпус печи опирается на ролики.
3.9.
Методы выплавки стали в основной дуговой
электропечи. Технология плавки стали
с полным окислением (на свежей шихте).
Переплав легированных отходов в дуговой
печи. Основные периоды плавки, их задачи.
Производство стали с использованием
металлизованного сырья.






3.10. Внепечная обработка стали. Цели и методы обработки. Раскисление и легирование стали в ковше. Способы отсечки шлака по ходу выпуска металла из сталеплавильного агрегата. Применение нейтральных газов для обработки жидкой стали в ковше.
Внепечная обработка стали
До середины XX века сталеразливочный ковш выполнял роль емкости для передачи жидкой стали от плавильного агрегата к изложницам или кристаллизаторам МНЛЗ. Как показала практика, сталеразливочный ковш может быть использован для дегазации, раскисления, десульфурации, легирования, обезуглероживания стали и др. При этом может быть существенно сокращена продолжительность процесса плавки в сталеплавильном агрегате при одновременном повышении качества готового металла.
Поэтому на всех металлургических предприятиях при выплавке стали применяют различные способы внепечной обработки: раскисление-легирование, вакуумирование, обработка металла синтетическими шлаками, порошками, нейтральными газами.