

4.1. Оборудование для разливки стали. Способы разливки стали. Сравнение показателей разливки сверху и сифоном.
Из плавильных печей сталь выпускают в ковш, который мостовым краном переносят к месту разливки стали. Из ковша сталь разливают в изложницы или кристаллизаторы (машины для непрерывного литья заготовок). В изложницах или кристаллизаторах сталь затвердевает и получают слитки, которые подвергаются прокатке, ковке.
Изложницы – чугунные формы для изготовления слитков. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями. Слитки с квадратным сечением переделывают на сортовой прокат: двутавровые балки, швеллеры, уголки. Слитки прямоугольного сечения – на листы. Слитки круглого сечения используются для изготовления труб, колёс. Слитки с многогранным сечением применяют для изготовления поковок.
Спокойные и кипящие углеродистые стали разливают в слитки массой до 25 тонн, легированные и высококачественные стали – в слитки массой 0,5…7 тонн, а некоторые сорта высоколегированных сталей – в слитки до нескольких килограммов.
Рисунок 1 – Разливка стали в изложницы
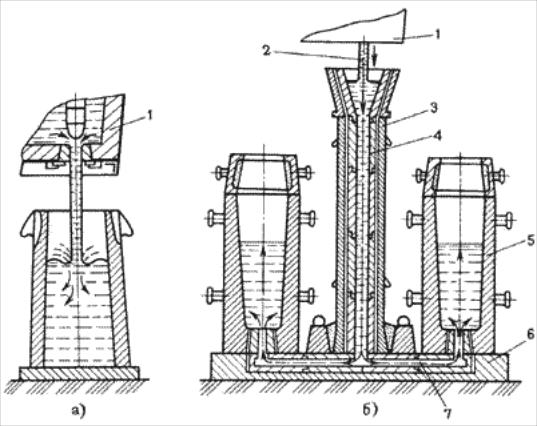
а – сверху; б – снизу (сифоном)
В изложницы сверху сталь разливают непосредственно из ковша 1. При этом исключается расход металла на литники, упрощается подготовка оборудования к разливке. К недостаткам следует отнести менее качественную поверхность слитков, из-за наличия пленок оксидов от брызг металла, затвердевающих на стенках изложницы. Применяется для разливки углеродистых сталей.
При сифонной разливке одновременно заполняются несколько изложниц (4…60). Изложницы устанавливаются на поддоне 6, в центре которого располагается центровой литник 3, футерованный огнеупорными трубками 4, соединённый каналами 7 с изложницами. Жидкая сталь 2 из ковша 1 поступает в центровой литник и снизу плавно, без разбрызгивания наполняет изложницу 5. Поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько изложниц. Используют для легированных и высококачественных сталей.
Непрерывная разливка стали состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 5.
4.2. Структура стального слитка. Кристаллическая и химическая неоднородность. Явление усадки.
Кристаллизация стали сопровождается окислением примесей, их перераспределением по объему слитка и другими процессами. Совокупность всех процессов, в конечном счете, и определяет качество слитка стали.
Обычно слиток спокойной стали характеризуется наличием следующих зон:
поверхностный слой 1 мелких кристаллов;
зона 2 столбчатых кристаллов;
внутренняя зона 3 различно ориентированных кристаллов;
«конус осаждения» 4 из мелких неориентированных кристаллов внизу слитка;
«мост» 5 плотного металла в верхней части слитка из хорошо сформировавшихся неориентированных кристаллов.
В верхней прибыльной части слитка сосредоточена усадочная раковина 6.
Рис.1 Строение слитка спокойной стали

В отличие от спокойной стали, кипящая сталь раскислена не полностью, и содержит некоторое количество растворенного кислорода. Поэтому во время разливки и после ее окончания сталь в изложнице "кипит", т.е. происходит окисление углерода по реакции [С] + [О] = СО с выделением пузырей СО.
Окисление углерода и образование пузырей СО происходит на поверхности формирующихся при затвердевании стали кристаллов (на поверхности раздела твердой и жидкой фаз). Значительная часть пузырей СО, выделяющихся при кипении, остается в слитке. В дальнейшем они завариваются при прокатке.
Для уменьшения неоднородности состава готовой стали кипение вскоре после наполнения изложницы прекращают, накрывая слиток кипящей стали массивной металлической крышкой (механическое закупоривание) или раскисляя металл в верхней части изложницы алюминием (химическое закупоривание).
В слитках кипящей стали не образуется концентрированной усадочной раковины. Усадка здесь рассредоточена по многочисленным газовым полостям. Форма слитка кипящей стали отличается от формы слитка спокойной стали. Поскольку в слитке отсутствует усадочная раковина нет необходимости применять изложницы, расширяющиеся кверху. Кипящую сталь разливают в сквозные изложницы, расширяющиеся книзу. Это упрощает процесс раздевания слитков — изложницу просто тянут вверх, стягивая со слитка.
Рисунок 1. Строение, слитка кипящей стали:

а — механически закупоренного; б — химически закупоренного слитка кипящей стали;
1 — плотная наружная корочка; 2 — зона сотовых пузырей; 3 — промежуточная плотная зона; 4 — зона вторичных пузырей; 5 — скопление пузырей СО; 6 — скопление пузырей и усадочных пустот; 7 — мост плотного металла
Механически закупоренный слиток кипящей стали, так же как и слиток спокойной стали, имеет снаружи корку из мелких равноосных кристаллов, далее зону столбчатых кристаллов и в середине крупные неориентированные кристаллы. Наряду с этим слиток характеризуется расположением газовых пузырей (пузырей СО) в определенном порядке. На продольном темплете слитка можно отметить следующие зоны (рис. 1, а):
наружную корку 1 без пузырей;
зону 2 продолговатых сотовых пузырей;
промежуточную плотную зону 3;
зону 4 вторичных округлых пузырей;
плотную среднюю зону 5 со скоплением пузырей в ее верхней части.
Химически закупоренный слиток металла (рис. 1, б) имеет в нижней части зону коротких сотовых пузырей и в верхней - скопление усадочных пустот и пузырей, над которыми, как правило, расположен мост плотного металла.
Усадочными раковинами называются пустоты в отливках, образующиеся в результате изменения объема металла в жидком состоянии и при затвердевании в процессе усадки. Уменьшение объема металла при охлаждении в твердом состоянии не изменяет относительного объема раковины.
Ее появление обусловлено понижением уровня жидкого металла относительно затвердевшей наружной оболочки отливки вследствие термического сжатия металла и уменьшения объема при переходе его в твердое состояние.
Практикой работы литейных цехов и экспериментальными исследованиями установлено, что:
а) основная часть объема усадочной раковины состоит из усадки затвердевания и увеличивается с увеличением последней;
б) объем усадочной раковины больше у тех металлов и сплавов, у которых больше коэффициенты объемной усадки В жидком состоянии;
в) усадочная раковина тем больше, чем больше разность между температурами центра отливки и корки в момент ее образования.
Следовательно, чем ниже температура заливки металла, тем меньше усадочная раковина. Она меньше также при заливке в нагретые формы по сравнению с заливкой в холодные (в сухие формы по сравнению с сырыми), больше — у толстостенных отливок. Раковины могут быть сравнительно крупных размеров — макрораковины, сконцентрированные в одну или несколько полостей в той части отливки, которая затвердевает последней.