

10. Методы и Средства измерений параметров резьбы. Основные контролируемые параметры резьбы.
Основные параметры резьбы
Номинальные размеры рассматриваемых параметров резьбы являются одинаковыми для болта (шпильки, винта и т. д.) и гайки (резьбового гнезда).
Наружный диаметр резьбы d (D) (рис. 8.1 а—в) — диаметр воображаемого цилиндра, касательного к вершинам наружной резьбы или впадинам внутренней резьбы. Наружный диаметр для большинства резьб принимается за номинальный диаметр резьбы.
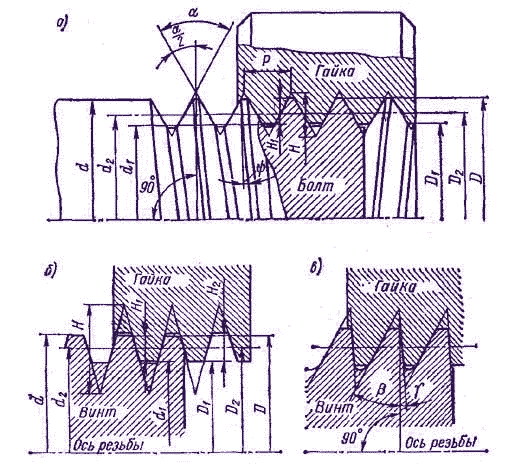
Рис. 8.1
Внутренний диаметр резьбы d1 (D1) (рис. 8.1) — диаметр воображаемого цилиндра, вписанного касательно к вершинам внутренней резьбы или впадинам наружной резьбы. Внутренний диаметр резьбы определяет опасное сечение болта (шпильки, винта и т. д.).
Средний диаметр резьбы d2 (D2) (рис. 8.1) — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль витков в точках, где ширина канавки равна половине номинального шага Р для однозаходной резьбы и для многозаходной резьбы — половине номинального хода t, разделенной на число заходов. При отсутствии погрешностей шага и половины угла профиля образующая цилиндра пересекает профиль витков таким образом, что ширина канавки равна ширине выступа. Средний диаметр резьбы оказывает определяющее влияние на свинчнваемость резьбовых изделий.
Гостиницы Петербурга и Москвы - гостиницы в новосибирске. Забронируй любую.
Шагом резьбы Р (рис. 8.1, а) называется расстояние между соседними одноименными боковыми сторонами профиля, измеренное в направлении, параллельном оси резьбы. Для многозаходных резьб различают понятия ход и шаг. Ход резьбы определяет величину относительного осевого смещения гайки (болта) за один полный оборот и равен произведению шага на число заходов (при отсутствии погрешностей шага и других параметров). У однозаходной резьбы ход равен шагу.
Углом профиля ? (рис. 8.1, а) называется угол между боковыми сторонами профиля в осевой плоскости. При измерении резьб с симметричным профилем контролируют половины углов профиля ?/2, что позволяет определить величину а и перекос резьбы из-за неточной установки инструмента или детали.
Для резьб с несимметричным профилем углы наклона профиля (?, ?) ? + ? = ? и ? + ? = ? /2 (рис. 8.1, в).
Углом подъема ? (рис. 8.1, а) называется угол между касательной к винтовой поверхности в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Длиной свинчивания (высотой гайки) l называется длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом сечении.
Кроме перечисленных параметров резьбы различают также следующие: высота исходного профиля H, рабочая высота профиля H1 и высота профиля H2, измеряемые в направлении, перпендикулярном оси резьбы. Параметры H, H1, H2 (рис. 8.1) выражаются при известных углах наклона профиля (или а) в долях шага резьбы Р (например, для метрической резьбы H = 0,866025P; Н1 = 0.541266Р).
Метрические резьбы бывают с крупным и мелким шагом. ГОСТ 8724—81 (СТ СЭВ 181—75) устанавливает три ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупный и мелкие шаги. При выборе диаметров резьб первый ряд следует предпочитать второму, второй — третьему. У резьбы с крупным шагом каждому наружному диаметру соответствует шаг, определяемый зависимостью d (D) ? 6P1,3. У резьбы с мелкими шагами одному наружному диаметру могут соответствовать разные шаги. Метрические резьбы с мелкими шагами применяют при соединении тонкостенных деталей, ограниченной длине свинчивания, а также в случаях, когда требуется повышенная прочность соединения (особенно при переменных нагрузках).
Резьбоизмерительные инструменты
Различают резьбоизмерительные инструменты для комплексного контроля и для измерения отдельных параметров наружной и внутренней цилиндрической и конической резьб (см. выше).
К средствам комплексного контроля, используемым при приёмке готовых деталей, относятся проходные и непроходные калибры, с помощью которых определяют, находятся ли в допускаемых пределах размеры сопрягаемых винтовых поверхностей (болт и гайка) на длине свинчивания. Проходным калибром, который должен при проверке свинчиваться, контролируют так называемый приведённый средний диаметр (искусственно созданный контрольный параметр), обеспечивающий сопряжение резьбового соединения. Для комплексного контроля пользуются также индикаторными резьбоизмерительными инструментами.
Р. и., предназначенные для измерения отдельных параметров наружной резьбы — среднего диаметра, профиля и шага, используют при определении точности технологического процесса или для оценки эксплуатационных свойств специальных точных резьбовых деталей (ходовых винтов, винтов микрометров, резьбовых калибров и т. п.). Для измерения среднего диаметра применяют микрометры со вставками, имеющими резьбовой профиль.
Один из способов определения среднего диаметра точной резьбы — измерение с помощью проволочек (роликов), которые закладывают между витками резьбы и каким-либо измерительным средством — оптиметром, микрометром и др. Определяют размер по высоте, на которую выступают проволочки над наружным диаметром резьбы. Пользуются также специальными приспособлениями с тремя, двумя или одной проволочкой, а при измерении среднего диаметра внутренней резьбы — нутромерами специальной конструкции или приборами со сменными сферическими наконечниками.
Измерение профиля резьбы в деталях с относительно крупным шагом (ходовые винты, червяки) производят приборами, измерительный узел которых разворачивается на угол профиля резьбы, и наконечник перемещается вдоль её боковой поверхности. Иногда для этой цели пользуются угломерами специальной конструкции. Шаг резьбы обычно определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах.
Калибр (франц. Calibre – измерительный), бесшкальный измерительный инструмент, предназначенный для контроля размеров, формы и взаимного расположения частей изделий. Контроль состоит в сравнении размера изделия с калибром по вхождению или степени прилегания их поверхностей. Такое сравнение позволяет рассортировывать изделия на годные (размер находится в пределах допуска) и бракованные с возможным исправлением или неисправимые.
Наиболее распространены предельные калибры.: проходные, выполненные по наименьшему предельному размеру отверстия или наибольшему размеру вала и входящие в годные изделия, и непроходные, выполненные по наибольшему размеру отверстия или наименьшему размеру вала и не входящие в годные изделия.
По назначению различают калибры.: рабочие — для проверки изделий на предприятии-изготовителе и контрольные — для проверки или регулировки рабочих калибров.
Достоинства калибров - простота конструкции, возможность комплексного контроля изделий сложной формы.
Недостатки - малая универсальность, невозможность определить действительные отклонения размеров.
Применение калибров в машиностроении сокращается за счёт внедрения универсальных средств измерения, механизированных и автоматических приборов.