

8.2.5 Требования безопасности при сварочных высотных работах
Выполняют сварочные работы квалифицированные рабочие, достигшие 18 лет исправными прошедшими сертификацию инструментами.
Электро- и газосварочные работы, проводимые вне сварочных постов (кабин), и другие работы, связанные с открытым пламенем, проводятся с разрешения главного инженера (технического директора) организации по согласованию с пожарной охраной и после принятия соответствующих мер предосторожности для снижения опасности возгорания.
Для исключения попадания раскаленных частиц металла в смежные помещения, соседние этажи и т.п. при сварных работах все смотровые, технологические и другие люки (отверстия) в перекрытиях, стенах и перегородках помещений должны быть закрыты негорючими материалами, и место проведения огневых работ должно быть очищено от горючих веществ и материалов.
Запрещается выполнять сварочные работы с переносных лестниц, незакрепленных опор, случайный подставок (бочки, ящики и т.п.).
8.3 Расчет и выбор вентиляции
Процесс сварки сопровождаются выделением пыли паров или избытков тепла, вредных газов, что создаёт неблагоприятные условия для работы и может отражаться на здоровье работающих. Количество примесей в нормальном составе воздуха не может превышать установленные нормами предельно допустимые концентрации, (см. таблицу 18). Это достигается за счёт максимального совершенствования технологических процессов и применения вентиляции. Количество выделяемых при сварочных работах примесей на 1кг расходуемого сварочного материала приведено в таблице 19.
Таблица 18 – ПДК вредных веществ, выделяющихся в процессе сварочных работ
Наименование вещества |
Агрегатное состояние (пар или аэрозоль) |
ПДК, мг/м3 |
Класс опасности |
Технологический процесс |
Оксид марганца |
А |
0,3 |
2 |
Сварочные работы |
Оксид хрома |
А |
1 |
2 |
Сварочные работы |
Оксид никеля |
А |
0,05 |
1 |
Сварочные работы |
Оксид углерода |
П |
20 |
4 |
Сварочные работы |
Таблица 19 – Количество вредных примесей, приходящихся на 1кг сварочного материала
Свариваемый материал |
Вредные вещества |
|
Наименование |
Количество |
|
Сталь углеродистая низколегированная |
Оксид марганца |
0,5 |
Оксид хрома |
0,02 |
|
Оксид никеля |
0,03 |
|
Оксид углерода |
5 |
|
По месту действия вентиляция может быть общеобменной, местной и комбинированной. В зависимости от способа, используемого для перемещения воздуха, вентиляция бывает естественной и механической. Кроме того, различают вентиляцию приточную, вытяжную и приточно-вытяжную.
Расчет будем производить местной вытяжной вентиляции, поскольку именно она служит для улавливания и удаления вредных веществ непосредственно у источника их образования.
Схема вытяжной установки используемой для удаления вредных примесей и газов, в сварочном цехе показана на рисунке 51.
1
1
1
4
3
2
4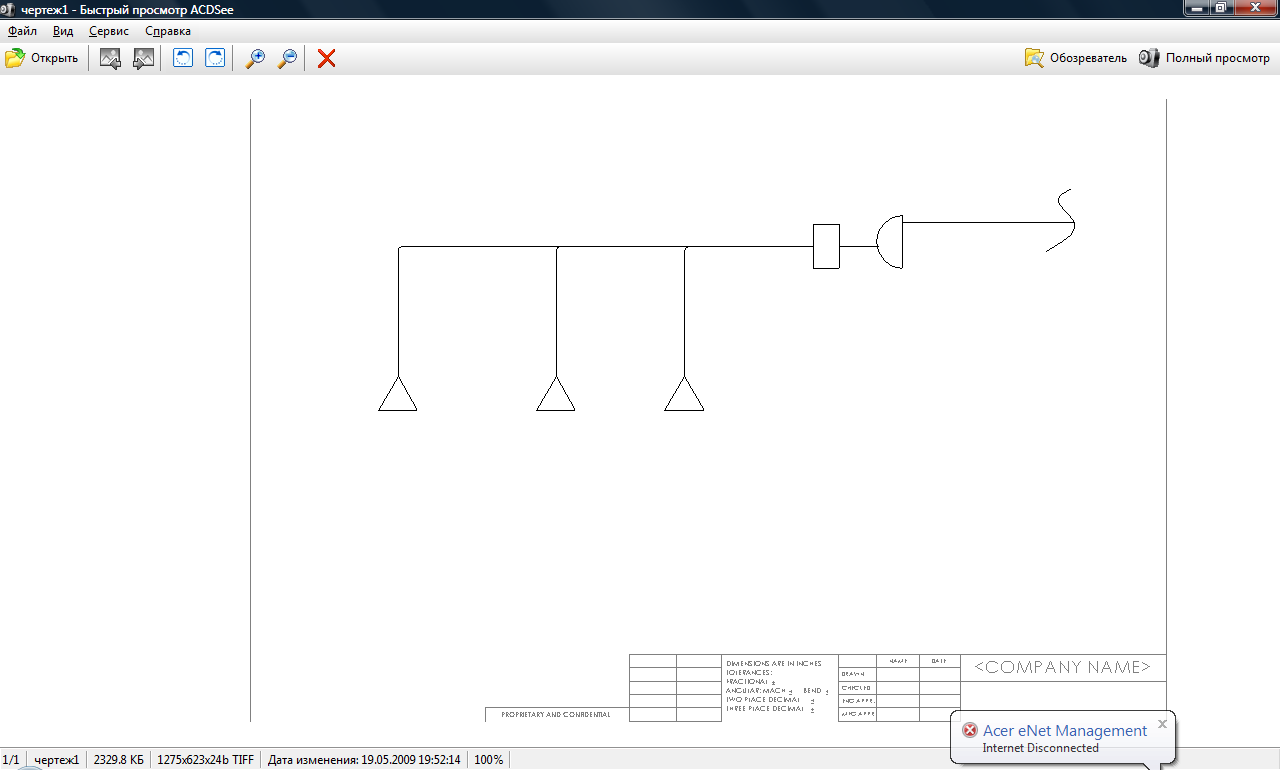




5
1 – местные отсосы (вытяжные зонты); 2 – вентилятор; 3 – фильтр;
4 – сеть воздуховодов; 5 – теплоисточник (верхняя обвязка крытого вагона)
Рисунок 51 – Схема вытяжной механической вентиляции
При выборе схемы отсоса и при его конструктивной проработке необходимо руководствоваться следующими основными положениями:
− отсос должен быть максимально приближен к источнику и по возможности изолировать источник от помещения;
− всасывающее отверстие следует ориентировать так, чтобы поток вредных выделений минимально отклонялся от первоначального направления движения и при этом удаляемый воздух не проходил через зону дыхания работающего[6].
Для удаления вредных примесей с рабочих мест применяем вытяжные зонты (см. рисунок 52). Вытяжные зонты используют для улавливания теплоты и вредных веществ. Зонт следует делать с центральным углом раскрытия не более 600; при больших углах резко увеличивается площадь, занятая вихревыми зонами у острых кромок, и соответственно уменьшается «эффективно всасывающая площадь» приемного отверстия. При больших углах раскрытия зонта достичь эффективного всасывания по всей его площади можно путем устройства уступа, рекомендуемые размеры D1=0,8D, h=(0,12-0,15)D.
D1
D1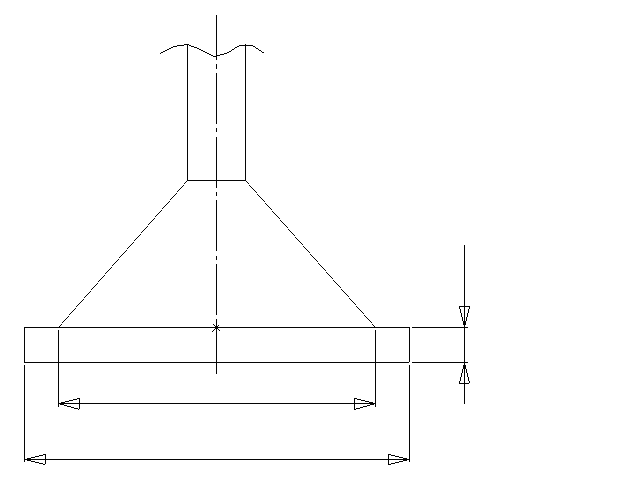

Рисунок 52 – Вытяжной зонт с уступом по периметру
Рассчитаем расход удаляемого воздуха для зонта, расположенного на высоте l = 0,8м над источником длиной а = 25,620 м и шириной b = 3,185 м (верхняя обвязка крыши крытого вагона). Конвективная теплоотдача источника Q=1500Вт. Скорость движения воздуха в помещении Vв=0,3 м/с.
Осевая скорость в конвективном потоке на уровне расположения зонта определена по формуле
![]() (41)
(41)
Предварительно вычислив эквивалентный диаметр источника по формуле
![]() (42)
(42)
![]()
![]()
Поскольку
![]()
то использование зонта не целесообразно[7].
Нужно учесть также, что вытяжные зонты – относятся к группе стационарных вытяжных устройств. Поэтому удаляемый поток вредных выделений, как правило, проходит строго в определенном направлении. Исходя из условий выполнения технологического процесса, это может усложнить работу сварщика, если удаляемый воздух будет проходить через зону дыхания работающего. Кроме того, процесс сварки будет проходить на высоте, где размещение вытяжного зонта не является рациональным.
В настоящее время, в связи с многообразием способов сварки, а также типов изготавливаемых изделий создано большое количество современных конструкций местных вытяжных устройств. Они могут быть систематизированы в следующие группы:
− подъемно – поворотные самофиксирующиеся вытяжные устройства;
− переносные воздухоприемники с держателями;
− местные отсосы встроенные в сварочное оборудование.
При проведении сварочных работ в труднодоступных местах, а также на крупногабаритных конструкциях предпочтительно использовать подъемно – поворотные местные вытяжные устройства. Этот вид устройств включает воздухоприемник, фиксирующийся в любом пространственном положении посредством шарниров и тяг, и гибкий шланг диаметром 160 и 200мм, присоединяющий воздухоприемник к магистральному воздуховоду централизованной вытяжной системы низкого или среднего давления или к индивидуальному вентиляционному или фильтро – вентиляционному агрегату. Будем иметь учитывать также габаритные размеры вагона, по периметру которого будут проходить сварочные работы. В связи с этим необходимо местное вытяжное устройство с большим радиусом действия.

Рисунок 53 − Рельсовая вытяжная система «KUA-R»
Смонтировано на специальной передвижной каретке, которая скользит по рельсу-воздуховоду на роликах и обеспечивает соединение с вентиляционной выдвижной системой через сопло, раздвигающее резиновые уплотнители продольной щели на рельсе воздуховоде. Т.о. зона обслуживания определяется исходя из зоны обслуживания выбранного вытяжного устройства KUA и длины рельса воздуховода. Устройство поворачивается на 3600, область его охвата достигает 4 метров. Рельс включает алюминиевый профиль длиной 5,8 м. Его длина может быть скомбинирована из желаемого количества отрезков. Рельс монтируется к стене или потолку. Длина может быть отрегулирована по индивидуальным требованиям. Установка также может быть снабжена необходимым количеством вытяжных устройств KUA. При движении корпус каретки скользит по щели алюминиевого профиля между закрепленными резиновыми уплотнителями. Дым и газы удаляются через вытяжные устройства KUA в вытяжной рельс и далее в вентиляционную систему.
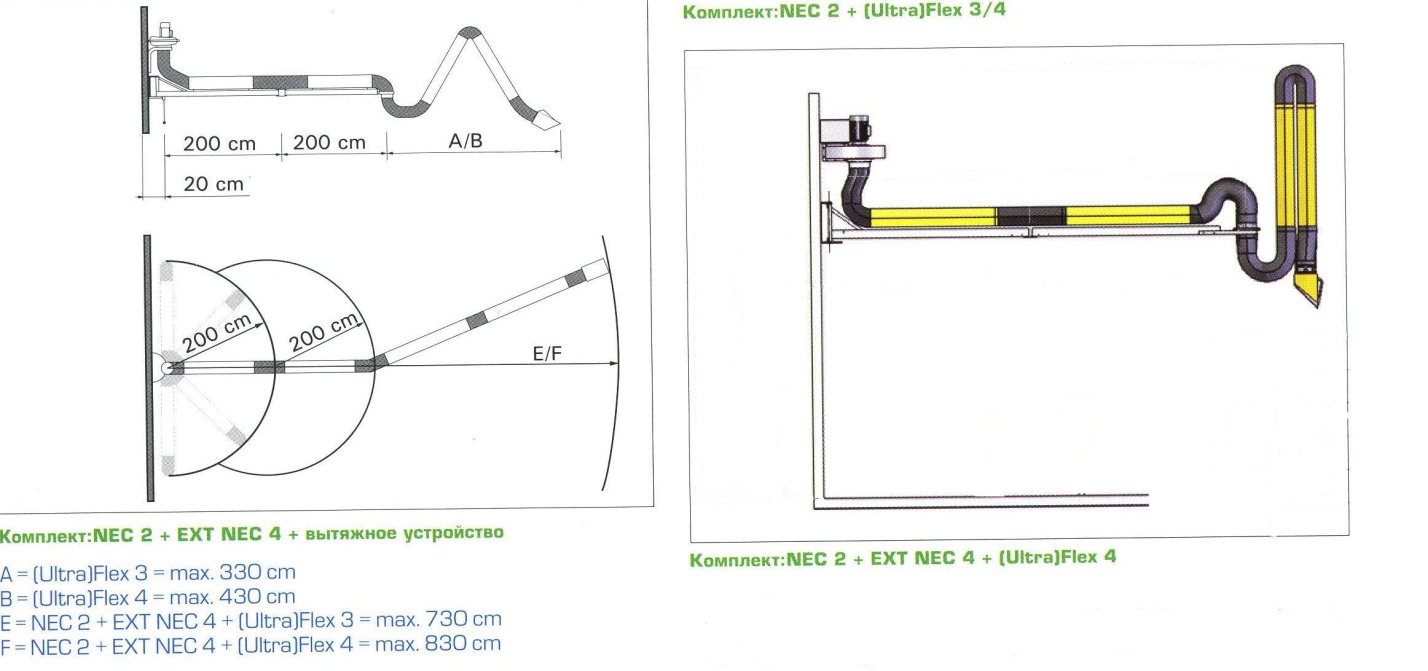
Рисунок 54 − Комплекс вытяжных устройств фирмы PRO LINE
Комплекс, представленный на рисунке 54, состоит из следующих устройств:
− удлиняющего устройства − NEC 2, служит для увеличения радиуса действия вытяжного устройства; оснащено системой HandyStop, которая блокирует в заданном пространстве вытяжное устройство, тем самым предотвращая его самопроизвольное перемещение в горизонтальной плоскости;
− дополнительного удлиняющего устройства − EXT NEC 4, 2м;
− гибкого вытяжного устройства с вращающейся на 3600 воздухоприемной воронкой − ULTRA FLEX4, в которую встроена дроссельная заслонка (полностью открыта/закрыта, частично закрыта) для управления воздушным потоком; также устройство оборудовано фокусирующим дефлектором и пружинной балансировочной системой.
Конструкция таких устройств позволяет максимально приблизить воздухоприемник к источнику выделения вредностей и тем самым добиться высокой эффективности их улавливания (80 – 85%).