

1)Термическая обработка сплавов, не связанная с фазовыми превращениями: диффузионный отжиг, рекристаллизационный отжиг, отжиг для уменьшения внутренних напряжений. Режимы, структуры, назначение.
Отжиг первого рода направлен на возвращение в равновесное состояние металла, подвергнутого предварительной пластической деформации.
Отжиг первого рода проходит в две стадии: 1) возврат 2) рекристаллизация. В результате пластической деформации в металле возникает особая структура, при которой большинство кристаллов оказывается деформированными в одном направлении.
Металл, свойства которого были одинаковы во всех направлениях из-за произвольной хаотической ориентации кристаллов приобретает преимущественные направления распределения свойств. Устранить влияние пластической деформации на структуру металла можно двумя способами.
1) Возврат – нагрев металла до относительно низких температур. Результат – искаженная форма кристаллов сохраняется, снимаются внутренние напряжения в структуре. В результате твердость и прочность незначительно уменьшаются, уменьшается склонность к хрупкому разрушению. ВИДЫ:
1. Диффузионный (гомогенизирующий) отжиг- длительная выдержка сплавов при высоких температурах, в результате которой уменьшается ликвационная неоднородность твердого раствора.
При высокой температуре протекают диффузионные процессы, не успевшие завершиться при первичной кристаллизации. В результате нагрева выравнивается состав, растворяются избыточные карбиды. Применяется, в основном, для легированных сталей.
Температура нагрева зависит от температуры плавления, ТН = 0,8 Тпл.
Продолжительность выдержки: часов.
2. Рекристаллизационный отжиг проводится для снятия напряжений после холодной пластической деформации.
Температура нагрева связана с температурой плавления: ТН = 0,4 Тпл.
Продолжительность зависит от габаритов изделия.
3. Отжиг для снятия напряжений после горячей обработки (литья, сварки, обработки резанием, когда требуется высокая точность размеров).
Температура нагрева выбирается в зависимости от назначения, находится в широком диапазоне: ТН = 160……700oС.
Продолжительность зависит от габаритов изделия.
Детали прецизионных станков (ходовые винты, высоконагруженные зубчатые колеса, червяки) отжигают после основной механической обработки при температуре 570…600oС в течение 2…3 часов, а после окончательной механической обработки, для снятия шлифовочных напряжений – при температуре 160…180oС в течение 2…2,5 часов.
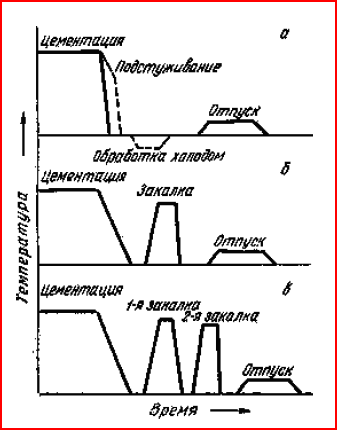
2)Сравнительная характеристика улучшенных, цементованных, азотированных и закалённых ТВЧ сталей по их сопротивлению усталостному разрушению. Цементация – химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя атомами углерода при нагреве до температуры 900…950 oС.Цементации подвергают стали с низким содержанием углерода (до 0,25 %). Нагрев изделий осуществляют в среде, легко отдающей углерод.
 Глубина
цементации (h) – расстояние от
поверхности изделия до середины зоны,
где в структуре имеются одинаковые
объемы феррита и перлита ( h. = 1…2
мм).
Глубина
цементации (h) – расстояние от
поверхности изделия до середины зоны,
где в структуре имеются одинаковые
объемы феррита и перлита ( h. = 1…2
мм).
Степень цементации – среднее содержание углерода в поверхностном слое (обычно, не более 1,2 %). На практике применяют цементацию в твердом и газовом карбюризаторе (науглероживающей среде).
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка.
Цементации подвергают зубчатые колеса, поршневые кольца, червяки, оси, ролики.
Термическое улучшение - Закалка и последующий высокий отпуск. Проводится для полного снятия остаточных напряжений. Обеспечения сочетания высокой прочности и пластичности при окончательной термической обработке деталей из конструкционной стали, работающих при ударных и вибрационных нагрузках.
Азотирование – химико-термическая обработка, при которой поверхностные слои насыщаются азотом. При азотировании увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость. При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. Фазы, получающиеся в азотированном слое углеродистых сталей, не обеспечивают высокой твердость, и образующийся слой хрупкий. Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю. Азотирование:1)для повышения поверхностной твердости и износостойкости; 2)для улучшения коррозионной стойкости (антикоррозионное азотирование).3)Азотирование проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском). 4)После азотирования в сердцевине изделия сохраняется структура сорбита, которая обеспечивает повышенную прочность и вязкость.
Закалка токами высокой частоты (ТВЧ) – представляет собой нагрев поверхностного слоя изделия токами высокой частоты.
После закалки ТВЧ деталь подвергают низкому отпуску при температуре 200 град.
Закалке ТВЧ подвергают углеродистые стали с содержанием углерода 0,4 – 0,56 %. Поверхностный слой имеет структуру мартенсит.
ТВЧ подвергают детали, требующие высокой поверхностной твердости при вязкой сердцевине (зубчатые колеса, валы, оси, втулки)
Билет 26