

1. Литье в оболочковые формы
Литье в оболочковые формы близко к литью в земляные формы одноразового использования.
При этом способе литья применяют формы, изготовленные из кварцевого песка (92-95%), смешанного с термоактивной смолой (5-8%), служащей в качестве связки, с последующим спеканием. Такие формы при сравнительно небольшой толщине стенок 8-15 мм отличаются высокой прочностью и хорошей газопроницаемостью.
Литье в оболочковые формы заключается в том, что подогретую до 200-250°С металлическую модель засыпают формовочной смесью, состоящей из 92-95% мелкого кварцевого песка и 5-8% бакелитового порошка. Вокруг модели быстро образуется оболочка (толщиной 6-8 мм) расплавленной песчоно-бакелитовой массы. Оболочку вместе с моделью выдерживают 1 мин. в печи при 300-350°С , в результате чего она
приобретает необходимую прочность. Образуется полуформа, которую соединяют струбцинами или скобами с анологичной полуформой. Для заливки металла формы собирают вертикально или горизонтально по нескольку десятков штук. Заготовки, отлитые в такие формы, отличаются высокой точностью и малой шероховатостью поверхности. Полученные отливки - фактически готовые детали.
Литье в оболочковые формы применяют для получения плоских, сложных по форме и мелких отливок из любых сплавов. Способ высокопроизводительный, легко автоматизируется. Способ применяют преимущественно для отливок открытых ( корытных, чашечных) деталей размером до 1м.
Для изготовления оболочковых форм применяют металлические модели с встроенными в них нагревательными элементами, которые обеспечивают равномерный нагрев всей массы модели и постоянство температуры рабочих поверхностей в процессе формовки.
Приготовление формовочного материала состоит в тщательном перемешивании сухого, хорошо просеянного песка с увлажнителем. В качестве увлажнителей применяют:
керосин, фурфурол, бакелитовый лак и др. Перемешиванием достигают равномерного смачивания зерен песка с термореактивной смолой. После 5 мин. смешивания в состав добавляют порошкообразную термоактивную смолу, а перемешивание продолжается еще 10-15 мин. Смешивание выполняют в маятниковых бегунах, в лопастных или шнековых смесителях.
Процесс изготовления оболочковых форм состоит в следующем:
Металлическую модель 3, нагретую до температуры 220-280°С , покрывают теплостойкой смазкой, выполняющей роль разделительной среды между поверхностью модели и формовочной массой 2, а затем засыпают формовочной смесью. В таком состоянии модель выдерживают в бункере 1 20-30°С. За это время происходит предварительное спекание оболочки на металлической модели. Толщину оболочки можно регулировать временем выдержки модели в заформованном состоянии. Затем с модели удаляют сыпучую формовочную смесь и вместе с оболочкой направляют в печь, в которой производят окончательное спекание массы оболочки (при температуре 350-375°С). С охлажденной модели снимают готовую оболочковую форму 4.
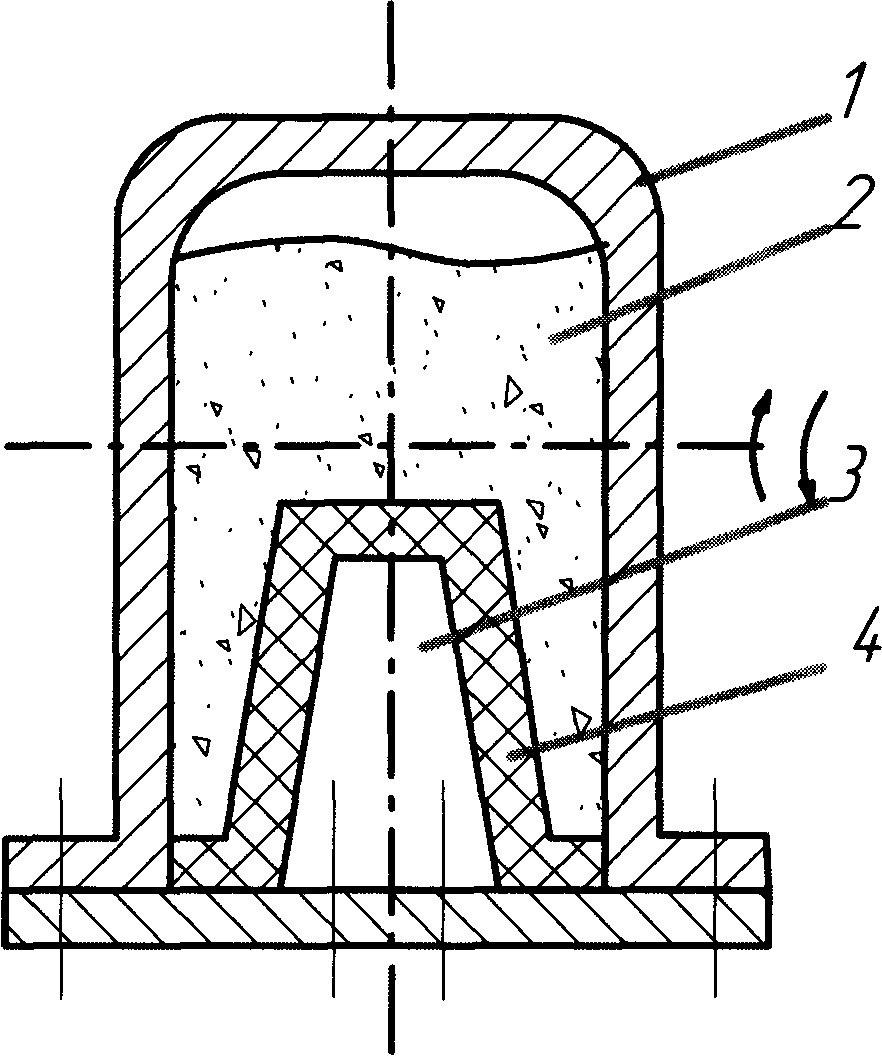
1 - бункер
2 - формовочная масса
3 - металлическая модель,4- оболочковая форма
Выполненные таким способом отдельные части оболочковой формы и литниковую систему собирают и склеивают по плоскостям разъемов. Для склеивания применяют различные марки клея: БФ-2, К-П (на основе смолы МФ- 17) и др.
Изготовление и сборка оболочковых форм легко поддаются механизации автоматизации; в промышленности применяют полуавтоматические и автоматические машины для формовки и спекания форм.
Основные преимущества литья в оболочковые формы в сравнении с литьем в песчаные формы:
1) Более высокая точность размеров и формы отливок;
2) Более низкая шероховатость поверхностей отливки, что позволяет в ряде случаев исключить механическую обработку;
3) Пониженный расход формовочных материалов;
4) Меньшая трудоемкость изготовления отливок.
Недостатки:
1) Ограниченная масса отливок (до 300 кг);
2) Применение дорогих формовочных материалов;
3) Применение более сложной технологической оснастки.
Литье в оболочковые формы применяется преимущественно при изготовлении плоских и сложных по форме мелких и средних отливок из любых сплавов в массовом и серийном производстве.