

I занятие. Производство хомута.
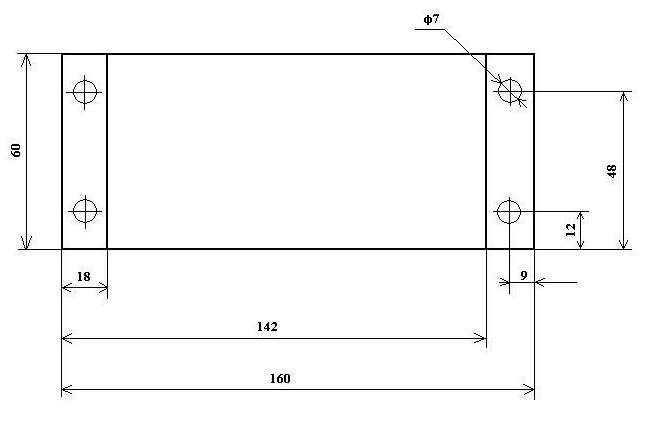
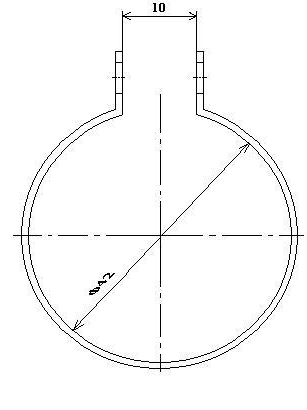
Рис. 28 Исходные размеры для производства хомута.
Этапы производства
Вычертить необходимые размеры на листе металла и поставить необходимые разметки;
Вырезать изделие по размерам ножницами по металлу;
На листе, где будет просверлены отверстия, сделать углубление кернером;
Согнуть концы листа под углом примерно 45;
С помощью цилиндрической трубы согнуть изделие;
Просверлить отверстия на местах, где сделали углубление кернером;
Сточить заусенцы по кроям изделия и в местах сверления напильником.
Полученное изделие:
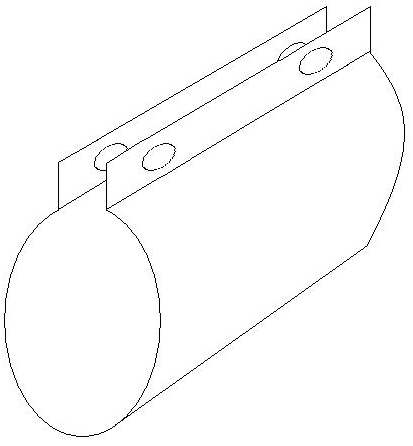
Рис. 29 Полученное изделие.
II занятие. Производство скобы.
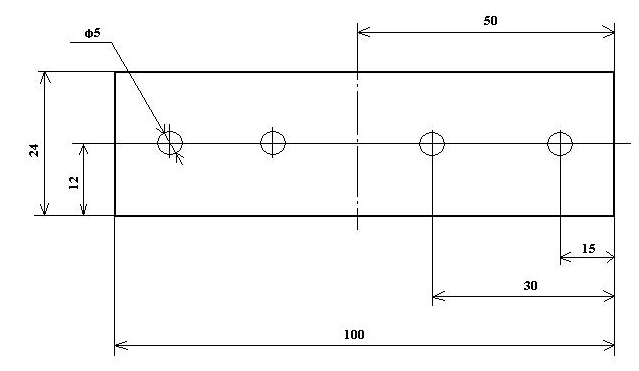
Рис.30 Исходные размеры для производства скобы.
Этапы производства
Вычертить необходимые размеры на листе металла и поставить необходимые разметки;
Вырезать изделие по размерам ножницами по металлу;
На листе, где будет просверлены отверстия, сделать углубление кернером;
С помощью тисков согнуть изделие;
Просверлить отверстия на местах, где сделали углубление кернером;
Сточить заусенцы по кроям изделия и в местах сверления напильником
Полученное изделие:
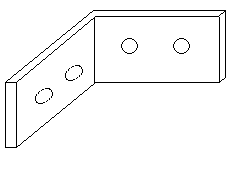
Рис. 31 Полученное изделие.
Тема № 10. Основы токарного дела. Точение торцевой поверхности заготовки. Точение и сверление цилиндрической поверхности.
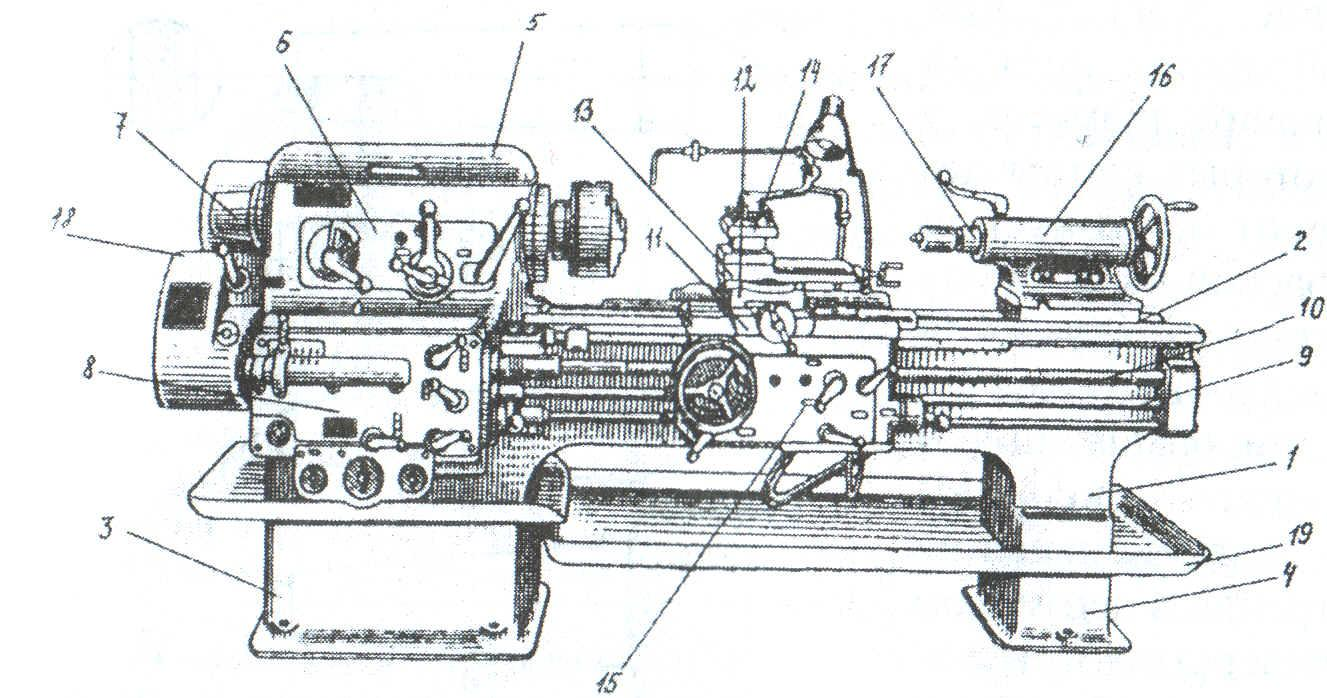
Цель занятия: Изучение устройства токарно-винторезного станка и приобретение навыков точения торцевой поверхности заготовки. Изучение видов работ, выполняемых на токарно-винторезном станке; практическое точение и сверление цилиндрической заготовки.
Назначение и устройство, токарно-винторезного станка; узлы станка.
Обработка на станках токарной группы заготовок, имеющих форму тел вращения, получила широкое распространение. При точении (обтачивании) совершается два движения резания: вращательное движение заготовки (главное движение) и поступательное движение режущего инструмента - резца (движение подачи).
На станках токарной группы помимо обтачивания наружных цилиндрических, конических и фасонных поверхностей выполняются следующие операции: растачивание цилиндрических и конических отверстий, подрезание торцовых поверхностей, нарезание наружной и внутренней резьбы, разрезание, обкатывание роликами и шарами, алмазное выглаживание. Кроме того, на этих станках можно сверлить, зенкеровать, развертывать отверстия, а при установке специальных механизмов проводить и другие обработки.
Геометрические элементы резца: передняя и задняя грани, режущие кромки главная и вспомогательная вершины резца.
Токарно-проходной резец имеет следующие основные элементы (рис.33 ):
1) Переднюю грань - поверхность, по которой сходит отделяемая в процессе) резания стружка;
2) Задние грани - поверхности резца, обращённые к обрабатываемой детали;
3) Режущие кромки - линии пересечения передней и задней граней резца;
4) Различаются: а) главная режущая кромка, выполняющая основную работу резания и
б) вспомогательная режущая кромка;
5) Задняя грань, примыкающая к главной режущей кромке, называется главной задней гранью; примыкающая к вспомогательной кромке - вспомогательной задней гранью.
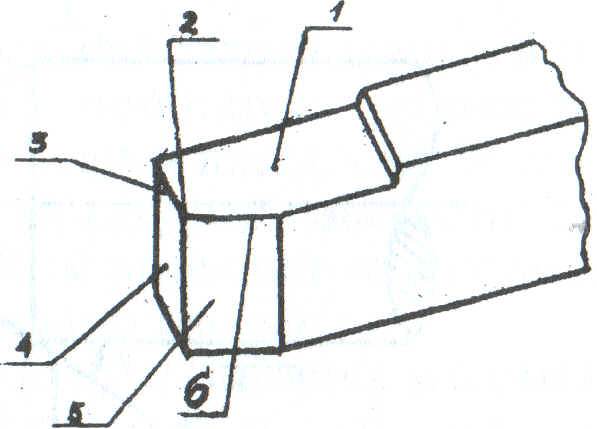
Рис 33 Элементы токарно-проходного резца
1 – передняя часть; 2 – вершина резца; 3 – вспомогательная режущая кромка; 4 – вспомогательная задняя кромка; 5 – главная задняя грань; 6 – главная режущая кромка.

Самоцентрирующие патроны (рис.34) обычно делают трехкулачковыми. Три небольших конических зубчатых колеса 1, вмонтированных в корпус патрона 2, могут вращаться при помощи торцового ключа. От этих колес вращение передается большому колесу 3, на другой стороне которого нарезана плоская спираль. Во впадины спирали входят соответствующие выступы кулачков 4, вставленных в радиальные пазы 5 корпуса патрона. При вращении спирали кулачки совершают радиальное перемещение в пазах. Самоцентрирующие патроны применяют для закрепления деталей цилиндрической формы.