

3.1.4. Прокладки газового стыка
Газовый стык между торцом фланца гильзы и головкой является одним из наиболее ответственных стыков. Для уплотнения газового стыка применяют прокладки, которые зажимают между гильзой цилиндра и головкой. Эти прокладки должны выдерживать значительные силы давления газов и не разрушаться под действием высоких температур.
Прокладки газового стыка между головкой и блоком цилиндров имеют конструкцию, зависящую от разновидности головки.
Прокладка под моноголовку (рис. 3.6,в) состоит из рифленого стального листа 1, покрытого с двух сторон асбестовым полотном или ре-зиноасбестовой смесью 2, полученной в результате горячей вулканизации. Толщина прокладки около 1,5 мм. В местах расположения цилиндров, отверстий для прохода штанг привода коромысел, болтов или шпилек крепления головки, а также охлаждающей жидкости и масла в прокладке вырезаны соответствующие отверстия. Отверстия для гильз цилиндров имеют окантовку 3 из малоуглеродистой листовой стали толщиной 0,2…0,3 мм. Окантовка ложится на опорный бурт гильзы цилиндра. При затяжке болтов крепления головки в этом месте происходит обжатие прокладки, обеспечивающее герметизацию объема цилиндра.
Прокладка 3 под индивидуальную головку 2 (рис. 3.6,г) также индивидуальная кольцевая, ее устанавливают на опорный бурт гильзы 1 цилиндра. Головка центрируется относительно блока 8 втулками 6. Для увеличения деформации мягкой стальной или алюминиевой прокладки 3 при затяжке болтов 5 крепления головки в ее днище запрессовывают или заливают стальное нажимное кольцо 4.
Подбором прокладок, имеющих различную толщину, при сборке дизеля обеспечивают во всех его цилиндрах одинаковый оптимальный зазор между огневыми днищами его головок и днищами поршней при положении последних в ВМТ. Это способствует повышению топливной экономичности дизеля и снижению дымности его отработавших газов. По контуру стык уплотняется резиновой прокладкой 7.В настоящее время по экологическим соображениям отдают предпочтение прокладкам не содержащим асбест. Металлические прокладки под головку блока изготовляют из листовых металлов – алюминия, меди или мягкой стали.
3.1.5. Масляные поддоны
Поддон картера (рис. 3.8) служит резервуаром масла системы смазывания двигателя. Через погруженный в него сетчатый приемник масло всасывается насосом этой системы и подается под давлением через фильтр в главную магистраль.
В эксплуатации автомобиль может подвергаться большим бортовым и кормовым наклонам. Колебания уровня масла в поддоне могут нарушить непрерывность его всасывания насосом. Во избежание этого в поддоне устанавливают горизонтальные или вертикальные перегородки - успокоители, закрепляемые болтами или точечной сваркой.
Для слива масла при его замене или ремонтных работах в нижней точке поддона предусматривается резьбовая пробка.
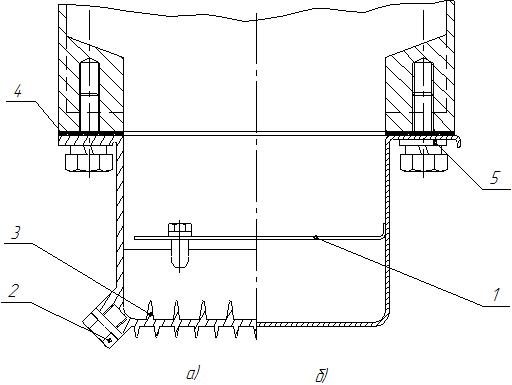
Рис. 3.8. Масляные поддоны:
а) литой; б) штампованный: 1 – успокоитель; 2 – сливная пробка; 3 – рёбра; 4 – прокладка
Поддон изготовляют как штамповкой из стального листа, так и литьем из алюминиевого сплава или чугуна. Литые поддоны обладают рядом существенных преимуществ. На внутренних и наружных поверхностях литых поддонов могут быть оформлены ребра, интенсифицирующие отвод теплоты от масла, температура которого может достигать 120...130 °С. Ребра увеличивают также жесткость поддона, снижая тем самым его вибрации и излучаемый им шум на 6...8 дБ(А). В то же время, такие поддоны увеличивают массу двигателя и могут быть разрушены при наезде автомобиля на препятствие.