

63. Как обозначаются посадки на сборочных чертежах.
64. Как обозначают отклонения формы и расположения поверхностей на рабочих чертежах.
Посадки - это соединение 2-х или более деталей. Посадки делятся на 3 типа: посадка с зазором(S), посадка с натягом (N), посадка переходная(P).
 ,
например
,
например
 -
посадка,т.е.
-
посадка,т.е.
соединение 2-х деталей с номинальным размером Ø 25 с основным отклонением поля допуска
отверстия С и вала с основным отклонением поля допуска f с квалитетами 7 и 6.
П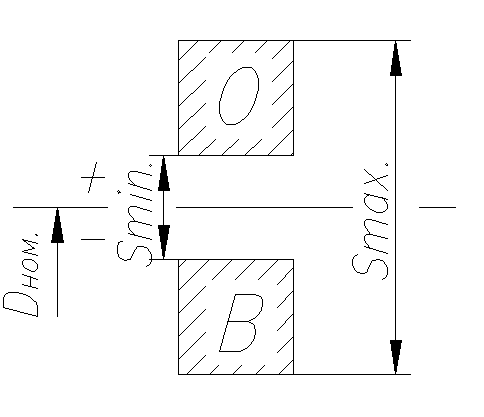 осадка
с зазором - это посадка, при которой при
на схеме поле допуска отверстия , выше
поля допуска вала.
осадка
с зазором - это посадка, при которой при
на схеме поле допуска отверстия , выше
поля допуска вала.
Max зазор возникает когда берется самое большое отверстие, и самый маленький вал на схеме при соединении.
Min зазор возникает когда берется самое маленькое отверстие, и самый большой вал.
П осадки
с зазором характерны для разъемных и
съемных деталей.
осадки
с зазором характерны для разъемных и
съемных деталей.
Посадка
с натягом - это такая посадка при которой
на схеме соединения 2-х деталей поле
допуска вала выше или над полем допуска
отверстия. Натяг обеспечивает взаимную
неподвижность деталей после их сборки.
 Переходная посадка- это такая
посадка , при которой может возникать
как зазор ,так и натяг
(поля
допусков отверстия и вала перекрываются
частично или полностью).
Переходная посадка- это такая
посадка , при которой может возникать
как зазор ,так и натяг
(поля
допусков отверстия и вала перекрываются
частично или полностью).
Переходные посадки используют для неподвижных соединений в тех случаях, когда при эксплуатации необходимо проводить разборку и сборку, а также когда к центрированию деталей предъявляются повышенные требования.
65. Что такое шероховатость и волнистость поверхностей? Критерии оценки шероховатости поверхностей?
Под волнистостью поверхности понимают совокупность периодически повторяя-ющихся неровностей, у которых рассто-яния между смежными возвышенностями или впадинами превышают базовую длину.
Шероховатостью поверхности называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины.Базовая длина (l) – длина базовой линии, используемой для выделения неровностей, характери-зующих волнистость и шероховатость поверхности. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8 и 25 мм.Основные критерии оценки шероховатости (согласно ГОСТ 2789-73):Среднеарифметическое отклонение профиля Ra – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
 или
или
 где
l
–
базовая длина; n
–
число выбранных точек профиля на базовой
длине; у
–
расстояние между любой точкой профиля
и средней линией. Высота
неровностей профиля по десяти точкам
Rz
–
сумма средних абсолютных значений
высоты пяти наибольших выступов профиля
и глубин пяти наибольших впадин профиля
в пределах базовой длины:
где
l
–
базовая длина; n
–
число выбранных точек профиля на базовой
длине; у
–
расстояние между любой точкой профиля
и средней линией. Высота
неровностей профиля по десяти точкам
Rz
–
сумма средних абсолютных значений
высоты пяти наибольших выступов профиля
и глубин пяти наибольших впадин профиля
в пределах базовой длины:

где Ypi – высота i-го наибольшего выступа профиля; Yvi – глубина i-й наибольшей впадины профиля.
Существуют также другие критерии: наибольшая высота неровностей профиля Rmax, средний шаг неровностей профиля Sm, средний шаг местных выступов профиля S, относительная опорная длина профиля tp.
Параметр Ra является предпочтительным по сравнению с Rz и Rmax, так как параметр Ra характеризует среднюю высоту всех неровностей профиля; Rz – среднюю высоту наибольших неровностей; Rmax – наибольшую высоту профиля.
Выбор параметров шероховатости и их числовых значений производят в зависимости от требований к шероховатости поверхностей деталей, исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Для неответственных деталей можно не указывать параметры шероховатости, в таком случае она не подлежит контролю.
Некоторые специальные технологические методы окончательной обработки позволяют получить на поверхностях регулярный заранее заданный микрорельеф из канавок или лунок определенной формы. ГОСТ 24773-81 устанавливает характеристики таких параметров.